Изобретение относится к огнеупорной промышленности и промышленности строительных материалов и может быть использовано в перестроении для соединения элементов кладки футеровки тепловых агрегатов.
Известен минеральный клей (мертель), включающий, мас.%: ортофосфорную кислоту 10 - 30; пиритные огарки 70 - 90,
Недостатком клея является низкая огнеупорность вследствие высокого содержания низкотемпературных оксидов, что не позволяет его применять в кладках печей, работающих при высоких температурах.
Наиболее близким по технической сущности и достигаемому положительному эффекту к изобретению является минеральный клей (огнеупорный мертель}, включающий, мас.%: ортофосфорная кислота 26 - 30; электрокорунд 24 - 28; пиритные огарки - остальное.
Недостатками известного состава являются высокое содержание примесей (до 40%) Ре20з; SI02; FeO; PbO; CuO, что исключает возможность использования .данного мертеля в условиях работы повышенных температур, где требуются высокая прочность на сдвиг в нагретом состоянии, а также повышенная температура деформации под нагрузкой до 1750°С.
Кроме того, большое количество ор- тофосфорной кислоты обусловливает значительную подвижность мертеля, что
XI
ю кэ ( ю
приводит к деформации кладки уже на стадии сушки.
Целью изобретения является повышение прочности на сдвиг в нагретом состоянии, а также повышение температуры деформации под нагрузкой.
Поставленная цель достигается тем, что известный состав огнеупорного мертеля, включающий электрокорунд и ортофосфор- ную кислоту, в качестве электрокорунда со- держит бой электрокорундовых изделий фракций 0,5-0,1 и 0,1 мм и бой сферо- корундовых изделий фракции 0,5 - 0,1 и 0,1 мм при следующем соотношении компонентов, мас.%: бой электрокорундовых изделий фракции 0,5-0,1 мм 5 - 21; фракции 0,1 мм 22 - 41; бой сферокорундовых изделий фракции 0,5 - 0,1 мм 5 - 21; фракции 0,1 мм 22 - 41; ортофосфорная кислота - остальное.
Молотый бой электрокорундовых изделий (брак готовых или отработанных изделий) представляет собой обломки дискретных корундовых частиц в виде зерен размером менее 0,5 мм.
Молотый бой сферокорундовых изделий (брак готовых или отработанных изделий) представляет собой обломки пустотелых (полых) корундовых сфер в виде сферических полых сегментов различных радиусов кривизны размером менее 0,5 мм.
Поверхность как корундовых зерен, так и сферических сегментов покрыта тонким слоем керамического связующего корундового состава, что обусловлено технологиче- ским процессом изготовления исходных изделий, при котором сферический пустотелый или дискретный электрокорундовый наполнитель смешивают с керамическим связующим (шликером из технического гли- нозема), формуют из них изделия и обжигают при 1600°С.
В процессе обжига на частицах образуется керамическое покрытие, которое обусловливает их более активную поверхность в сравнении с выпускаемыми промышленностью плавлеными зернистым корундом и сферокорундом, что, в свою очередь, обеспечивает в дальнейшем более активное взаимодействие минеральных частиц с НзРОз. Это вызывает более раннее спекание материала и, как следствие, повышение прочности в широком температурном интервале.
Использование бой сферокорундовых изделий (материала с набором частиц в виде сферических сегментов различного размера) обусловливает более прочное сцепление их друг с другом, что приводит к повышению прочности кладочного раствора на сдвиг в нагретом состоянии.
Сочетание сферокорундовых и электрокорундовых частиц обломочной структуры в виде скорлупы и зерен создает предпосылки для получения более плотной укладки частиц и повышения прочности материала как после сушки, так и при высоких температурах.
Кроме того, достаточно плотная упаковка частиц в виде скорлупок и зерен обуслов- лена так же их активным химическим взаимодействием с НзРОд. При этом такая упаковка не исключает достаточной подвижности материала при тепловых ударах, имитируя неориентированную многослойную шарнирную структуру, она обеспечивает достаточную термостойкость материала.
Для получения оптимальных свойств мертеля (высокой прочности на сжатие и сдвиг, высокой прочности на сдвиг в нагретом состоянии и повышенной температуры деформации) необходимо выдерживать определенное соотношение между частицами в виде дискретных зерен и сегментов (разрушенных сфероидальных частиц).
