Изобретение относится к сварке, в частности стержней арматуры с вертикальной осью расположения железобетонных конструкций.
Целью изобретения является повышение качества сварного соединения и снижение -расхода металла для изготовления формирующей скобы.
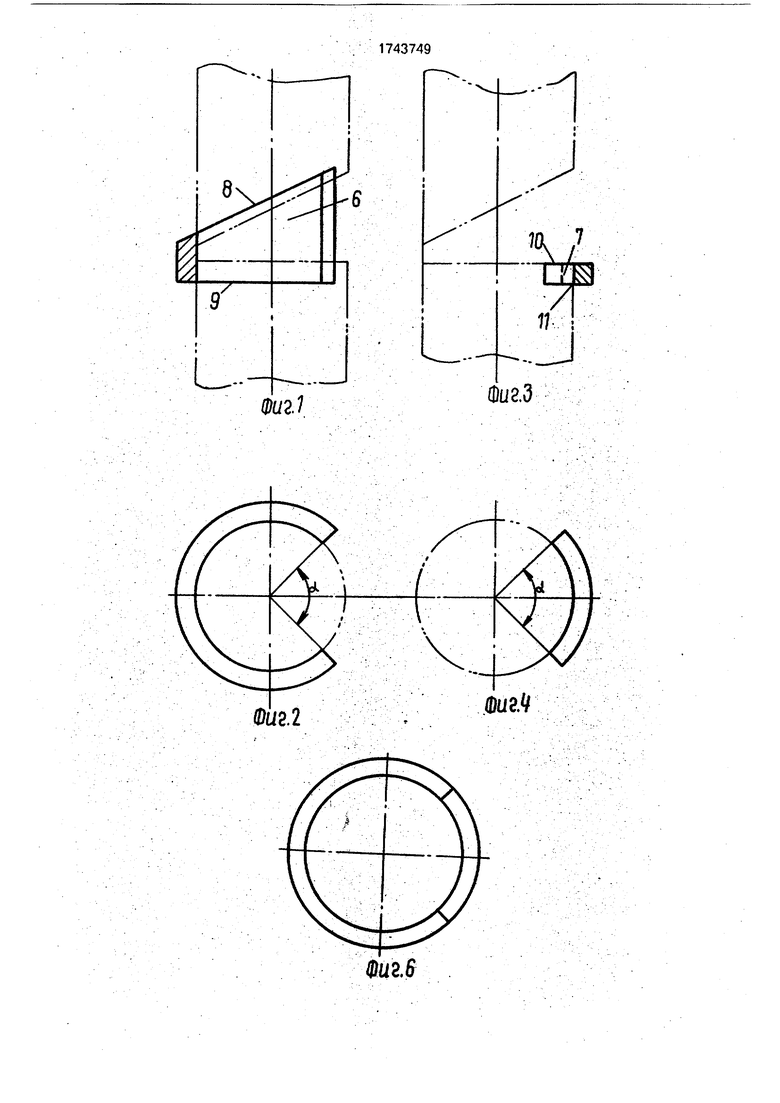
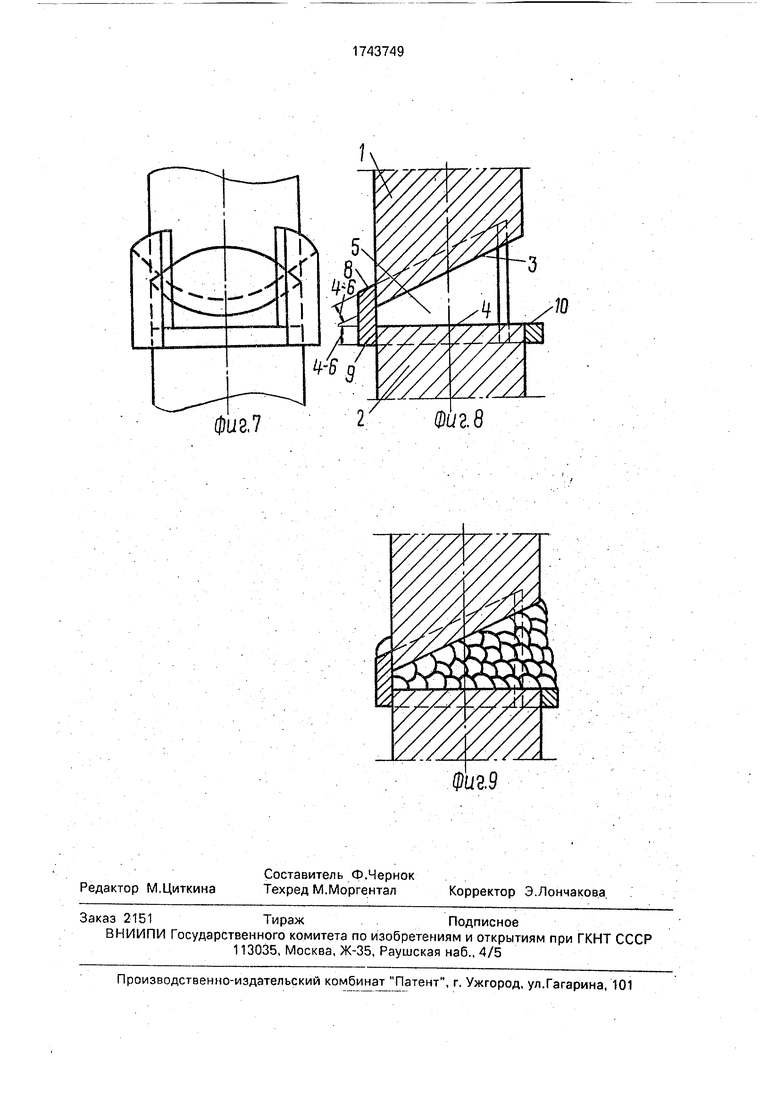
На фиг.1 показана основная часть формирующей скобы, разрез: на фиг. 2-тоже, вид в плане; на фиг.З - дополнительная часть, разрез; на фиг.4 - то же, вид в плане; на фиг.5 - основная и дополнительная части, выполненные в виде единого целого, разрез; на фиг.б - то же, вид в плане; на фиг.7 - подготовленный к сварке стык стержней с установленной на них формирующей скобой, вид спереди; на фиг.8 - то же, разрез; на фиг.9 - сварочный стык, разрез.
Техническая сущность изобретения заключается в следующем.
На свариваемых торцах стержней 1 и
2выполняют V-образную разделку кромок
3и 4 соответственно, причем кромку 4 нижнего стержня 2 располагают в горизонтальной плоскости. Формирующую скобу 5 выполняют из двух частей - основной 6 и дополнительной 7, причем обе части могут быть выполнены в виде единого целого (фиг.5).
Основную часть 6 формирующей скобы 5 изготавливают с торцами 8 и 9, параллельными кромкам 3 и 4 соответственно разделки стержней 1 и 2 и размещают ее на стержнях 1 и 2 с перекрытием каждой кромки на величину 4-6 мм, а дополнительную часть 7 изготавливают толщиной 5-6 мм, высотой 3-6 мм и устанавливают на нижний стержень 2 со стороны открытого сектора основной части 6 формирующей скобы 5, размещая верхний ее торец 10 в плоскости кромки 4 нижнего стержня 2. При этом нижний торец 11 дополнительной части 7 формирующей скобы 5 параллелен нижнему торцу 9 основной части 6 и их плоскости могут совпадать. Оптимальные размеры перекрытия 4 мм при диаметре стержней 30- 40 мм и б мм при диаметре 60 мм и более.
