Изобретение относится к станкостроению и предназначено для многоцелевых станков с числовым программным управлением и механической рукой для автоматической смены инструмента
Целью изобретения является повышение надежности и увеличение емкости магазина.
На фиг.1 изображен многоцелевой станок, общий вид; на фиг.2 - схема взаимодействия фиксирующих элементов звена цепи, захватов автооператора, шпинделя с оправкой инструмента; на фиг.З - цепь инструментального магазина; на фиг 4 - сечение
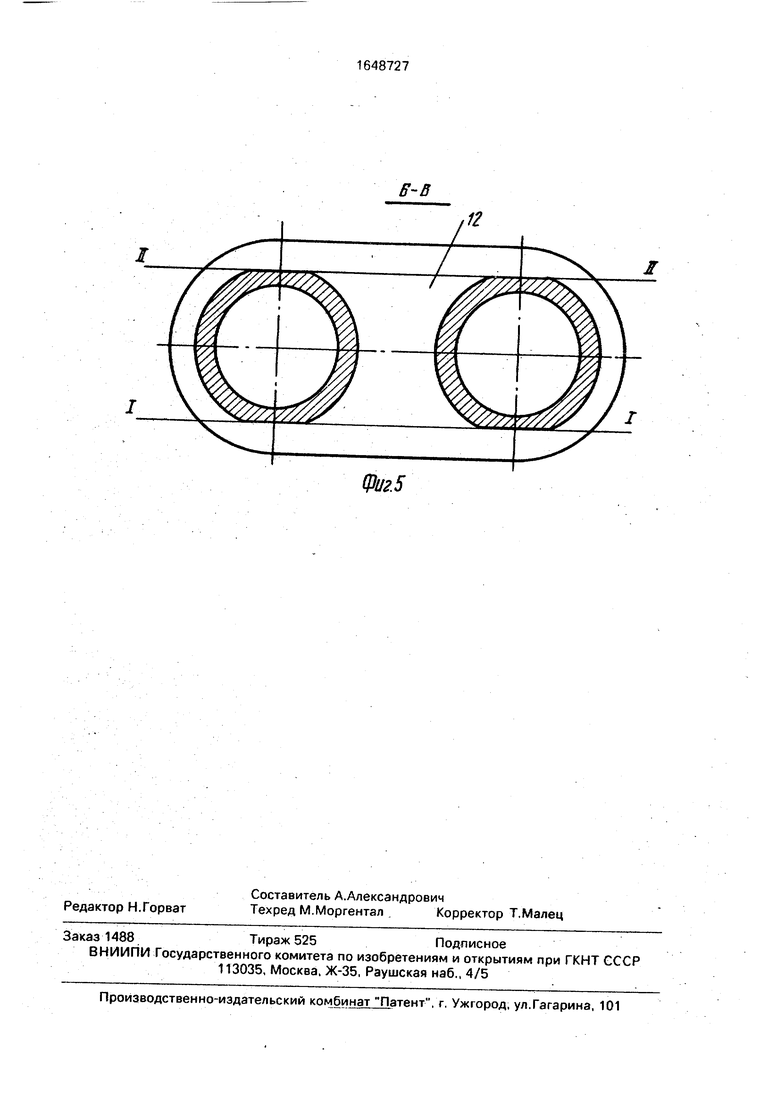
А-А на фиг 3; на фиг 5 - сечение Б-Ь на фиг.З.
Многоцелевой станок содержит продольно-подвижную стойку 1, поперечно-го- стол 2; вертикально-подвижную шпиндельную бабку 3 с горизонталь, ым шпинделем 4 и инструментапьный магазин 5 с автооператором б
Транспортер инструментального магазина 5 выполнен в виде перемещающейся по сложной траектории с прямолинейными и криволинейными участками пластинчатой втулочно-роликовой бесконечной цепи 7. осями которой являются гнезда в виде конусной втулки 8 для инструмента 9, причем втулка выполнена из двух связанных между собой частей. В передней части конусной втулки 8 базируется в осевом и радиальном направлении инструмент 9, а в ее задней части располагается механизм фиксации инструмента, выполненный в корпуса 10.