Уменьшение содержания боя электрокорундовых и сферокорундовых изделий (фракции 0,5 - 0,1 мм) менее 5% и увеличение содержания боя электрокорундовых изделий и сферокорундовых изделий (фракций
0,1 мм) более 41 % приводит к понижению прочности на сдвиг обожженных изделий и особенно на сдвиг в нагретом состоянии, и снижению прочности на сжатие, вследствие увеличения усадки тонкодисперсной составляющей,
Увеличение содержания боя электрокорундовых и сферокорундовых изделий (фракции 0,5-0,1 мм)более21% и уменьшение содержания боя электрокорундовых и сферокорундовых изделий (фракции
0,1 мм) менее 22% приводит к потере всех видов прочности вследствие большой пористости шва из-за недостаточной плотной укладки частиц.
Увеличение содержания ортофосфор- ной кислоты более 14% приводит к повышению текучести кладочного раствора, из-за чего возможна деформация кладки до сушки. Кроме того, это обусловливает усадку мертеля и снижение прочности на сдвиг в нагретом состоянии.
Уменьшение содержания ортофосфор- ной кислоты менее 8% не обеспечивает достаточной подвижности кладочного раствора, так как этого количества кислоты недостаточно для смачивания довольно развитой удельной поверхности частиц (учитывая наличие обломков сфероидальных частиц), поэтому затрудняется кладка на
таком малоподвижном растворе, что приводит к снижению прочности мертеля.
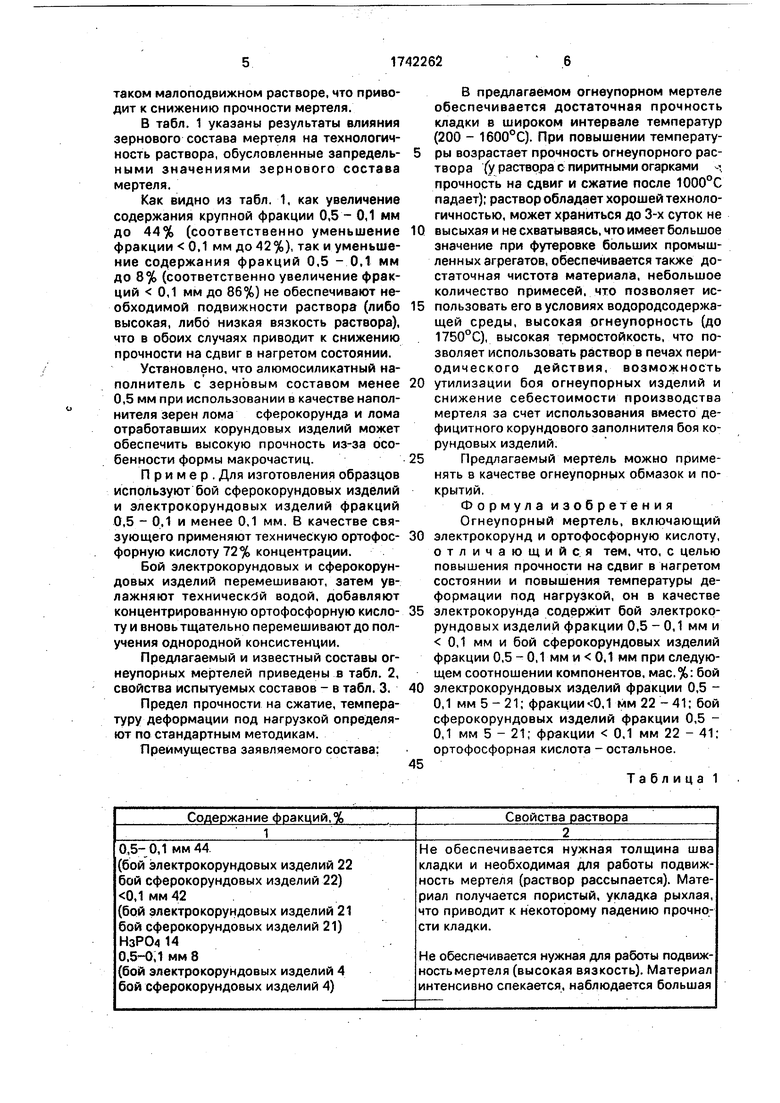
В табл. 1 указаны результаты влияния зернового состава мертеля на технологичность раствора, обусловленные запредель- ными значениями зернового состава мертеля.
