соотношением, а именно при вращении контейнера свободная поверхность моющей жидкости становится параболической и при превышении критической скорости вращения свободная поверхность со сторо- ны дна вихревой воронки касается дна ван- ны. Это приводит к ослаблению очищающего воздействия вихревых потоков на поверхность детали, соответственно качество мойки снижается.
Известен также способ мойки деталей, заключающийся в том, что деталь загружают в перфорированный контейнер, раскручивают последний в моющей жидкости до образования на его оси вращения вихревой воронки и возбуждают на поверхности жидкости в зоне образования вихревой воронки волновые колебания путем подачи на эту поверхность струй газа.
Продувка1 газа над свободной поверхно- стью моющей жидкости в зоне вихревой воронки обусловливает появление воздушных пузырьков, которые распределяются в моющей жидкости и по поверхности очищаемой детали. При таком способе очистки происхо- дит также возникновение кавитации при возбуждении интенсивных волновых колебаний.
Однако интенсивность колебаний обусловлена такими параметрами, как число оборотов решетчатого (перфорированного) контейнера, числом точек ввода газа и скоростью его продувки. Это ограничивает технические возможности известного способа в части турбулизации потоков и кавитации моющей жидкости в пограничном слое вблизи очищаемой поверхности детали. При этом интенсивность мойки снижается из-за неполного разрушения пристенного пограничного слоя моющей жидкости, который в свою очередь экранирует поверхность очищаемого изделия от воздействия моющего раствора непосредственно на частицы загрязнений.
Наиболее близким по технической сущ- ности и достигаемому эффекту к предлагаемому является способ очистки по авт. св. № 1659135.
Цель изобретения - повышение эффективности и качества мойки.
Сущность способа состоит в том, что образовавшиеся в зоне вихревой воронки и в отдельных местах на поверхности детали воздушные пузырьки (при возрастании гидростатического давления в замкнутом объе- ме моющей жидкости) не увеличиваются в своих размерах и не всплывают на поверхность моющей жидкости, а измельчаются и захлопываются в области вихревой воронки (в объеме перфорированного контейнера)
