Изобретение относится к сварке, а имен- ;НО к способам автоматической сварки не- поворотных стыков труб, и может быть использовано при строите.1ьстве магистральных трубопроводов.
Цель изобретения - повышение производительности процесса.
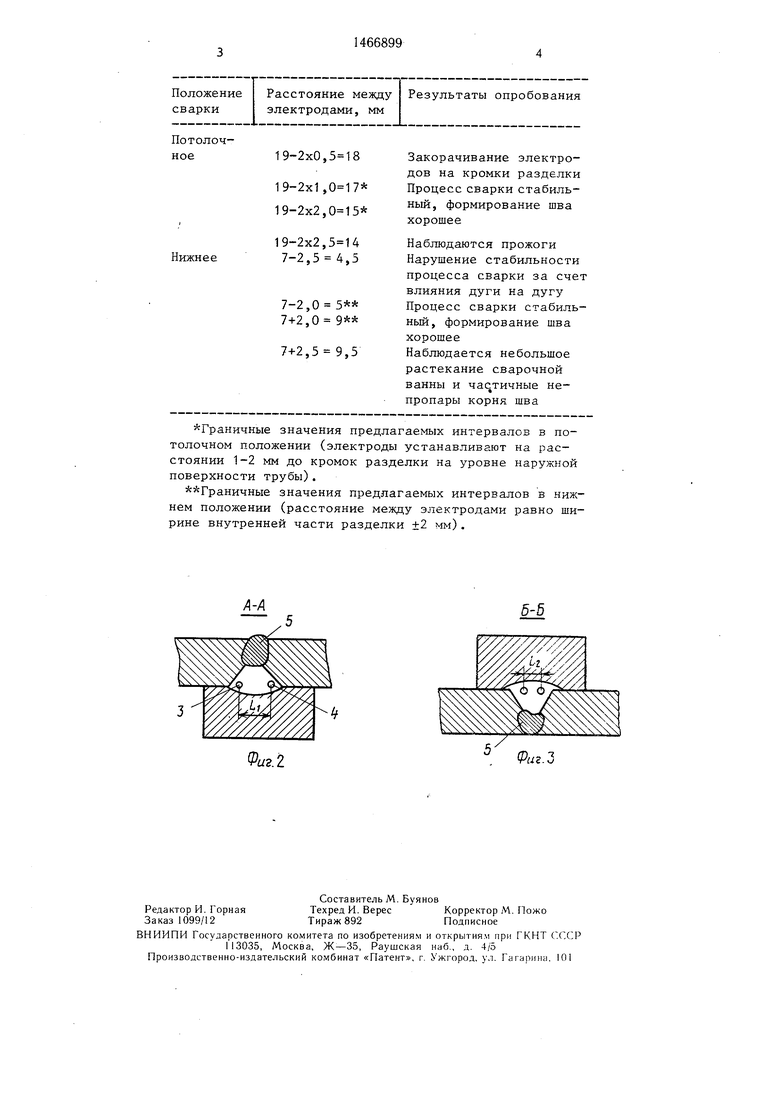
На фиг. 1 представлена схема реали- рации предлагаемого способа; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
i Способ осуществляют следующим обра- ром.
: В начальный момент сварки сварочную головку (не показана) размещают в потолоч- |ном положении. В зазор, образованный
так как при сварке двумя дугами возможны прожоги корня шва.
Результаты опробования предлагаемого способа при сварке трубы 1420X19,5 (щири- на наружной части разделки 19 мм, а внут- - ренней 7 мм) приведены в таблице.
Пример. Предлагаемым способом на сварочном комплексе «Стык производят сварку труб с V-образной разделкой кромок и углом раскрытия 60°. Размеры труб 1420X25 10 и 1420X19,5. При этом Лсв.однш, 340 А, ид 27--29 В, Sc,, 16-18 м/ч. Для труб 1420X25 мм расстояние между электродами в потолочном положении устанавливают 20 мм (L|) и доводят его в нижнем положении до 10 мм {L2), для труб
25
30
дами в потолочном положении 15 мм, в нижнем 5 .мм.
