Изобретение относится к огнеупорной промышленности и может быть использовано для изготовления корундовых изделий для черной и цветной металлургии.
Интенсификация технологических процессов в тепловых агрегатах черной и цветной металлургии диктует необходимость создания огнеупорных конструкционных элементов из смесей, позволяющих конструировать структуру готовых изделий целевого назначения с заданными потребителем физико-механическими свойствами и термостойкостью.
В информационных источниках, из обширного класса огнеупорных материалов, выделяют корундовые композиции с цирконийсодержащими компонентами, а технологические приемы базируются на создании структур из крупнозернистого наполнителя и легирующих добавок различной формы (SU, авт. свид. 296736. Опубл. 02.03.1971 г., Бюл. №8; SU, авт. свид. 336312. Опубл. 21.04.1972 г., Бюл. №14; SU, 346281. Опубл. 28.07.1972 г., Бюл. №23; SU, авт. свид. 398526. Опубл. 27.09.1973 г., Бюл. №38).
Известные способы не позволяют изготавливать крупногабаритные изделия сложной формы с повышенными механическими характеристиками и термостойкостью.
Наиболее близким к заявляемому объекту по решаемой технической задаче - прототипом - является способ изготовления огнеупорных изделий (SU, 1326570 от 30.07.1987 г., Бюл. №28).
Способ включает увлажнение зерен электрокорунда суспензией цирконового концентрата в водном растворе лигносульфонатов натрия и калия, для накатывания используют пластинчатые кристаллы дисперсностью 5000-7000 см2/г, смешанные с 0,4-2 мас.% водного раствора метилцеллюлозы, содержащего 40-60 мас.% кремнезоля. Из приготовленных масс формуют изделия, сушат и обжигают при 1580° С.
Недостатком известного способа является использование оксида алюминия в виде пластинчатых кристаллов, которые плохо прессуются и спекаются, что приводит к повышенной пористости изделий и деградации механических свойств и коррозионной стойкости в эксплуатационных условиях под действием расплава и образующихся шлаков. Использование цирконового концентрата природной зернистости приводит к повышенным остаточным напряжениям на границе раздела фаз, которые снижают прочность и термостойкость композиции по сравнению с возможно достижимой в этой системе.
Задачей авторов является разработка способа изготовления огнеупорных изделий, обеспечивающего достижение цели - повышение прочности и термостойкости изделий на основе корунда.
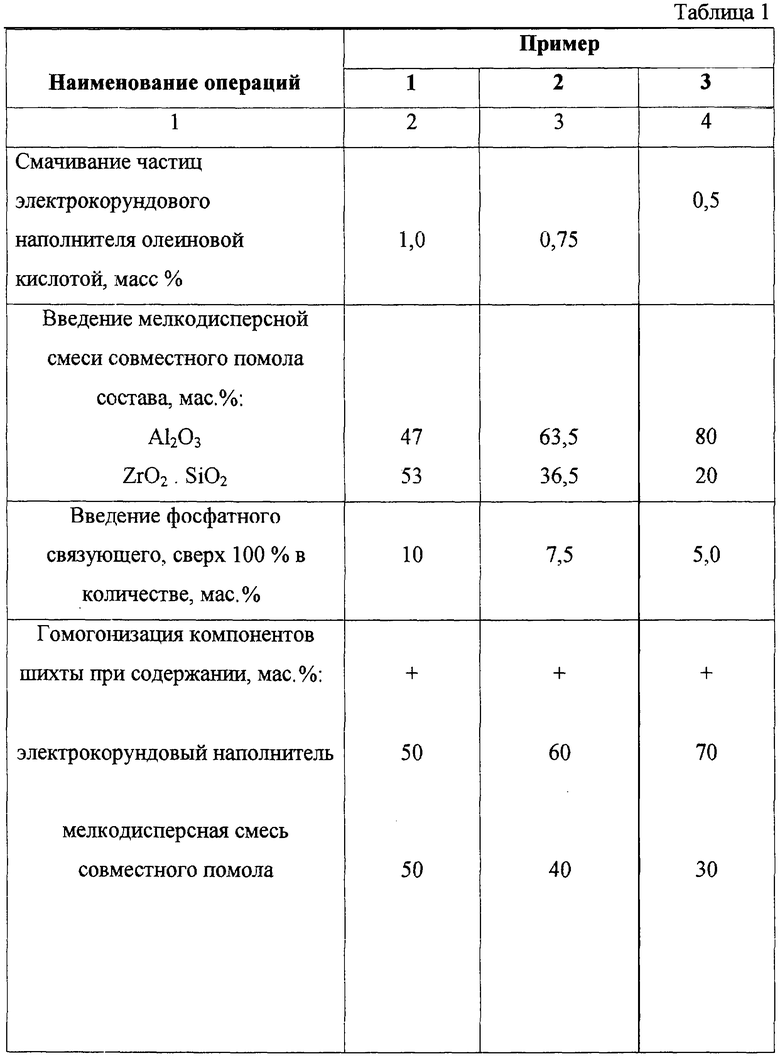
Поставленная цель достигается в отличие от известного способа тем, что на стадии подготовки шихты поверхность сфероидных частиц электрокорундового наполнителя смачивают олеиновой или стеариновой кислотой в количестве 0,5-1 мас.% от общего количества фосфатного связующего, в процессе смешивания вводят мелкодисперсную смесь совместного помола, содержащую компоненты, мас.%:
Аl2O3 47-80
ZrO2·SiO2 20-53,
и фосфатное связующее при содержании компонентов в шихте, мас.%:
