Изобретение относится к способам и устройствам для односторонней электронно-лучевой сварки сосудов сферической и цилиндрической формы со сквозным проплавлением с формированием корня шва в условиях ограниченного доступа во внутреннюю полость и защиты от сварочных брызг и подплавлений поверхности основного материала изготавливаемых сосудов.
Известен ряд способов повышения качества электронно-лучевой сварки, основанных на улучшении выхода газов и паров из сварочной ванны, а также уменьшении интенсивности гидродинамических явлений, непосредственно влияющих на образование сварочных брызг. Одним из наиболее распространенных способов, описанных, например, в монографии «Электронно-лучевая сварка» (Назаренко O.К., Кайдалов А.А., Ковбасенко С.Н. и др.; Под ред. Б.Е. Патона. - Киев: Наук. думка. 1987. - 256 с.), является сварка сквозным проплавлением или на дисперсной подкладке. Конструктивно такая подкладка представляет собой металлическую коробку с отверстиями, заполненную дисперсным материалом, обеспечивающим свободный выход газов и паров из зоны сварки через промежутки между частицами наполнителя.
Недостатком данного способа является необходимость свободного доступа для снятия коробки и последующего механического удаления сплавленных с проплавом гранул наполнителя.
Известна подкладка для формирования шва (А.с. №1555098 А1 В23К 37/06). Данное изобретение применяется при изготовлении листовых варных конструкций. В изобретении применяется подпружиненный подкладной формирующий проплав элемент, устанавливаемый в корпусе устройства. Кромки свариваемых листов при этом должны быть установлены сверху и с определенным усилием (влияющим на качество сварки) придавливать подкладной элемент.
Недостатком данного способа является возможность его применения только в плоских конструкциях со свободным доступом к обратной стороне сварного шва, без перемещения свариваемой конструкции в процессе сварки (перемещается сварочная головка).
Известно формирующее устройство для односторонней сварки с принудительным формированием кольцевых швов (Патент № SU 1815890 A1 В23К 37/06). Данное изобретение применяется в технологиях стыковой сварки кольцевых швов труб и приварки фланцев. В изобретении применяются разжимные секторные медные элементы с формирующими канавками, связанные между собой пружинами и изготавливаемые за счет заранее определенной разницы диаметров разжимного кольца в разжатом и сжатом состоянии.
Недостатком такого способа является возможность его применения только в деталях цилиндрической формы (трубы, обечайки) небольшого диаметра и не имеющих значительной разницы свариваемого диаметра с диаметром входного отверстия. Также, применение в конструкции большого количества элементов, изготовленных из неметаллических материалов (волокна, нити и т.д.), имеющих низкую стойкость под действием электронного луча и вызывающих дополнительное выделение и миграцию паров в вакуумной установке, что негативно влияет на работу оборудования и качество сварного шва.
Техническим результатом, на достижение которого направлено данное изобретение, является исключение необходимости последующей трудоемкой обработки внутренней поверхности сферы для удаления сварочных брызг, подплавлений и улучшения условий формирования проплава сварного шва, что исключает необходимость дополнительного изготовления приспособлений и задействования станочного парка для длительной очистки методом галтования абразивными материалами при изготовлении закрытых сферических и цилиндрических высоконагруженных сосудов.
Технический результат достигается с помощью способа электронно-лучевой сварки закрытых сферических и цилиндрических сосудов, включающий установку и фиксацию защитного приспособления с разжимным устройством на одной из стыкуемых кромок, сборку со второй стыкуемой кромкой сосуда с закрытием защитного приспособления во внутренней полости сосуда и выходом пустотелого болта защитного приспособления через проходное отверстие сосуда, прихватку и электронно-лучевую сварку по стыку в глубоком вакууме с последующим извлечением всех элементов разжимного устройства через имеющееся проходное отверстие сосуда с соотношением его к диаметру стыка по месту установки защитного приспособления более 1:18, исключая дополнительную очистку внутренней полости сосуда.