Сварку стыка производят в следующем порядке.
Сначала основную часть 6 формирующей скобы 5 снаружи приваривают к верхнему стержню 1, затем сразу же производят заполнение разделки между кромками 3 и 4. За счет приварки основной части 6 снаружи
происходит разогрев кромки 3 верхнего стержня 1 в зоне корня шва, поэтому провар корня шва осуществляется при стабильном состоянии дуги. Шов получается плотным, в корне шва обеспечивается полный провар.
Наличие дополнительной части 7 формирующей скобы 5 препятствует стеканию металла при завершении шва, что позволяет ускорить процесс сварки и обеспечить лучшее формирование усиления шва.
Формула изобретения Способ дуговой сварки стыков стержней арматуры с вертикальной осью расположения, при котором на свариваемых торцах
стержней выполняют V-образную разделку кромок, кромку нижнего стержня располагают в горизонтальной плоскости, а сварку выполняют с использованием формирующей остающейся скобы, перекрывающей
разделку кромок стержней, послойно заполняя разделку кромок, отличающийся тем, что, с целью повышения качества сварного соединения и снижения расхода металла для изготовления формирующей скобы,
формирующую скобу выполняют из двух частей - основной и дополнительной, основную часть скобы изготавливают с торцами, параллельными кромкам разделки стержней, и размещают ее на стержне с перекрытием каждой кромки на величину 4-6 мм, дополнительную часть скобы изготавливают толщиной, равной 5-6 мм, высотой, равной 3-6 мм, и устанавливают на нижний стержень со стороны открытого сектора основной части скобы, размещая верхний ее торец в плоскости кромки нижнего стержня.
-J
-Ь.
