Изобретение относится к области испытаний материалов, а именно к способам определения времени отверждения адгёзива.
Известен способ определения времени отверждения адгёзива, по которому изготавливают несколько соединений с испытуемым адгезивом, после различн-ой по времени выдержки прикладывают к соединениям разрушающую нагрузку и, сравнивая их прочность, определяют время отверждения адгёзива по достижении максимальной прочности.
Недостатком данного способа является его большая трудоемкость, так как для достижения высокой точности определения времени отверждения адгезива требуется изготовление и испытание большого количества соединений.
Кроме того, этот способ неприменим для быстроотверждающихся адгезивов
Известен также способ определения времени отверждения агдезива, по которому изготавливают соединения с испытуемым адгезивом, определяют работу выхода электронов от момента нанесения адгезива до его полного отверждения и по ней судят о времени отверждения адгезива.
Недостатками данного способа являются невозможность егс использования для неметаллических соединений, соединенных адгезивом, а также низкая точность из-за отсутствия регулировки толщины слоя адгезива Погрешность измерения составляет ±15 %
Наиболее близким к предлагаемому является способа определения времени отверждения адезива, по которому размещают слой адгезива между поверхностями двух частей соединения, нагружают адгезив давлением, одновременно нагревая
S
ihO О 00
СО
его и прикладывая к нему сдвигающую нагрузку с постоянной скоростью сдвига, и судят о времени отверждения адгезива по величине усилия сдвига в момент начала его изменения. Погрешность измерения составляет + 9 %.
Недостатком данного способа является низкая точность измерения из-за отсутствия возможности поддержания заданной толщины слоя адгезива.
Целью изобретения является повышение точности определения времени отверждения адгезива.
Поставленная цель достигается тем, что по способу определения времени отверждения адгезива между частями соединения путем формирования слоя адгезива между частями соединения и измерения параметра, по которому судят о времени отверждения адгезива, формирование слоя адгезива осуществляют путем приложения сжимающей нагрузки к частям соединения до достижения заданной толщины слоя, после чего соединение выдерживают при нулевой нагрузке на слой адгезива и регистрируют от- носительное перемещение частей соединения, возникающее за счет усадки адгезива, а в качестве параметра измеряют время от начала выдержки до момента прекращения перемещения.
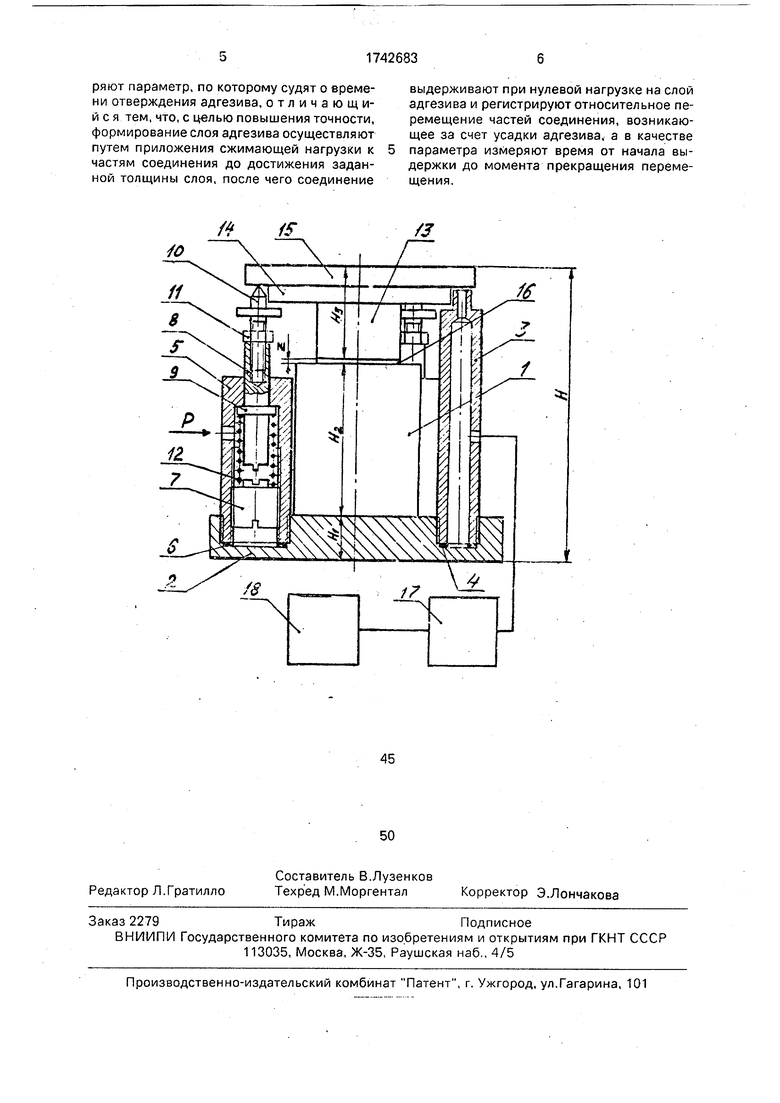
На чертеже показана схема устройства для реализации способа.