Как видно из табл. 1, как увеличение содержания крупной фракции 0,5 - 0,1 мм до 44% (соответственно уменьшение фракции 0,1 мм до 42%), так и уменьшение содержания фракций 0,5 - 0,1 мм до 8% (соответственно увеличение фракций 0,1 мм до 86%) не обеспечивают необходимой подвижности раствора (либо высокая, либо низкая вязкость раствора), что в обоих случаях приводит к снижению прочности на сдвиг в нагретом состоянии.
Установлено, что алюмосиликатный наполнитель с зерновым составом менее 0,5 мм при использовании в качестве наполнителя зерен лома сферокорунда и лома отработавших корундовых изделий может обеспечить высокую прочность из-за особенности формы макрочастиц.
Пример. Для изготовления образцов используют бой сферокорундовых изделий и электрокорундовых изделий фракций 0,5 - 0.1 и менее 0,1 мм. В качестве связующего применяют техническую ортофос- форную кислоту 72% концентрации.
Бой электрокорундовых и сферокорундовых изделий перемешивают, затем увлажняют технический водой, добавляют концентрированную ортофосфорную кисло- ту и вновь тщательно перемешивают до получения однородной консистенции.
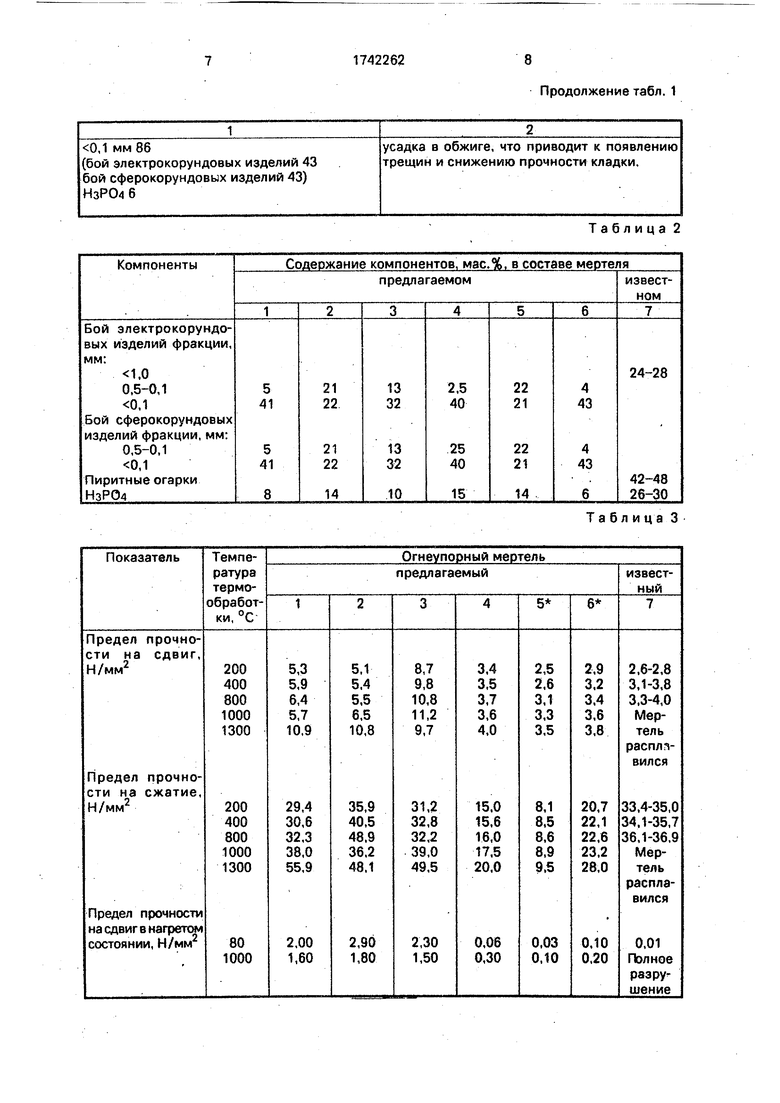
Предлагаемый и известный составы огнеупорных мертелей приведены в табл. 2, свойства испытуемых составов - в табл. 3.