Контроль сваренных стыков показывает, что обеспечено надежное сплавление сварного шва с основным металлом, без прожогов и непроваров, что в целом повышает качество сварных соединений. Процент брака (неудовлетворительного качества шва в виде несплавлений, прожогов и др.) составляет менее 3%.
Время сварки одного стыка составляет примерно 8-10 мин, что обеспечивает значительный рост производительности труда по сравнению с известным способом, где время сварки стыка составляет примерно 16 мин.
Формула изобретения
|кромками свариваемых труб 1 и формирую- -5 1420X19,5 мм расстояние между электро- 1ЩИМ устройством 2 подают электроды 3 и 4, |располагая их симметрично относительно |продольной оси разделки на расстоянии jl-2 мм до кромок разделки, и зажигают сварочную дугу. Затем перемещают вароч- 2Q ную головку снизу вверх от потолочного |положения через вертикальную часть и за- |канчивают сварку в верхнем участке трубы. ;При этом производят уменьшение расстоя- |ния между электродами, доводя его в ниж- |нем положении до величины, равной ши- |рине корневой части разделки ±2 мм. Корневую часть разделки формируют |путем выполнения корневого шва 5, ширина ;которого равна ширине корневой части раз- :делки.
Максимальное приближение электродов к кромкам разделки на уровне наружной поверхности трубы при сварке в потолочном положении, где концентрация тепла происходит в корне шва, обеспечивает равномер- юе рассредоточение тепла по сечению плавильного пространства, где гарантирует Надежное оплавление металла шва с основным металло.м и устраняет возможность прожогов корня шва.
В нижнем положении, где концентрация тепла происходит у наружных кромок, уменьшение расстояния между электродами до ширины внутренней части разделки предотвращает растекание сварочной ванны и устраняет непровары в корне шва. Установлено, что увеличение расстояния между электродами более чем на 2 мм ширины внутренней части разделки при сварке в нижнем положении приводит к непроварам, составляющим более 5%, что недопустимо. Уменьшение расстояния меж ду электродами
, Способ автоматической дуговой сварки неповоротных стыков труб преимущественно плавящимся электродом, при котором соби - рают стык с V-образной разделкой кромок, располагают его в вертикальной плоскости и выполняют сварку двумя головками одна навстречу другой от нижней точки стыка к верхней, изменяя концентрацию тепла в
40 зоне сварки от минимального значения в нижней точке стыка до максимального в верхней точке, отличающийся тем, что, с целью повыщения производительности процесса, сварку ведут двумя электродами, расположенными симметрично оси разделки, в нижней точке стыка электродь располагают на расстоянии 1-2 мм от кромок разделки на уровне наружной поверхности труб, а изменение концентрации тепла производят пут ем уменьшения расстояния
45
шина величину более 2 мм ширины внутрен- между электродами до величины, равной ней части разделки также недопустимо, - рине разделки в корневой части ±2 мм.
так как при сварке двумя дугами возможны прожоги корня шва.
Результаты опробования предлагаемого способа при сварке трубы 1420X19,5 (щири- на наружной части разделки 19 мм, а внут- - ренней 7 мм) приведены в таблице.
Пример. Предлагаемым способом на сварочном комплексе «Стык производят сварку труб с V-образной разделкой кромок и углом раскрытия 60°. Размеры труб 1420X25 10 и 1420X19,5. При этом Лсв.однш, 340 А, ид 27--29 В, Sc,, 16-18 м/ч. Для труб 1420X25 мм расстояние между электродами в потолочном положении устанавливают 20 мм (L|) и доводят его в нижнем положении до 10 мм {L2), для труб
-5 1420X19,5 мм расстояние между электро- Q
дами в потолочном положении 15 мм, в нижнем 5 .мм.
Контроль сваренных стыков показывает, что обеспечено надежное сплавление сварного шва с основным металлом, без прожогов и непроваров, что в целом повышает качество сварных соединений. Процент брака (неудовлетворительного качества шва в виде несплавлений, прожогов и др.) составляет менее 3%.
Время сварки одного стыка составляет примерно 8-10 мин, что обеспечивает значительный рост производительности труда по сравнению с известным способом, где время сварки стыка составляет примерно 16 мин.