Способ осуществляется следующим образом.
Устанавливают нижнюю цилиндрическую часть 1 соединения на центр цилиндрического основания 2, по краям закреплены измерительное сопло 3 с уплот- нительной прокладкой 4 и расположенные на одинаковом расстоянии от центра основания 2 и на одинаковом расстоянии друг от друга три цилиндра 5, снабженные уплотни- тельными прокладками 6, регулировочными винтами 7 и подпружиненными штифтами 8 с заплечиками 9, с опорами 10 и с контргайками 11.
Вращая винты 7 с помощью штифтов 8, устанавливают усилия сжатия пружин 12, равными величине
с -G
где G - вес верхней части 13 соединения, снабженной заплечиками 14 и 15.
При этом величину усилий контролируют, например, с помощью устанавливаемых на опоры 10 грузов с весом, равным одной трети веса верхней части 13 соединения.
Подают в цилиндры 5 давление Р, под действием которого штифты 8 дополнительно прижимаются своими заплечиками 9 к цилиндрам 5. Устанавливают на опоры 10 верхнюю часть 13 соединения. При этом опоры 10 дополнительно выполняют функцию направляющих для верхней части 13соедине- ния. Вращая опоры 10 относительно штифтов 8, образующих с ними винтовые пары, устанавливают нужный зазор между нижней частью 1 соединения и его верхней частью 13, что соответствует заданной тол0 щине слоя адгезива. Зазор при этом измеряют косвенным методом с помощью вертикального оптиметра и определяют по формуле
(Hi+H2+H3),
5 где Н - высота соединения; Hi - высота основания 2; Н2 - высота нижней части 1 соединения; Нз - высота верхней части 13 соединения.
0 Фиксируют опоры 10 контргайками 11 и снимают верхнюю часть 13 соединения с опор 10. В центр верхней поверхности нижней части 1 соединения наносят каплю испытуемого адгезива 16. Устанавливают на
5 каплю верхнюю часть 13 соединения, которая под действием собственного веса равномернораздвигаеткаплю, устанавливается заплечиком 15 на опорах 10 на заданном расстоянии от нижней части
0 1 соединения, которое непрерывно контролируется с помощью пневматического устройства для измерения линейных размеров, включающего в себя измерительный преобразователь 17 с измерительным соплом 3 и
5 измерительный прибор 18. В момент окончания установки части 13 соединения сбрасывают давление Р с цилиндров 5 до нуля, с помощью секундомера начинают отсчет времени отверждения адгезива 16. Бездав0 ления Р опоры 10 становятся упругими и часть 13 соединения свободно перемещается вслед за усаживающимся слоем адгезива 16. Определяют по секундомеру время от момента сброса давления Р до момента
5 окончания уменьшения толщины Z слоя адгезива 16 и по этому параметру судят о времени отверждения адгезива 16.
