Изобретение относится к устройствам для нанесения жидких вязких материалов, может быть использовано для соединения оптических деталей, например, линз с оправами склеиванием и является усовершенствованием устройства по авт. св. № 1477527.
Устройство для нанесения герметика на оправу с линзой содержит упругоэластич- ную емкость с подающим патрубком для герметика и приспособление для выдавливания герметика из емкости, выполненное в виде смонтированной на вертикальной стойке с возможностью перемещения ползу шки с двумя роликами, размещенными по обе стороны от емкости, причем с целью расширения технологических возможностей путем использования упаковок герметика в тюбиках, оно снабжено двумя кольцевыми секторами с закругленными концами, каждый из которых с помощью закрепленной в его верхней части оси шар- нирно соединен со стойкой и размещен между роликом и боковой поверхностью емкости с возможностью контактирования выпуклой поверхностью с емкостью, а вогнутой - с роликом, причем на стойке выполнены циклоидные пазы, в которых размещены оси поворота секторов, в качестве роликов могут быть использованы шарикоподшипники.
С целью уменьшения потерь герметика, на нижних закругленных концах секторов обращенных к тюбику, выполнены сквозные канавки для взаимодействия с верхней частью конуса тюбика.
Существенным недостатком этого устройства является неравномерность нанесения герметика вследствие колебания усилия сдавливания тюбика при переходе кольцевого сектора от оболочки к конусной части ввиду того, что конусная часть в 2-2,5 раза толще оболочки. Резкое колебание усилия ухудшает качество наносимого шва, так как меняется его ширина, при этой быстрее изнашиваются механизмы устройства.
Целью изобретения является устранение указанного недостатка, а именно обеспечение равномерного нанесения герметика путем уменьшения колебаний усилия сдавливания тюбика
ч
Ё
VI
4 СЛ СО Os GO
Б
Поставленная цель достигается тем, что в устройство для нанесения герметика на конусной части тюбика выполнены лыски, середины которых совмещены с плоскостью симметрии тюбика, перпендикулярной плоскости его хвостовой части.
Уменьшение толщины конуса тюбика вдвое в месте его контакта с обжимающим кольцевым сектором соответственно сйи- жает колебание усилия и тем самым обеспечивает равномерность шва.
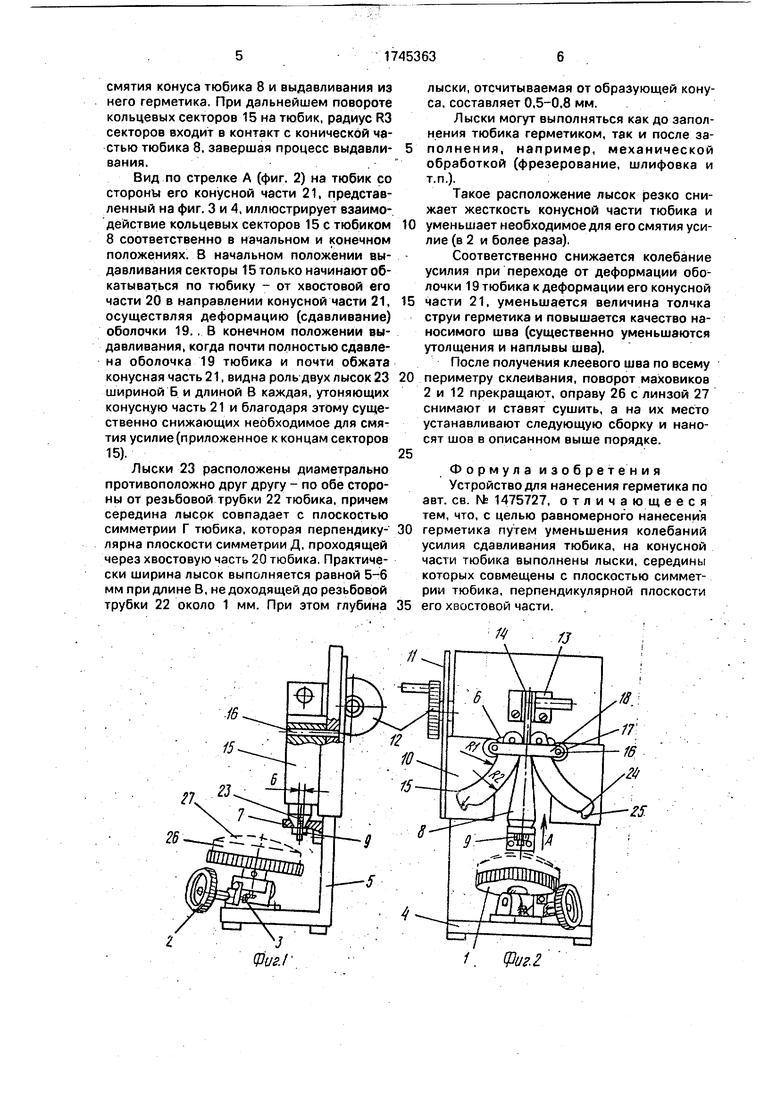
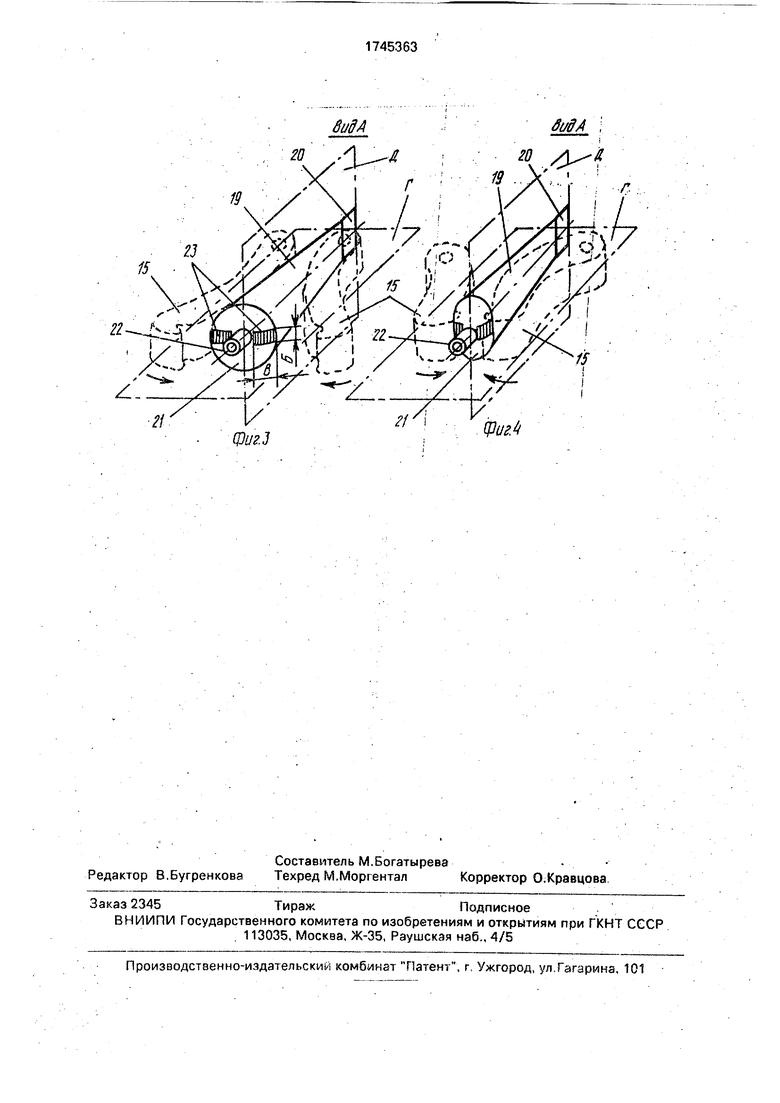
На фиг. 1 и 2 представлено устройство, общий вид; на фиг. 3 и 4 - вид А на фиг. 2, на тюбик со стороны его конусной части соответственно в начальном и конечном положении выдавливания.