На наружную цилиндрическую поверхность конусной втулки 8 устанавливается цилиндрическая втулка 11с радиальным зазором с наружными цилиндрическими поясками и двумя парами лысок, выполненными на наружной цилиндрической поверхности поясков. Наружные пластины 12 цепи 7, в которых выполнены цилиндрические отверстия с двумя парами лысок, взаимодействуют с наружными цилиндрическими поясками и идентичными лысками, выполненными по конической втулке 8 у переднего торца, а с другого тор ца с аналогичными цилиндрическими поясками и лысками, выполненными на корпусе 10 фиксатора. Поверхности лысок расположены в плоскостях Н и II-II, параллельных между собой и относительно плоскости Ill-Ill, проходящей через оси двух базирующих штифтов 13.
Штифты 13 выполнены с возможностью взаимодействия с пазом захватной части инструмента 9 и расположены в зоне смены инструмента симметрично относительно оси 0-0, проходящей через ось шпинделя 4, оси захватов автооператора б и ось гнезда инструментального магазина 5.. Наружные боковые базирующие поверхности штифтов 13 находятся в одних параллельных плоскостях IV,V с базирующими боковы- ми поверхностями VI,VII шпонок 14 шпинделя 4 и эти плоскости параллельны базирующим поверхностям VIII,IX шпонок 15, фиксирующих оправку от проворота инструмента 9 в захватах автооператора 6.
Внутренние пластины 12 цепи 7, в которых выполнены, как и в наружных (пластины одинаковые), цилиндрические отверстия с двумя парами лысок, взаимодействуют с цилиндрическими поясками и лысками цилиндрической втулки 11 аналогично, как и наружные пластины 12 с конусной втулкой 8 и корпусом 10 фиксатора. Конусная втулка 8 сопрягается с корпусом 10 фиксатора посредством цилиндрической выточки в корпусе 10 и наружной цилиндрической поверхности на втулке 8 и жестко связана в угловом положении от взаимного разворота посредством штифта 16, а в осевом направлении - посредством винтов 17, образуя легкоразъемную сборную втулку. Наружные пластины 12, связанные с двух сторон с внутренней конусной сборкой втулкой 8
гнезда, имеют возможность поворота относительно внутренних пластин 12, установленных на обоих концах цилиндрической втулки 11. Ролик 18 свободно вращается на
втулке 11. Между наружными и внутренними пластинами 12 установлены проставки 19 с небольшим осевым зазором.
Внешний фланец конусной втулки 8 и фланец корпуса 10 фиксатора замыкают
0 элементы цепи 7 в осевом направлении. Цепь 7 магазина смонтирована на катках 20 и на приводном катке 21 со звездочкой.
Катки 20 установлены в полом корпусе 22 магазина. Приводной каток 21 со звез5 дочкой смонтирован в корпусе 23 привода цепи магазина и установлен на полом корпусе 22 магазина 5. На полом корпусе 22 магазина также установлены поддерживающие планки 24 и базирующие планки 25. В
0 корпусе 22 выполнены дополнительные отверстия для монтажа дополнительных катков 20, а также предусмотрены платики с резьбовыми отверстиями для установки кронштейнов 26 с дополнительными катками 20, что
5 позволяет изменять емкость магазина за счет увеличения длины цепи, например в интервале 60,80,100,120 инструментов без изменения его габаритов и с размещением положения зоны замены инструмента 9 при
0 загрузке инструмента в магазин неизменным, что необходимо при встройке в ГПС
Устройство работает следующим образом.
По команде системы ЧПУ производится
5 расфмксация приводной звездочки 21 и гнезда магазина механизмом расфиксации звездочки и механизмом ориентации звена цепи (не показаны). Включается электродвигатель 27 привода цепи и производится
0 поиск инструмента или пустого гнезда. Цепь 7 магазина перемещается по направляющим катков 20, направляющим приводного катка 21 со звездочкой, поддерживающим планки 24 к базовым направляющим 25.