электрокорундовый наполнитель 50-70
мелкодисперсная смесь совместного помола 30-50
фосфатное связующее, сверх 100% 5-10
шихту гомогенизируют, формуют, осуществляют воздушное твердение заготовок, обжигают при температурах разложения цирконового концентрата и охлаждают с изотермической выдержкой в интервале температур 1100-900° С.
Сущность заявляемого технического решения состоит в комплексе операций и последовательности их реализации, которые в совокупности с выбранными компонентами позволяют организовать комплексный технологический процесс с получением заданной структуры материала в изделии, являющейся основным контролирующим фактором для достижения цели изобретения.
Введение олеиновой или стеариновой кислоты, являющимися поверхностно-активными веществами (ПАВ), на поверхность сфероидных частиц электрокорундового наполнителя позволяет исключить коагуляцию мелкозернистых фракций, равномерно распределить фосфатное связующее и мелкодисперсную смесь совместного помола, а граничные условия по концентрации обусловлены тем, что содержание ПАВ ниже 0,5 мас.% не позволяет равномерно распределить фосфатное связующее и мелкодисперсную смесь в объеме электрокорундового наполнителя, приводит на этапе прессования к перепрессовочным трещинам при заданном удельном давлении формования. Верхний предел содержания ПАВ в количестве выше 1 мас.% приводит к ее выжиманию на стенки пресс-форм при наложении заданного удельного давления формования.
Содержание фосфатного связующего менее 5 мас.% не позволяет получить удовлетворительную транспортную прочность заготовок при перемещении на этап воздушного твердения, а свыше 10 мас.% крупногабаритные заготовки деформируются под действием своего веса.
Фосфатное связующее вводят для повышения прочности заготовок путем образования фосфатных соединений с компонентами шихты в процессе воздушного твердения и обжига.
Мелкодисперсную фазу совместного помола глинозема и цирконового концентрата вводят для активации процесса уплотнения и физико-химических процессов, происходящих при разложении цирконового концентрата. Максимальное содержание циркона в смеси совместного помола обусловлено тем, что выше этого содержания в смеси в процессе разложения циркона образуется избыточный оксид кремния, который при охлаждении претерпевает ряд модификационных превращений, порочащих механические свойства и термостойкость изделий. Содержание циркона в мелкодисперсной смеси ниже 20 мас.% приводит к резкому падению термостойкости.
Концентрационные пределы содержания мелкодисперсной смеси установлены экспериментально, так как содержание ее выше 50 мас.% приводит к уменьшению прочности и термостойкости, а содержание ниже 30 мас.% приводит к увеличению прочности и снижению термостойкости.
Гомогенизацию шихты производят для равномерного распределения компонентов и налипания мелкодисперсной смеси на частицы наполнителя.