при значительном возрастании ударной волны, воздействующей на поверхность очищаемой детали. При этом возникающие акустические потоки проникают в пограничный слой моющей жидкости на поверхности детали и деформируют его до полного разрушения с соответствующим интенсивным удалением загрязнений с поверхности очищаемой детали.
Благодаря наличию вихревой воронки в сочетании со сложным взаимодействием от внешней силы давления в замкнутом объеме моющей жидкости образуются микро- и макропотоки в неоднородном поле очага мойки детали, характеризующемся интенсивной турбулизацией, перемешиванием, кавитацией и кипением моющей жидкости.
Для обеспечения замкнутого объема моющей жидкости в момент воздействия внешней силы давления струя газа, истека- емая на поверхность моющей жидкости в зоне вихревой воронки, перекрывается. При сбросе внешней силы давления происходит очередное возбуждение волновых колебаний путем повторной подачи струй газа.
При увеличении гидростатического давления в объеме моющей жидкости за счет воздействия на нее внешней силы давления происходит также схлопывание самой вихревой воронки, при этом моющая жидкость охватывает весь объем вращающегося перфорированного контейнера с деталью. Периодическое воздействие внешней силы давления и пульсирующий характер ее приложения обусловливает возникновение эффекта пульсации вихревой воронки. Приложение внешней силы со стороны дна вихревой воронки вызывает разрушение параболоида вихревой воронки в момент ее схлопывания и заполнения ее объема моющей жидкостью. В качественном сочетании описанные явления повышают интенсивность вихревой мойки деталей,
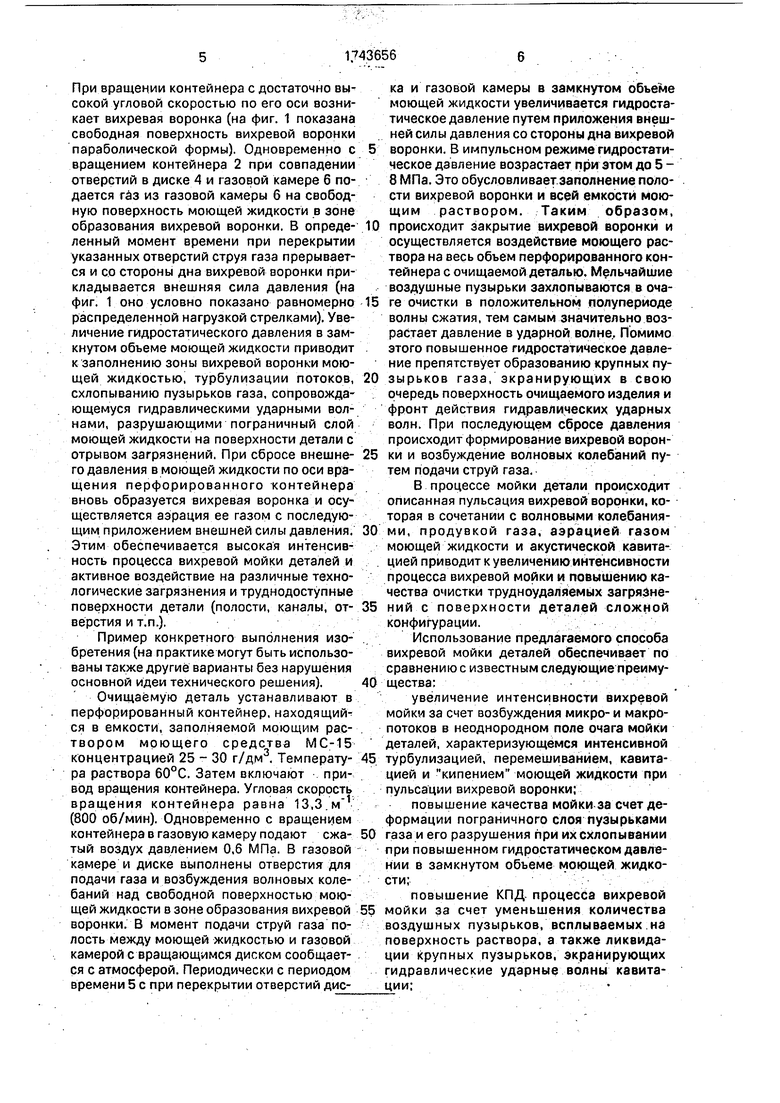
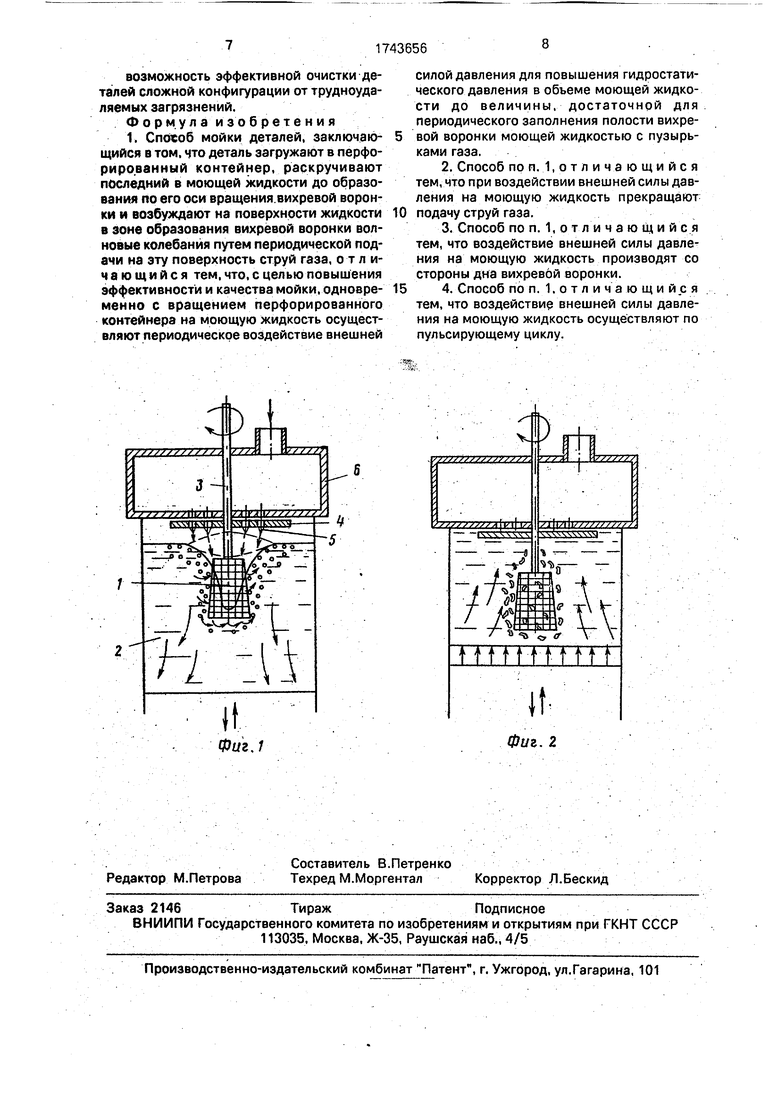
На фиг. 1 показана схема для реализации способа в момент образования вихревой воронки и возбуждения волновых колебаний путем продувки газа над свободной поверхностью моющей жидкости в зоне образования вихревой воронки; на фиг. 2 - то же, в момент увеличения гидростатического давления в объеме моющей жидкости за счет воздействия на нее внешней силы давления.