Защитное приспособление, содержащее разжимное устройство, состоящее из нескольких секторов-вкладышей с формирующей канавкой для свободного формирования проплава, соединенных между собой плавающими тонкими тросами, при этом один из секторов-вкладышей выполнен клином и закреплен вместе с остальными на распирающей ленточной пружине с равномерно расположенными углублениями конусной формы, в которые входят спицы разжимного устройства: половина из которых крепится к резьбовой втулке, а вторая половина - к втулке «зонтика», через которую проходит ввернутый в резьбовую втулку и упирающийся в ее торец пустотелый болт, с проходящим в нем тонким тросом, соединенным с замком, удерживающим ленточную пружину в кольцевой форме, при раскрытии которого она освобождается, позволяя извлечь все детали защитного приспособления через проходное отверстие сосуда после сварки.
Сущность изобретения поясняется чертежами.
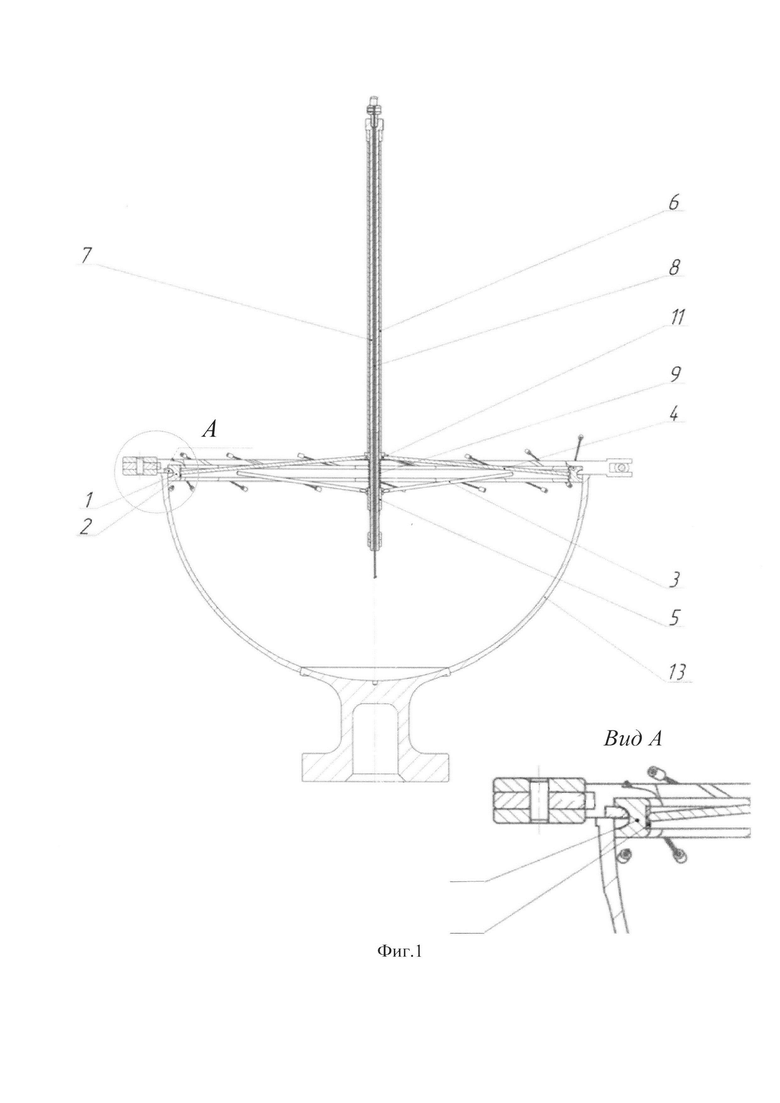
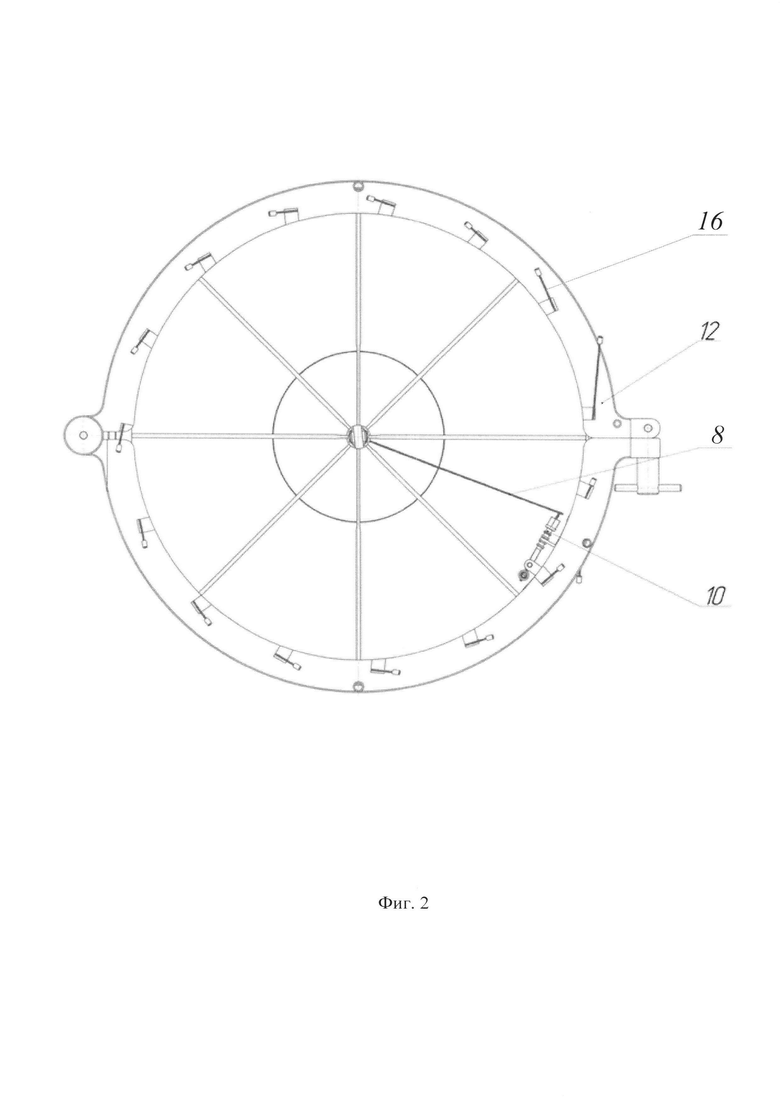
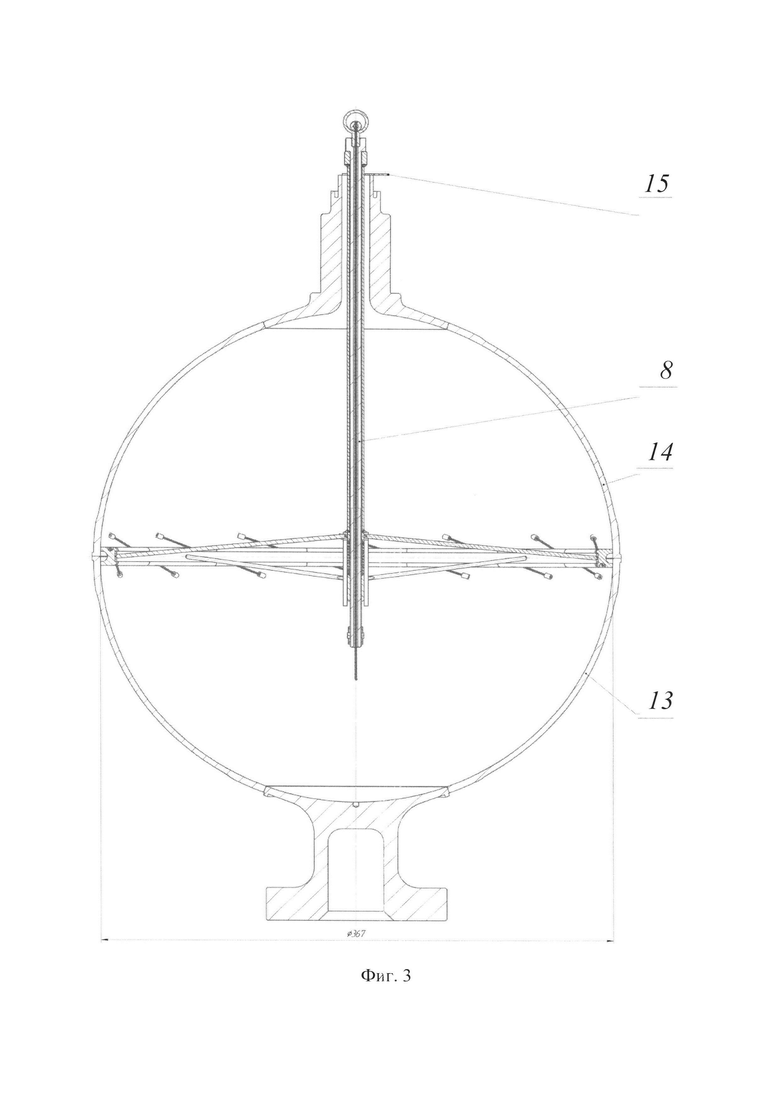
На фиг. 1 показано защитное приспособление, установленное на одной из стыкуемых кромок, фиг. 2 - вид защитного приспособления сверху с тонким тросом, соединенным с замком, удерживающим ленточную пружину в кольцевой форме в устройстве для установки защитного приспособления в нижнюю часть сосуда; фиг. 3 - вид готовой сборки сосуда с защитным приспособлением перед сваркой.