5 При нахождении нужного гнезда цепи 7 электродвигатель 27 отключается и производится фиксация звездочки 21, затем ориентация гнезда магазина механизмом ориентации звена цепи 7 в зоне смены инс0 трумента 9 в шпиндель 4. В зоне смены нужный инструмент устанавливается так, чтобы два штифта 13. выполненные с возможностью взаимодействия с пазом захватной части инструмента, устанавливались
5 симметрично относительно оси 0-0, проходящей через ось шпинделя 4, ось захватов автооператора 6 и ось гнезда инструментального магазина 5, а наружные боковые базирующие поверхности штифтов 13 находились в одних параллельных плоскостях IV
и VII с базирующими боковыми поверхностями VI и VII шпонок 14 шпинделя 4 и эти плоскости параллельны базирующим поверхностям VIII и IX шпонок 15, фиксирующих от проворота инструмент 9 в захватах автоопер атора 6. После этого включается цилиндр перемещения каретки автооператора б, на котором смонтирован захват инструмента с упорами для расфиксации оправки в гнезде магазина (не показаны). Упоры обжимают фиксаторы механизма фиксации (не показаны), оправки, справка расфиксируется s гнезде цепи 7 магазина, происходит захват инструмента, поворот и перемещение его в шпиндель 4 станка.
0
5
Формула изобретения
Многоцелевой станок, содержащий шпиндельную Ьабюу с горизонтальным шпинделем, инструментальный магазин, содержащий направляющие катки, взаимодействующие с бесконечной втулочно-роли- ковой цепью с гнездами под инструмент для его базирования, отличающийся тем, «то, с целью повышения надежности и увеличения емкости магазина, он снабжен дополнительными направляющими катками, а гнезда снабжены механизмами фиксации инструмента, установленными с возможностью замыкания элементов цепи.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматической смены инструментов многоцелевого станка | 1987 |
|
SU1484568A1 |
| СТАНОК С АВТОМАТИЧЕСКОЙ СМЕНОЙ ИНСТРУМЕНТА | 1989 |
|
SU1630172A1 |
| Устройство для автоматической смены инструмента | 1983 |
|
SU1135593A1 |
| Многоцелевой станок с ЧПУ и автоматической сменой инструмента | 1987 |
|
SU1502245A1 |
| Горизонтальный многоцелевой станок с автоматической сменой инструмента | 1983 |
|
SU1144836A1 |
| МНОГОЦЕЛЕВОЙ СТАНОК С УСТРОЙСТВОМ АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТА | 1994 |
|
RU2108218C1 |
| Многооперационный станок с устройством автоматической смены инструментов | 1986 |
|
SU1445901A1 |
| Инструментальный магазин | 1990 |
|
SU1803304A1 |
| Устройство автоматической смены инструмента | 1986 |
|
SU1458145A1 |
| Многооперационный станок портального типа | 1989 |
|
SU1742029A1 |

Изобретение относится к станкострое- нию/федназначено для многоцелевых станков с числовым программным управлением и механической, рукой для автоматической смены инструмента. Целью изобретения является повышение надежности и увеличение емкости магазина. Многоцелевой станок содержит продольно-подвижную стойку 1, поперечно-подвижной стол 2, вертикально-подвижную шпиндельную бабку 3 с горизонтальным шпинделем 4 и инструментальный магазин 5 с автооператором 6. Транспортер инструментального магазина 5 выполнен в виде перемещающейся по сложной траектории с прямолинейными и криволинейными участками пластинчатой втулочно-роликовой бесконечной цепи 7, осями которой являются гнезда в виде конусной втулки для инструмента причем втулка выполнена из двух связанных между собой частей В передней части конусной атулки базируется в осевом и радиальном направлениях инструмент, а в ее задней части располагается фиксации инструмента, вы юлненньк „ виде корпуса Цепь 7 магазина смонтирована на катках 20 и на приводном катке 21 со еездочкой. Катки 20установлены в полом корпусе 22 магазина Приводной каток 21 со звездочкой смонтирован з корпусе 23 привода цепи магазина р полом 22 магазина также установлены поддерживающие планки 24 и базирующие планки 25 По команде системы ЧПУ цепь 7 магазина перемещается по напоэвлчющим катков 20, направляющим приводного катка 21со звездочкой, поддерживающим планкам 24 и базирующим планкам 25. При нахождении нужного гнезда цепи 7 электродвигатель останавливается. 5 ил.
22
2И 26
(Риг.я
Еиг.2
I
J
О) Ј
СО
-J
NO -xl
Фиг.5
| Магазин сменных инструментов | 1978 |
|
SU770735A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