Проведены 3 опыта по определению времени отверждения герметика Анатерм0 105. Время отверждения герметика при заданной толщине его слоя 0,1 мм составляет 3,09; 3 и 2,91 ч, погрешность ±3%.
Предлагаемый способ позволяет увеличить точность испытаний в 3 раза.
5
Формула изобретения Способ определения времени отверждения адгезива между частями соединения, заключающийся в том, что формируют слой адгезива между частями соединения и измеряют параметр, по которому судят о времени отверждения адгезива, отличающийся тем, что, с целью повышения точности, формирование слоя адгезива осуществляют путем приложения сжимающей нагрузки к частям соединения до достижения заданной толщины слоя, после чего соединение
выдерживают при нулевой нагрузке на слой адгезива и регистрируют относительное перемещение частей соединения, возникающее за счет усадки адгезива, а в качестве параметра измеряют время от начала выдержки до момента прекращения перемещения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБРАЗЦА ДЛЯ ИСПЫТАНИЯ НА АДГЕЗИОННУЮ ПРОЧНОСТЬ | 1991 |
|
RU2067757C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СТЕПЕНИ ОТВЕРЖДЕНИЯ ПОЛИМЕРНОЙ КОМПОЗИЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2738806C1 |
| Способ оценки эксплуатационной работоспособности профилированного листа из полимерных композитных материалов | 2018 |
|
RU2730124C2 |
| Способы оценки эксплуатационной работоспособности профилированного листа из полимерных композитных материалов | 2018 |
|
RU2733106C2 |
| ВСЕСОЮЗНА*«tAV^rr;;c-:^XK""u:"i6n6.Wl-№4? ?,<?Д:.М. к л. G 01п 3/32G 01п 25/18УДК 620.178.3(088.8) | 1973 |
|
SU382953A1 |
| Способ изготовления образца для определения прочности сцепления тонких пластин | 1986 |
|
SU1465747A1 |
| КЛЕЕВАЯ КОМПОЗИЦИЯ | 2000 |
|
RU2265636C2 |
| СПОСОБ МУФТОКЛЕЕВОГО СОЕДИНЕНИЯ ТРУБ, ЭПОКСИДНАЯ КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СОЕДИНИТЕЛЬНЫХ ЭЛЕМЕНТОВ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2141600C1 |
| МНОГОСЛОЙНЫЙ ПОЛИМЕРНЫЙ МАТЕРИАЛ ДЛЯ ЛАЗЕРНОЙ ГРАВИРОВКИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2019 |
|
RU2736080C1 |
| Способ определения жизнеспособности отверждающейся полимерной композиции | 1986 |
|
SU1337732A1 |
Изобретение касается испытаний материалов. Целью изобретения является повышение точности определения времени отверждения. Между частями соединения формируют слой адгёзива путем приложения сжимающей нагрузки к частям соединения до достижения заданной толщины слоя. Выдерживают соединение при нулевой нагрузке на слой адгёзива и регистрируют относительное перемещение частей соединения, возникающее за счет усадки адгёзива. Измеряют время от начала выдержки до момента прекращения перемещения, по которому судят о времени отверждения адгёзива. Способ позволяет увеличить точность определения времени отверждения в 3 раза 1 ил. со с
/0
| Кейгл И | |||
| Клеевые соединения | |||
| М.: Мир, 1971, с | |||
| Способ прикрепления барашков к рогулькам мокрых ватеров | 1922 |
|
SU174A1 |
| Способ неразрушающего контроля адгезионной прочности металлических соединений,соединенных адгезивом | 1986 |
|
SU1402855A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ определения времени отверждения адгезива | 1984 |
|
SU1226191A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