Очищаемую деталь помещают в перфорированный контейнер 1, расположенный в моющей жидкости 2. Контейнер 1 закреплен на приводном валу 3, на котором смонтирован диск 4 с соплами 5 для продувки газа. Над диском 4 установлена газовая камера 6.
При вращении контейнера с достаточно высокой угловой скоростью по его оси возникает вихревая воронка (на фиг. 1 показана свободная поверхность вихревой воронки параболической формы). Одновременно с вращением контейнера 2 при совпадении отверстий в диске 4 и газовой камере 6 подается газ из газовой камеры 6 на свободную поверхность моющей жидкости в зоне образования вихревой воронки. В опреде- ленный момент времени при перекрытии указанных отверстий струя газа прерывается и со стороны дна вихревой воронки прикладывается внешняя сила давления (на фиг. 1 оно условно показано равномерно распределенной нагрузкой стрелками). Увеличение гидростатического давления в замкнутом объеме моющей жидкости приводит к заполнению зоны вихревой воронки моющей жидкостью, турбулизации потоков, схлопыванию пузырьков газа, сопровождающемуся гидравлическими ударными волнами, разрушающими пограничный слой моющей жидкости на поверхности детали с отрывом загрязнений. При сбросе внешне- го давления в моющей жидкости по оси вра- щения перфорированного контейнера вновь образуется вихревая воронка и осуществляется аэрация ее газом с последующим приложением внешней силы давления. Этим обеспечивается высокая интенсивность процесса вихревой мойки деталей и активное воздействие на различные технологические загрязнения и труднодоступные поверхности детали (полости, каналы, от- верстия и т.п.).
Пример конкретного выполнения изобретения (на практике могут быть использованы также другие варианты без нарушения основной идеи технического решения).
Очищаемую деталь устанавливают в перфорированный контейнер, находящийся в емкости, заполняемой моющим раствором моющего средства МС-15 концентрацией 25 - 30 г/дм3. Температу- ра раствора 60°С. Затем включают привод вращения контейнера. Угловая скорость вращения контейнера равна 13,3 (800 об/мин). Одновременно с вращением контейнера в газовую камеру подают ежа- тый воздух давлением 0,6 МПа. В газовой камере и диске выполнены отверстия для подачи газа и возбуждения волновых колебаний над свободной поверхностью моющей жидкости в зоне образования вихревой воронки. В момент подачи струй газа полость между моющей жидкостью и газовой камерой с вращающимся диском сообщается с атмосферой. Периодически с периодом времени 5 с при перекрытии отверстий диска и газовой камеры в замкнутом объеме моющей жидкости увеличивается гидростатическое давление путем приложения внешней силы давления со стороны дна вихревой воронки. В импульсном режиме гидростатическое давление возрастает при этом до 5 - 8 МПа. Это обусловливает заполнение полости вихревой воронки и всей емкости моющим раствором. Таким образом, происходит закрытие вихревой воронки и осуществляется воздействие моющего раствора на весь объем перфорированного контейнера с очищаемой деталью. Мельчайшие воздушные пузырьки захлопываются в очаге очистки в положительном полупериоде волны сжатия, тем самым значительно возрастает давление в ударной волне. Помимо этого повышенное гидростатическое давление препятствует образованию крупных пу- зырьков газа, экранирующих в свою очередь поверхность очищаемого изделия и фронт действия гидравлических ударных волн. При последующем сбросе давления происходит формирование вихревой воронки и возбуждение волновых колебаний путем подачи струй газа.
В процессе мойки детали происходит описанная пульсация вихревой воронки, которая в сочетании с волновыми колебаниями, продувкой газа, аэрацией газом моющей жидкости и акустической кавитацией приводит к увеличению интенсивности процесса вихревой мойки и повышению качества очистки трудноудаляемых загрязнений с поверхности деталей сложной конфигурации.
Использование предлагаемого способа вихревой мойки деталей обеспечивает по сравнению с известным следующие преимущества:
увеличение интенсивности вихревой мойкм за счет возбуждения микро- и макропотоков в неоднородном поле очага мойки деталей, характеризующемся интенсивной турбулизацией, перемешиванием, кавитацией и кипением моющей жидкости при пульсации вихревой воронки;
повышение качества мойки за счет деформации пограничного слоя пузырьками газа и его разрушения при ихсхлопывании при повышенном гидростатическом давлении в замкнутом объеме моющей жидкости;
повышение КПД процесса вихревой мойки за счет уменьшения количества воздушных пузырьков, всплываемых на поверхность раствора, а также ликвидации крупных пузырьков, экранирующих гидравлические ударные волны кавитации:
возможность эффективной очистки деталей сложной конфигурации от трудноудаляемых загрязнений.