Защитное приспособление содержит разжимное устройство («зонтик») и состоит из нескольких секторов-вкладышей 1, соединенных между собой плавающими тонкими тросами 16. Один сектор-вкладыш 1 выполнен клином и закреплен заклепками на распирающей ленточной пружине 2, и позволяет распирать остальные сектора-вкладыши незначительно изменяя наружный диаметр защитного приспособления, прижимая его к внутренней поверхности стыкуемой кромки нижней детали 13 сосуда. На ленточной пружине 2 имеется замок 10, который удерживает ее в цилиндрической (кольцевой) форме. В ленточной пружине 2 имеются несколько равномерно расположенных углублений конусной формы (не показаны). В эти углубления устанавливаются спицы 3 и 4. Спицы 3 крепятся к резьбовой втулке 5, а спицы 4 - к втулке «зонтика» 6. Через втулку «зонтика» 6 проходит пустотелый болт 7. Пустотелый болт 7, который вворачивается в резьбовую втулку 5 и упирается в торец втулки 15, расположенной на верхнем конце «зонтика», при этом изменяется угол наклона спиц 3 и 4, что обеспечивает определенное давление на ленточную пружину 2, прижимающую и удерживающую набор секторов-вкладышей защитного приспособления. Между резьбовой втулкой 5 и втулкой «зонтика» 6 расположена пружина сжатия 9, обеспечивающая равномерность и плавность распирания спиц 3 и 4. Сквозь пустотелый болт 7 пропущен тонкий трос 8, который соединен с распирающим ленточную пружину 2 замком 10. Замок 10 позволяет регулировать длину и натяжение ленточной пружины 2. Для установки защитного приспособления в нижнюю часть сосуда оно должно быть предварительно собрано в хомуте 12.
Способ осуществляют следующим образом.
Выполняют подготовку стыкуемых кромок под сварку, т.е. зачищают и обезжиривают, включая и прилегающие поверхности.
После подготовки под сварку на одну из стыкуемых кромок сосуда 13 устанавливают собранное в хомуте защитное приспособление.
После регулировки резьбовой втулкой длины окружности под конкретное соединение по кромке нижней детали 13 сосуда хомут 12 снимают и устанавливают ответную верхнюю деталь 14 сосуда, при этом через отверстие верхней детали 14 сосуда пропускают верхний конец «зонтика» с тросом 8. Далее выполняют постановку прихваток ручной дуговой сваркой. Перед извлечением собранного сосуда из основного сборочного приспособления (не показано) производят окончательный разжим защитного приспособления резьбовой втулкой.
После выполнения операций сборки, сосуд устанавливают на сварочную установку для проведения электронно-лучевой сварки. Выполняют сварку сосуда и снимают со сварочной установки. Натяжением троса 8 раскрывают замок 10 на пружине. Резьбовая втулка и втулка «зонтика» разводятся пустотелым болтом, спицы выходят из зацепления с углублениями на ленточной пружине, и при вертикальном расположении оси сосуда, опускаются вниз. Втулку «зонтика» совместно с пустотелым болтом, тросом, резьбовой втулкой и спицами удаляют из сосуда. Трос, проходящий через пустотелый болт, тянет за собой ленточную пружину. Клиновидный сектор-вкладыш на ленточной пружине, соединенный со смежным сектором-вкладышем плавающим тросом, вытаскивает следующий сектор-вкладыш, а так как секторы-вкладыши соединены последовательно друг с другом тросами, происходит извлечение всех секторов-вкладышей защитного приспособления из внутренней полости сосуда.