Формование осуществляют любым из известных в огнеупорной промышленности способом в зависимости от конфигурации и геометрических размеров.
Обжиг заготовок при температурах разложения цирконового концентрата осуществляют для образования диоксида циркония тетрагональной структуры и диоксида кремния, который образует с оксидом алюминия муллитоподобный материал.
При охлаждении в температурном интервале 1100-900° С диоксид циркония тетрагональной структуры претерпевает модификационные изменения и переходит в моноклинную форму с увеличением объема на 7-8%. В результате объемных изменений возникают тангенциальные напряжения (см. Э.Мелан, Г.Паркус. Температурные напряжения, вызываемые стационарными температурными полями. Физматиздат, 1968 г.), приводящие к образованию прерывистых кольцеобразных микротрещин вокруг включений. Чтобы не образовались вторичные трещины, необходим мягкий тепловой режим, что и осуществляется изотермической выдержкой, продолжительность которой определяется массогабаритными характеристиками изделий.
В результате осуществления технологического процесса может быть использовано:
- в качестве фосфатного связующего ортофосфорная кислота, фосфат алюминия, фосфат магния или их смеси с удельным весом 1,2-1,65 г/см3;
- фракционный состав наполнителя с размером частиц 0,1-3 мм;
- размер частиц мелкодисперсной смеси совместного помола 0,002-0,005 мм;
- температура разложения цирконового концентрата в температурном диапазоне 1540-1700° С;
- изотермическая выдержка при охлаждении осуществляется до полного перехода диоксида циркония из тетрагональной в моноклинную форму.
Предлагаемый способ осуществляют следующим образом.
1. Электрокорундовый наполнитель с размером частиц 0,1-3 мм смачивают расчетным количеством олеиновой кислоты путем распыления краскопультом при одновременном перемешивании в Z-образном смесителе.
2. Расчетное количество компонентов смеси глинозема, марки ГК, и цирконового концентрата измельчают до величины частиц 0,002-0,005 мм в вибромельнице.
3. Мелкодисперсную смесь и фосфатное связующее дискретно добавляют в Z-образный смеситель с электрокорундовым наполнителем при постоянном перемешивании. После введения заданного количества компонентов шихты смесь гомогенизируют в течение 20-30 минут.
4. Полученную шихту перемещают в пресс-форму заданной формы и деформируют под удельным давлением 80,0-100,0 МПа.
5. Заготовки выдерживают на воздухе при комнатной температуре в течение 24 часов и направляют в муфельную газовую печь на обжиг.
6. Нагревают заготовки до температуры разложения цирконового концентрата при изотермической выдержке, обеспечивающей равномерный прогрев изделия, и охлаждают.
7. При достижении температуры 1100° С снижают скорость охлаждения таким образом, чтобы до температуры 900° С прошел полностью процесс превращения диоксида циркония тетрагональной формы в моноклинную модификацию. На практике, при изготовлении крупноразмерных блоков с массой ~250 кг, изотермический интервал времени составлял 6-8 часов.
По предложенной технологической схеме были изготовлены изделия в виде прямого №5 и клинового №22 кирпича, футеровочные блоки размером 600× 200× 100, плавильные тигли широкой номенклатуры по заказу потребителей.
Из готовых изделий из разных точек объема вырезали образцы, которые подвергали тестированию химическим и рентгенофазовым методами и по стандартным методикам для огнеупорной промышленности контролировали прочность и термостойкость. Одновременно из подготовленных шихт изготавливали образцы-свидетели, которые по своим характеристикам сравнивались с тестами на изделиях. Химический анализ материала изделий и образцов-свидетелей показал, что отклонение содержания компонентов от расчетного находится в интервале точности методик. Рентгенофазовый анализ показал, что кроме основной фазы α - Аl2O3 в материалах присутствует муллит и моноклинный диоксид циркония.