Устройство содержит {фиг. 1 и 2) поворотный сгол 1 с приводом в виде маховика 2 и конической передачей 3. Стол 1 установлен в кронштейне,закрепленном на основании 4, к которому также прикреплена вертикальная стойка 5, в верхней части которой выполнены циклоидные пазы 6. На стойке 5 помещен кронштейн 7 для крепления тюбика с герметиком.
Кронштейн 7 снабжен коническим гнездом, соответствующим конусной части тюбика 8, и отверстием для пропуска резьбовой части тюбика с креплением ее трубчатой гайкой 9. Стойка 5 несет охватывающую ее каретку 10, которая имеет возможность вертикального перемещения по стойке 5 с помощью реечной передачи 11 и маховика 12, ось вращения которого связана с помощью кронштейнов со стойкой.
В верхней части стойки 5 закреплен кронштейн 13 с клеммой 14, действующей от винта и предназначенной для закрепления хвостовой части тюбика 8. Устройство имеет также кольцевые секторы 15, которые снабжены в верхней части осями 16, входящими в циклоидные пазы 6 стойки 5. На каретке 10 симметрично оси закрепленного тюбика установлены на колонках шарикоподшипники 17. Кольцевые секторы 15 расположены между шарикоподшипниками 17 и тюбиком 8, при этом колонки, на которых установлены шарикоподшипники , соединены планкой 18 для повышения жес- ткости каретки 10. Тюбик 8 состоит из оболочки 19 с хвостовой частью 20, конусной части 21 и резьбовой трубки 22, На конусной части 21 выполнены лыски 23, Кольцевые секторы 15 имеют цилиндрические поверхности: вогнутые радиуса R1, контактирующие с шарикоподшипниками 17, выпуклые радиуса R2,- контактирующие с боковыми поверхностями тюбика 8. Выпуклые радиуса R3 на концах секторов контактируют также с боковыми поверхностями тюбика, но
только в конце хода каретки, причем контакт этими радиусами осуществляется по конусной части тюбика 8. Сквозные канавки 24 с нижней поверхностью 25, выполненные на
нижних закругленных концах радиуса R3 кольцевых секторов 15, предназначены для взаимодействия с верхним диаметром конической части тюбика е заключительном по- ложении кольцевых секторов. Развернутая
0 длина кольцевых секторов соответствует длине стандартных тюбиков, угол охвата выбирается экспериментально, в среднем находится в пределах 90-100°, отсюда могут быть вычислены радиусы R1 и R2, разница
5 между которыми должна составлять 12-14 мм. Устройство содержит также оправу 26, в которой установлена линза 27,
Устройство работает следующим образом.
0 С помощью маховика 12 каретка 10 поднимается в верхнее положение. У тюбика 8 с герметиком свинчивается гайка-пробка, секторы 15 раздвигаются, тюбик 8 устанавливается конической частью в гнездо крон5 штейна 7 и закрепляется в нем трубчатой гайкой 9, а хвостовая часть тюбика 8 крепится а клемме 14 кронштейна 13 винтом. Оправа 26 с линзой 27 закрепляется, например, навинчиванием на поворотном
0 столе 1.
Затем поворотом маховика 12 каретку 10 смещают вниз, при этом шарикоподшипники 17 катятся по внутреннему радиусу R1 секторов 15, сдвигая их к оси тюбика 8 и
5 выдавливая герметик, попадающий в зазор между линзой 27 и оправой 26, которые поворачивают вместе со столом 1, обеспечивая равномерность получаемого шва. При этом наружные радиусы секторов R2 вдав0 ливаются с двух сторон в тюбик 8 и одновре- менно перекатываются по его боковым поверхностям, чему способствуют циклоидные пазы 6, в которые входят оси 16 секторов 15.
5 Установка зазора оправа - линза под ось тюбика 8 производится смещением стола 1 на основании 4 с последующем его закреплением.