со -J
л со
Л
фиг
Фиг В
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки стыковых соединений | 1989 |
|
SU1655682A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОНСТРУКЦИЙ | 2016 |
|
RU2668648C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОЛЬЦЕВЫХ ИЛИ КРУГОВЫХ СОЕДИНЕНИЙ ИЗ МЕДНЫХ СПЛАВОВ | 2020 |
|
RU2751203C1 |
| Способ электронно-лучевой сварки закрытых сферических и цилиндрических сосудов и защитное приспособление для его реализации | 2020 |
|
RU2733964C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ТРУБ | 2005 |
|
RU2285599C1 |
| Способ автоматической дуговой сварки неповоротных стыков труб | 1986 |
|
SU1466899A1 |
| Способ сварки плавлением | 1990 |
|
SU1722746A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОЙ СВАРКИ ПЛАВЛЕНИЕМ ПО ЩЕЛЕВОЙ РАЗДЕЛКЕ | 2015 |
|
RU2598746C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ СТЫКОВ, РАСПОЛОЖЕННЫХ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ | 2012 |
|
RU2555313C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |
Использование: сварка стержней арматуры встык при вертикальной оси их расположения при сооружении железобетонных конструкций. Сущность изобретения: основную часть 6 формирующей скобы приваривают к верхнему стержню с перекрытием кромок на 4-6 мм, дополнительную часть 7 изготавливают толщиной 5-6 мм и высотой 3-6 мм, устанавливают на нижний стержень со стороны открытого сектора основной части, размещая ее верхний торец 10 в плоскости кромки нижнего стержня, который предварительно устанавливают в основную часть скобы с перекрытием кромок на 4-6 мм. Затем прихватывают дополнительную часть 7 к нижнему стержню и послойно заполняют разделку кромок стержней. Повышения качества шва достигают за счет улучшения формирования шва при использовании дополнительной части скобы, препятствующей стеканию жидкого металла шва. 9 ил. (Л С Фиг5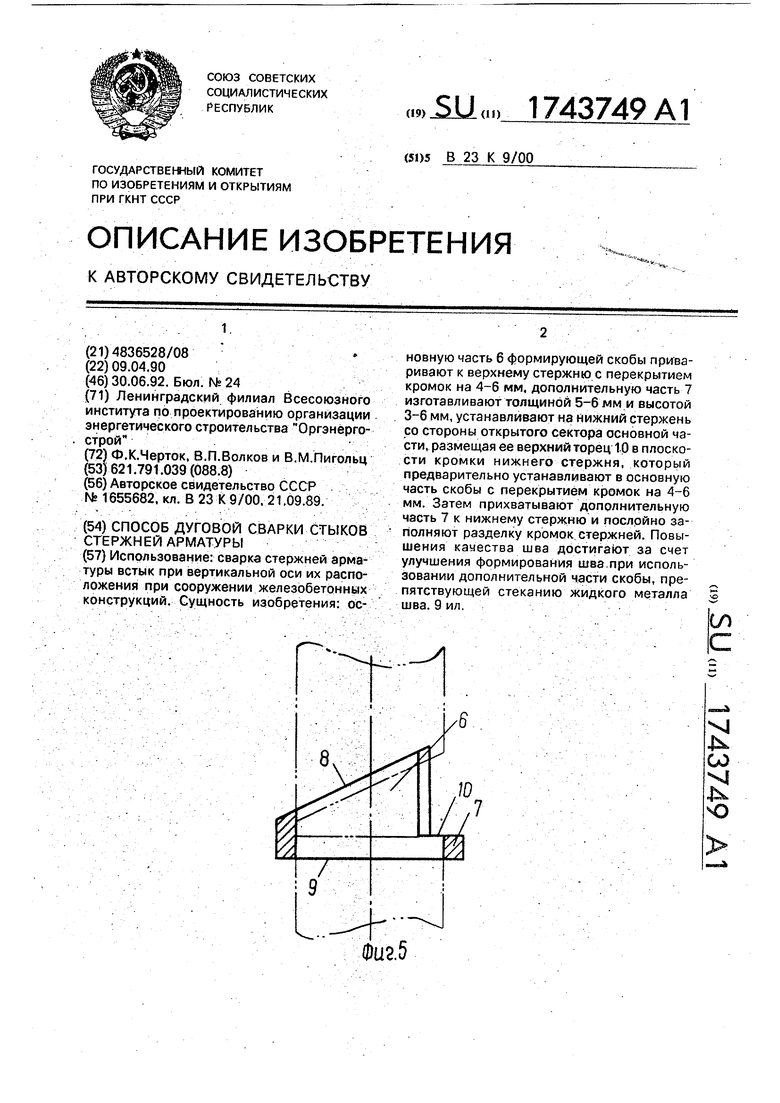
| Способ сварки стыковых соединений | 1989 |
|
SU1655682A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