Количество и габаритные размеры секторов-вкладышей напрямую зависят от проходного отверстия сосуда и его внутреннего диаметра. В данном случае проходное отверстие сосуда составляет ∅20 мм, а внутренний диаметр равен ∅367 мм. Через этот диаметр имеется возможность извлечь сектор-вкладыш с угловым размером 24° и габаритными размерами 12×14 мм. При проходном отверстии сосуда ∅20 мм и внутреннем диаметре равном ∅628 мм количество секторов-вкладышей увеличивается до 30 штук, а угловой размер уменьшается до 12° при тех же габаритных размерах.
Отношение проходного отверстия к внутреннему диаметру в первом случае составляет: d/D=20/367=0,0545, а во втором: d/D=20/628=0,0318.
Таким образом, данное изобретение позволяет полностью исключить попадание на внутреннюю поверхность сосуда трудноудаляемых пригоревших сварочных брызг и подплавлений внутренней поверхности закрытых сферических и цилиндрических сосудов при электронно-лучевой сварке со сквозным проплавлением соединения, а также исключить необходимость последующей длительной обработки труднодоступной внутренней поверхности сосуда для обеспечения требуемого класса чистоты и состояния поверхности.
В результате обеспечивается требуемое качество и уменьшается трудоемкость при изготовлении закрытых сферических и цилиндрических сосудов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Наружный центратор | 2019 |
|
RU2710705C1 |
| Способ изготовления закрытого сосуда электронно-лучевой сваркой | 2024 |
|
RU2835914C1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2354520C2 |
| Внутреннее формирующее устройство для сварки кольцевых швов | 1989 |
|
SU1660919A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛЮМИНИЕВОЙ ОСЕСИММЕТРИЧНОЙ СВАРНОЙ КОНСТРУКЦИИ, РАБОТАЮЩЕЙ ПОД ДАВЛЕНИЕМ | 2010 |
|
RU2438843C1 |
| Внутренний центратор для сборки и сварки кольцевых швов с формированием обратной стороны шва | 2021 |
|
RU2761926C1 |
| ФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ СВАРКИ С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ КОЛЬЦЕВЫХ ШВОВ | 1990 |
|
SU1815890A1 |
| Устройство для сварки | 1981 |
|
SU1026995A1 |
| Устройство для центрирования и сборки под сварку соединяемых труб | 1990 |
|
SU1812039A1 |
| Оправка разжимная для исправления деформации отверстия прецизионных тонкостенных длинномерных труб в процессе наружной обработки | 2019 |
|
RU2759818C2 |
Изобретение относится к способу и устройству для односторонней электронно-лучевой сварки сосудов сферической и цилиндрической формы. Сварку осуществляют со сквозным проплавлением и с формированием корня шва в условиях ограниченного доступа во внутреннюю полость, при этом достигается защита от сварочных брызг и подплавлений поверхности основного материала изготавливаемого сосуда. Защитное приспособление с разжимным устройством устанавливают и фиксируют на одной из стыкуемых кромок. Осуществляют сборку со второй