На заключительном этапе выдавливз0 ния герметика из тюбика (фиг, 4) сквозныб канавки 24 попадают на верхний диаметр конической части тюбика 8 и при дальнейшем повороте кольцевыхсекторов 15 на тюбик 8 нижняя поверхность 25 канавки 24
5 давит на коническую часть тюбика и сминает его, выдавливая герметик, находящийся в конусе, При этом усилие деформирования стенки конуса направлено перпендикулярно стенке и приложено на максимальном плече, что создает наилучшие условия для
смятия конуса тюбика 8 и выдавливания из него герметика. При дальнейшем повороте кольцевых секторов 15 на тюбик, радиус R3 секторов входит в контакт с конической частью тюбика 8, завершая процесс выдавлиВйНИЯ
Вид по стрелке А (фиг. 2) на тюбик со стороны его конусной части 21, представленный на фиг. 3 и 4, иллюстрирует взаимодействие кольцевых секторов 15 с тюбиком 8 соответственно в начальном и конечном положениях. В начальном положении выдавливания секторы 15 только начинают обкатываться по тюбику - от хвостовой его части 20 в направлении конусной части /т, осуществляя деформацию (сдавливание) оболочки 19.. В конечном положении выдавливания, когда почти полностью сдавле- на оболочка 19 тюбика и почти обжата конусная часть 21, видна роль двух лысок 23 шириной Б и длиной В каждая, утоняющих конусную часть 21 и благодаря этому существенно снижающих необходимое для смятия усилие (приложенное к концам секторов
Лыски 23 расположены диаметрально противоположно друг другу - по обе стороны от резьбовой трубки 22 тюбика, причем середина лысок совпадает с плоскостью симметрии Г тюбика, которая перпендику- лярна плоскости симметрии Д, проходящей через хвостовую часть 20 тюбика. Практически ширина лысок выполняется равной 5-6 мм при длине В, не доходящей до резьбовой трубки 22 около 1 мм. При этом глубина
(Pus. Г
10
15
20
лыски, отсчитываемая от образующей конуса составляет 0,5-0,8 мм.
Лыски могут выполняться как до заполнения тюбика герметиком, так и после заполнения, например, механической обработкой (фрезерование, шлифовка и
Т П Такое расположение лысок резко снижает жесткость конусной части тюбика и уменьшает необходимое для его смятия усилие (в 2 и более раза).
Соответственно снижается колебание усилия при переходе от деформации оболочки 19 тюбика к деформации его конусной части 21, уменьшается величина толчка стоуи герметика и повышается качество наносимого шва (существенно уменьшаются утолщения и наплывы шва).
После получения клеевого шва по всему периметру склеивания, поворот маховиков 2 и 12 прекращают, оправу 26 с линзой а снимаюг и ставят сушить, а на их место устанавливают следующую сборку и наносят шов в описанном выше порядке.
Формула изобретения Устройство для нанесения герметика по авт ев № 1475727, отличающееся тем что с целью равномерного нанесения герметика пугем уменьшения колебании усилия сдавливания тюбика, на конусной части тюбика выполнены лыски, середины которых совмещены с плоскостью симметрии тюбика, перпендикулярной плоскости его хвостовой части.
1, Фиг,
19
15
ФигЗ
№г4
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения герметика | 1987 |
|
SU1475727A2 |
| Устройство для нанесения герметика | 1984 |
|
SU1240466A1 |
| Устройство для нанесения покрытия | 1990 |
|
SU1780853A1 |
| Инструмент для дорнования отверстий | 1990 |
|
SU1766644A1 |
| Синхронизатор коробки передач | 2019 |
|
RU2729873C1 |
| Ниппельное соединение трубопроводов | 1988 |
|
SU1554507A1 |
| Устройство для биомикрогониоскопииглАзА | 1979 |
|
SU810208A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА СТАКАНОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2092268C1 |
| Многоцелевой станок | 1988 |
|
SU1648727A1 |
| Устройство для нанесения герметика | 1989 |
|
SU1669576A1 |
Использование: равномерное нанесение герметика путем уменьшения колебаний усилия сдавливания тюбика. Сущность на конусной части тюбика выполнены лыс- ки, середины которых совмещены с плоскостью симметрии тюбика, перпендикулярной плоскости его хвостовой части. 4 ил.
| Устройство для нанесения герметика | 1987 |
|
SU1475727A2 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