Примеры способа изготовления и свойства изделий приведены соответственно в таблице 1 и 2. Анализ таблиц 1 и 2 показывает, что поставленная цель достигнута, а способ практически реализуется на стандартном промышленном оборудовании с обеспечением мер безопасности для персонала и окружающей среды, объективно контролируется отечественными измерительными системами при изготовлении промышленных партий изделий заданного фазового состава.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ОГНЕУПОРНОГО КЕРАМИЧЕСКОГО МАТЕРИАЛА ДЛЯ ЭЛЕКТРОННОЙ ТЕХНИКИ СВЧ | 2011 |
|
RU2485074C2 |
| ТЕПЛОИЗОЛИРУЮЩИЙ И ТЕПЛОПРОВОДНЫЙ БЕТОНЫ НА АЛЮМОФОСФАТНОЙ СВЯЗКЕ (ВАРИАНТЫ) | 2011 |
|
RU2483038C2 |
| СОСТАВ ДЛЯ ИЗГОТОВЛЕНИЯ ВЫСОКОТЕМПЕРАТУРНОГО ПЕНОКЕРАМИЧЕСКОГО МАТЕРИАЛА | 2006 |
|
RU2345973C2 |
| ШИХТА НА ОСНОВЕ ЦИРКОНА ДЛЯ ПОЛУЧЕНИЯ ПЛОТНОЙ ОГНЕУПОРНОЙ КЕРАМИКИ | 2009 |
|
RU2394004C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЖАРОСТОЙКОГО ЦИРКОНСОДЕРЖАЩЕГО МАТЕРИАЛА | 2009 |
|
RU2400451C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО КЕРАМИЧЕСКОГО ПОРОШКА НА ОСНОВЕ НИТРИДА КРЕМНИЯ И ДИОКСИДА ЦИРКОНИЯ И ШИХТА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2351435C1 |
| Огнеупорный мертель | 1991 |
|
SU1827374A1 |
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ ОГНЕУПОРОВ С ПРЕРЫВИСТЫМ ЗЕРНОВЫМ СОСТАВОМ | 1995 |
|
RU2112761C1 |
| ОГНЕУПОРНАЯ МАССА ДЛЯ ИЗГОТОВЛЕНИЯ БЕЗОБЖИГОВЫХ ИЗДЕЛИЙ | 1999 |
|
RU2157352C1 |
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ ОГНЕУПОРОВ С ПРЕРЫВИСТЫМ ЗЕРНОВЫМ СОСТАВОМ | 1995 |
|
RU2107674C1 |
Изобретение относится к огнеупорной промышленности и может быть использовано для изготовления корундовых изделий для черной и цветной металлургии. Технический результат - повышение прочности и термостойкости изделий на основе корунда. Для изготовления огнеупорных изделий на стадии подготовки шихты поверхность сфероидных частиц электрокорундового наполнителя смачивают олеиновой или стеариновой кислотой в количестве 0,5-1,0 мас.% от общего количества фосфатного связующего. В процессе смешивания вводят мелкодисперсную смесь совместного помола, содержащую компоненты, мас.%: Al2O3 47-80; ZrO2·SiO2 20-53 и фосфатное связующее в виде ортофосфорной кислоты или фосфата алюминия, при содержании компонентов в шихте, мас.%: электрокорундовый наполнитель 50-70; мелкодисперсная смесь совместного помола 30-50; фосфатное связующее, сверх 100% 5-10, шихту гомогенизируют, формуют, осуществляют воздушное твердение заготовок, обжигают при температурах разложения цирконового концентрата и охлаждают с изотермической выдержкой в интервале температур 1100-900° С. 1 с. и 6 з.п. ф-лы, 2 табл.
Аl2О3 47-80
ZrO2.SiO2 20-53
при содержании компонентов в шихте, мас. %:
Электрокорундовый наполнитель 50-70
Мелкодисперсная смесь совместного помола 30-50
Фосфатное связующее сверх 100% 5-10
шихту гомогенизируют, формуют, осуществляют воздушное твердение заготовок, обжигают при температурах разложения цирконового концентрата и охлаждают с изотермической выдержкой в интервале температур 1100-900°С.
| Способ изготовления огнеупорных изделий | 1985 |
|
SU1326570A1 |
| Шихта для изготовления огнеупорных изделий | 1977 |
|
SU715549A1 |
| Композиционная холоднотвердеющая масса | 1983 |
|
SU1133246A1 |
| US 3972722 A, 03.08.1976 | |||
| US 5296420 A, 22.03.1994. | |||