Формула изобретения
1420X19,5 мм расстояние между электро-
, Способ автоматической дуговой сварки неповоротных стыков труб преимущественно плавящимся электродом, при котором соби- рают стык с V-образной разделкой кромок, располагают его в вертикальной плоскости и выполняют сварку двумя головками одна навстречу другой от нижней точки стыка к верхней, изменяя концентрацию тепла в
0 зоне сварки от минимального значения в нижней точке стыка до максимального в верхней точке, отличающийся тем, что, с целью повыщения производительности процесса, сварку ведут двумя электродами, расположенными симметрично оси разделки, в нижней точке стыка электродь располагают на расстоянии 1-2 мм от кромок разделки на уровне наружной поверхности труб, а изменение концентрации тепла производят пут ем уменьшения расстояния
5
шимм.
19-2x0,
19-2x1, 19-2x2,
19-2x2, 7-2,5 4,5
7-2,0 5 7+2,0 9
7+2,5 9,5
Закорачивание электродов на кромки разделки Процесс сварки стабильный, формирование шва хорошее
Наблюдаются прожоги Нарушение стабильности процесса сварки за сче влияния дуги на дугу Процесс сварки стабильный, формирование шва хорошее
Наблюдается небольшое растекание сварочной ванны и частичные не- пропары корня шва
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматической дуговой сварки неповоротных стыков труб | 1985 |
|
SU1278166A1 |
| Способ автоматической сварки кольцевых неповоротных стыков труб | 1987 |
|
SU1433704A1 |
| Способ сварки неповоротных стыков частей магистрального трубопровода (варианты) | 2017 |
|
RU2696629C2 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ ШВОВ ТРУБОПРОВОДОВ | 2013 |
|
RU2529127C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ АРГОНОДУГОВОЙ СВАРКИ ТРУБ ИЗ СТАЛИ АУСТЕНИТНОГО КЛАССА | 2004 |
|
RU2294822C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ТРУБ | 2004 |
|
RU2259906C1 |
| Способ сварки разнородных металлов плавлением | 1980 |
|
SU897433A1 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ЗАЩИТНЫХ ГАЗАХ КОРНЕВЫХ СЛОЕВ СВАРНЫХ СОЕДИНЕНИЙ | 2008 |
|
RU2381092C2 |
| СПОСОБ СВАРКИ ПОД ФЛЮСОМ ДЕТАЛЕЙ РАЗЛИЧНОЙ ТОЛЩИНЫ | 2021 |
|
RU2763952C1 |
| СПОСОБ ПОДГОТОВКИ КРОМОК ПОД ОРБИТАЛЬНУЮ ЛАЗЕРНУЮ СВАРКУ НЕПОВОРОТНЫХ СТЫКОВЫХ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ | 2020 |
|
RU2743131C1 |
Изобретение относится к сварке, а именно к способам автоматической сварки неповоротных стыков труб, и может быть использовано при строительстве магистральных трубопроводов. Цель изобретения - повышение производительности процесса. Сварку стыка с V-образной разделкой кромок 1 ведут двумя головками в противоположных направлениях от нижней точки стыка к верхней. Сварку производят плавящимся электродом двумя электродными проволоками. Электроды в начале процесса располагают на расстоянии 1-2 мм от кромок разделки на уровне наружной поверхности труб. В ходе сварки по мере перехода от потолочного положения к вертикальному, а затем к нижнему расстояние между электродами уменьшают, доведя его в верхней точке дЪ значения, равного ширине корневой части разделки ±2 мм. Производительность повышается за счет уменьшения времени сварки одного стыка 3 ил., 1 табл. с (Л j: Oi о 00 со со Фа.1
Граничные значения предлагаемых интервалов в потолочном положении (электроды устанавливают на расстоянии 1-2 мм до кромок разделки на уровне наружной поверхности трубы).
Граничные значения предлагаемых интервалов в нижнем положении (расстояние между электродами равно ширине внутренней части разделки ±2 мм).
Фи.2
6-5
/
Фиг.Ъ
| Таран В | |||
| Д | |||
| Сварка магистральных трубопроводов и конструкций.- М.: Недра, 1970, с | |||
| Ребристый каток | 1922 |
|
SU121A1 |
| , Авторское свидетельство СССР № 1278166, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