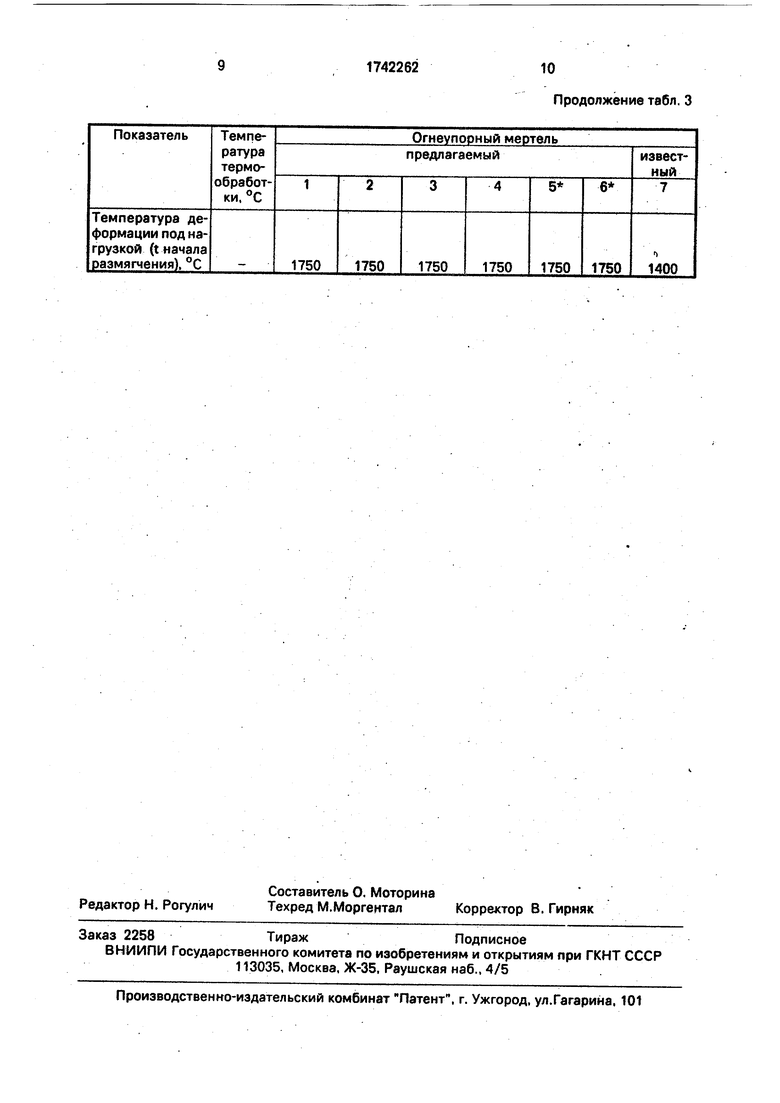
Предел прочности на сжатие, температуру деформации под нагрузкой определяют по стандартным методикам.
Преимущества заявляемого состава:
В предлагаемом огнеупорном мертеле обеспечивается достаточная прочность кладки в широком интервале температур (200 - 1600°С). При повышении температуры возрастает прочность огнеупорного раствора (у раствора с пиритными огарками - прочность на сдвиг и сжатие после 1000°С падает); раствор обладает хорошей технологичностью, может храниться до 3-х суток не высыхая и не схватываясь, что имеет большое значение при футеровке больших промышленных агрегатов, обеспечивается также достаточная чистота материала, небольшое количество примесей, что позволяет использовать его в условиях водородсодержа- щей среды, высокая огнеупорность (до 1750°С), высокая термостойкость, что позволяет использовать раствор в печах периодического действия, возможность утилизации боя огнеупорных изделий и снижение себестоимости производства мертеля за счет использования вместо дефицитного корундового заполнителя боя корундовых изделий.
Предлагаемый мертель можно применять в качестве огнеупорных обмазок и покрытий.