стыкуемой кромкой сосуда с закрытием защитного приспособления во внутренней полости сосуда и выходом пустотелого болта защитного приспособления через проходное отверстие сосуда. Выполняют прихватку и электронно-лучевую сварку по стыку в глубоком вакууме с последующим извлечением всех элементов разжимного устройства через имеющееся проходное отверстие сосуда с соотношением его к диаметру стыка по месту установки защитного приспособления более 1:18. Исключают дополнительную очистку внутренней полости сосуда. Изобретение обеспечивает требуемое качество и уменьшает трудоемкость при изготовлении закрытых сферических и цилиндрических сосудов. 2 н.п. ф-лы, 3 ил.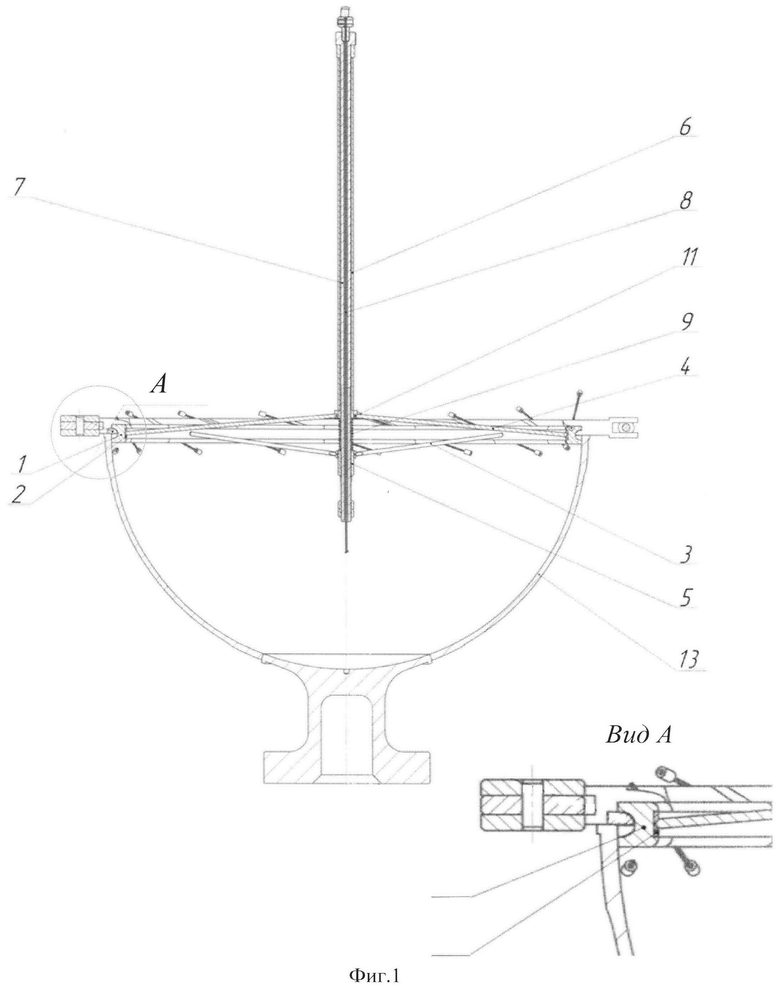
1. Способ электронно-лучевой сварки закрытых сферических и цилиндрических сосудов, включающий установку и фиксацию защитного приспособления с разжимным устройством на одной из стыкуемых кромок, сборку со второй стыкуемой кромкой сосуда, закрытие защитного приспособления во внутренней полости сосуда с выводом пустотелого болта приспособления через проходное отверстие сосуда, прихватку, электронно-лучевую сварку стыка в глубоком вакууме и последующее извлечение всех элементов разжимного устройства через имеющееся проходное отверстие сосуда, причем соотношение диаметра проходного отверстия сосуда к диаметру стыка по месту установки защитного приспособления более 1:18, при этом исключают дополнительную очистку внутренней полости сосуда.
2. Защитное приспособление для электронно-лучевой сварки закрытых сферических и цилиндрических сосудов, содержащее разжимное устройство, состоящее из секторов-вкладышей с формирующей канавкой для свободного формирования проплава, соединенных между собой плавающими тонкими тросами, при этом один из секторов-вкладышей выполнен клином и закреплен вместе с остальными на распирающей ленточной пружине с равномерно расположенными углублениями конусной формы, в которые входят спицы разжимного устройства, причем половина спиц прикреплена к резьбовой втулке, а вторая половина - к втулке разжимного устройства, через которую проходит ввернутый в резьбовую втулку и упирающийся в ее торец пустотелый болт с проходящим в нем тонким тросом, соединенным с замком, удерживающим ленточную пружину в кольцевой форме, при раскрытии которого она освобождается, позволяя извлечь все детали защитного приспособления через проходное отверстие сосуда после сварки.
| ФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ СВАРКИ С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ КОЛЬЦЕВЫХ ШВОВ | 1990 |
|
SU1815890A1 |
| Устройство для формирования обратной стороны шва при сварке соединений с зазором | 1977 |
|
SU625860A1 |
| Передвижное подкладное устройство | 1951 |
|
SU98358A1 |
| Подкладка для односторонней сварки стыковых швов | 1956 |
|
SU108067A1 |
| JP 60118395 A, 25.06.1985 | |||
| JP 2001021467 A, 26.01.2001. | |||