Формула изобретения 1. Сггасоб мойки деталей, заключающийся в том. что деталь загружают в перфорированный контейнер, раскручивают последний в моющей жидкости до образования по его оси вращения вихревой воронки и возбуждают на поверхности жидкости в зоне образования вихревой воронки волновые колебания путем периодической подачи на эту поверхность струй газа, отличающийся тем, что, с целью повышения эффективности и качества мойки, одновременно с вращением перфорированного контейнера на моющую жидкость осуществляют периодическое воздействие внешней
силой давления для повышения гидростатического давления в объеме моющей жидкости до величины, достаточной для периодического заполнения полости вихре- вой воронки моющей жидкостью с пузырьками газа.
2.Способ по п. 1,отличающийся тем, что при воздействии внешней силы давления на моющую жидкость прекращают
подачу струй газа.
3.Способ по п. 1,отличающийся тем, что воздействие внешней силы давления на моющую жидкость производят со стороны дна вихревой воронки.
4. Способ по п. 1.отличающий с я тем, что воздействие внешней силы давления на моющую жидкость осуществляют по пульсирующему циклу.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ мойки деталей и устройство для его осуществления | 1988 |
|
SU1659135A1 |
| Установка для мойки изделий | 1989 |
|
SU1667947A1 |
| Способ очистки деталей | 1988 |
|
SU1574283A1 |
| Способ очистки деталей | 1989 |
|
SU1653865A1 |
| Установка для мойки деталей | 1989 |
|
SU1645046A1 |
| СПОСОБ ОЧИСТКИ ИЗДЕЛИЙ | 2002 |
|
RU2219002C1 |
| СПОСОБ ГИДРОКАВИТАЦИОННОЙ ОЧИСТКИ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2414308C1 |
| УСТРОЙСТВО ДЛЯ МОЙКИ КОРНЕКЛУБНЕПЛОДОВ | 1991 |
|
RU2007103C1 |
| Установка для мойки мелких изделий | 1990 |
|
SU1783999A3 |
| ПОЛИВОМОЕЧНАЯ МАШИНА | 2015 |
|
RU2604598C1 |
Изобретение относится к очистке в жидкостях погружным методом и позволяет по-. высить эффективность и качество мойки деталей за счет увеличения гидростатического давления в замкнутом объеме мою-, щей жидкости, обусловливающего появление эффекта пульсаций вихревой воронки. Очищаемую деталь загружают в пер- форированный контейнер, опускают контейнер в моющую жидкость, раскручивают контейнер до образования вихревой во ронки по его оси вращения с возбуждениемИзобретение относится к очистке, в частности к способам мойки деталей погружным методом, и может быть использовано в машиностроении и других отраслях народного хозяйства, Существующие современные способы вихревой мойки деталей погружным методом с турбулизацией моющей жидкости и возбуждением кавитационных процессов во многих случаях не обеспечивают эффективной мойки деталей от трудноудаляемы Загрязнений. волновых колебаний в зоне вихревой воронки путем подачи струй газа, при этом одно- временно с вращением контейнера периодически увеличивают гидростатическое давление в объеме моющей жидкости за счет воздействия на нее дополнительно внешней силы давления. Образовавшиеся в зоне вихревой воронки и в отдельных местах по поверхности детали воздушные пузырьки, концентрируясь в очаге очистки деталей, проникают в пограничный слой моющей жидкости на поверхности очищаемой детали. Их схлопывание вызывает гидравлические ударные волны, деформирующие пограничный слой до его полного разрушения с соответствующим интенсивным удалением загрязнений с поверхности детали. В результате возникают микро- и макропотоки моющей жидкости в неоднородном поле очага Мойки деталей, характеризующемся интенсивной турбулизацией, перемешиванием, кавитацией и кипением под действием вращения перфорированного контейнера струй газа и периодического воздействия внешней силы давления на замкнутый объем моющей жидкости. 3 з.п. ф-лы, 2 ил. Известен способ очистки, заключающийся в том, что деталь, подлежащую мойке, загружают в перфорированный контейнер, затем контейнер с деталью опускают в ванну с моющей жидкостью и раскручивают его до образования вихревой воронки по оси вращения. : Однако угловая скорость вращения контейнера, характеризующая интенсивность турбулизации моющей жидкости, ограничена по величине. Ее верхний предел определяется приведенным в описании способа fc w Ё Ч 4 СО О (Л О
фцг.1
i ft v ftf//({/
Ч.ЧЛЛЧЛЛЧ.Ч чМi А ., | i А ,, ,.
It Фиг. 2
| Способ очистки деталей | 1988 |
|
SU1574283A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Способ мойки деталей и устройство для его осуществления | 1988 |
|
SU1659135A1 |