Формула изобретения
Огнеупорный мертель, включающий электрокорунд и ортофосфорную кислоту, отличающийся тем. что, с целью повышения прочности на сдвиг в нагретом состоянии и повышения температуры деформации под нагрузкой, он в качестве электрокорунда содержит бой электрокорундовых изделий фракции 0,5 - 0,1 мм и 0,1 мм и бой сферокорундовых изделий фракции 0,5 - 0,1 мм и 0.1 мм при следующем соотношении компонентов, мас.%: бой электрокорундовых изделий фракции 0,5 - 0,1 мм 5 - 21; фракции 0,1 мм 22-41; бой сферокорундовых изделий фракции 0,5 - 0,1 мм 5 - 21; фракции 0,1 мм 22 - 41; ортофосфорная кислота - остальное.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ ОГНЕУПОРНЫХ ТЕПЛОИЗОЛЯЦИОННЫХ МАТЕРИАЛОВ И ИЗДЕЛИЙ | 2007 |
|
RU2365561C1 |
| ТЕПЛОИЗОЛИРУЮЩИЙ И ТЕПЛОПРОВОДНЫЙ БЕТОНЫ НА АЛЮМОФОСФАТНОЙ СВЯЗКЕ (ВАРИАНТЫ) | 2011 |
|
RU2483038C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОГНЕУПОРНЫХ ИЗДЕЛИЙ | 2003 |
|
RU2245864C1 |
| Способ изготовления корундового мертеля | 1987 |
|
SU1608166A1 |
| СОСТАВ ДЛЯ ИЗГОТОВЛЕНИЯ ВЫСОКОТЕМПЕРАТУРНОГО ПЕНОКЕРАМИЧЕСКОГО МАТЕРИАЛА | 2006 |
|
RU2345973C2 |
| ОГНЕУПОРНЫЙ МЕРТЕЛЬ | 2002 |
|
RU2228310C2 |
| Сырьевая смесь для огнеупорного бетона | 1986 |
|
SU1404495A1 |
| Мертель для склеивания огнеупорных изделий | 1991 |
|
SU1821460A1 |
| ОГНЕУПОРНЫЙ РАСТВОР | 1991 |
|
RU2062764C1 |
| МЕРТЕЛЬ ДЛЯ СКЛЕИВАНИЯ КОРУНДОВОЙ КЕРАМИКИ | 2004 |
|
RU2289553C2 |
Изобретение относится к огнеупорной промышленности и промышленности строительных материалов. Огнеупорный мертель содержит, мас.%: бой электрокорундовых изделий фракции 0,5 - 0,1 мм 5 - 21; фракции 0,1 мм 22-41, бой сфероко- рундовых изделий фракции 0,5 - 0,1 мм 5 - 21; фракции 0,1 мм 22 - 41; ортофосфорная кислота 8-14. Смесь готовят следующим образом. Бой электрокорундовых и сферо- корундовых изделий перемешивали, затем увлажняли технической водой, добавляли концентрированную ортофосфорную кислоту и вновь тщательно перемешивали до получения однородной консистенции. Прочность на сдвиг мертеля при температуре термообработки 200°С 5,1 - 8,7 Н/мм2, при температуре 800°С 5,5 - 10,8 Н/мм2, при температуре 1300°С 9,7 - 10,9 Н/мм2. Температура деформации под нагрузкой 1750°С. 3 табл.
Содержание фракций,%
0,5-0,1 мм 44
(бой электрокорундовых изделий 22
бой сферокорундовых изделий 22)
0,1 мм 42
(бой электрокорундовых изделий 21
бой сферокорундовых изделий 21)
НзРО 14
0.5-0,1 мм 8
(бой электрокорундовых изделий 4
бой сферокорундовых изделий 4)
Свойства раствора
Не обеспечивается нужная толщина шва кладки и необходимая для работы подвижность мертеля (раствор рассыпается). Материал получается пористый, укладка рыхлая, что приводит к некоторому падению прочности кладки.
Не обеспечивается нужная для работы подвижность мертеля (высокая вязкость). Материал интенсивно спекается, наблюдается большая
Продолжение табл. 1
Таблица 2
Таблица 3
Продолжение табл. 3
| Шихта для изготовления строительных изделий | 1977 |
|
SU652142A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Минеральный клей | 1978 |
|
SU785266A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
