Изобретение относится к обработке металлов давлением и может быть использовано при штамповке выдавливанием изделий типа стаканов, в частности используемых в качестве оболочек твэлов.
Известен способ изготовления изделий типа стаканов, заключающийся в обратном выдавливании заготовки в кольцевой зазор между матрицей и пуансоном (см. Романовский В. П. Справочник по холодной штамповке. Л.Машиностроение, 1971, с. 322-332).
Известно устройство для обратного выдавливания, содержащее матрицу и пуансон, при этом последний имеет хвостовую часть и цилиндрическую часть с круговым утолщением у торца в виде калибрующего пояска. Диаметр цилиндрической части выбирается меньше диаметра калибрующего пояска на величину 1-2 мм (см. Фаворский В.Е. Холодная штамповка выдавливанием, М. Машиностроение, 1966, с. 123, рис. 78b).
Недостатком способа и устройства является низкое качество получаемых изделий, обусловленное свободным (без осуществления контакта с поверхностью инструмента) течением металла заготовки после его выхода с калибрующего пояска пуансона.
Использование таких изделий в конструкциях ответственного назначения невозможно без их последующей калибровки на отдельном калибрующем устройстве.
Известен способ изготовления изделий типа стаканов, выбранный в качестве прототипа, включающий обратное выдавливание заготовки, размещенной в матрице, и калибровку, осуществляемую одновременно с выдавливанием за один ход пуансона.
Недостатком способа является то, что осуществление калибровки посредством утонения стенки со стороны наружной поверхности в случае изготовления изделий из Al и его сплавов без нагрева заготовки приводит к появлению на их наружной поверхности задиров, что для изделий ответственного назначения недопустимо. Кроме того, указанный способ возможен лишь для случая изготовления изделий с переменной толщиной стенки, что делает невозможным его использование для получения изделий типа стаканов с постоянной толщиной стенки по высоте.
Известно устройство для изготовления изделий типа стаканов, выбранное в качестве прототипа, содержащее матрицу и пуансон, имеющий рабочую цилиндрическую часть с калибрующим пояском на торце с диаметром, превышающим диаметр цилиндрической части, сопряженный с нею калибрующий участок в виде усеченного конуса, большее основание которого обращено к хвостовой части [2]
Недостатком известного устройства является получение изделий невысокого качества в случае выполнения калибрующего участка пуансона с диаметром большего основания, меньшим диаметра цилиндрического пояска. Образующаяся в изделии кривизна и искажение (эллипсность) формы его открытого торца, обусловленные неравномерностью свойств (предел текучести, твердость) материала заготовки по сечению, а также действием касательных напряжений, возникающих на поверхности заготовки под торцом пуансона, в этом случае не устраняются, т. к. деформация выдавливаемой части изделия на калибрующем участке пуансона либо не будет осуществляться вообще, либо будет осуществляться в пределах упругой деформации. Выполнение цилиндрической части пуансона с диаметром менее 0,993 диаметра калибрующего пояска, а также выполнение между калибрующим пояском и калибрующим участком цилиндрического участка значительной высоты и конусного участка, большее основание которого сопряжено с калибрующим пояском, не способствует получению изделий высокого качества, т.к. образующаяся в изделии эллипсность остается неизменной на значительной его высоте, равной суммарной высоте цилиндрического участка и конусного участка, сопряженного с калибрующим пояском.
Использование таких стаканов для изготовления изделий ответственного назначения невозможно, что приводит к необходимости их дополнительной калибровки на отдельном калибрующем устройстве.
Целью изобретения является повышение качества и снижение трудоемкости изготовления изделий типа стаканов.
Поставленная цель достигается тем, что в способе изготовления изделий типа стаканов, включающем обратное выдавливание заготовки, размещенной в матрице, и калибровку, осуществляемую одновременно с выдавливанием за один ход пуансона, калибровку производят путем раздачи внутренней полости заготовки усилием деформирования, превышающим усилие упругой деформации.
Поставленная цель достигается также тем, что в устройстве для изготовления изделий типа стаканов, содержащем матрицу и пуансон, имеющий рабочую цилиндрическую часть с калибрующим пояском на торце с диаметром, большим диаметра цилиндрической части, сопряженный с нею калибрующий участок в виде усеченного конуса, диаметр большего основания которого сопряжен с хвостовой частью, диаметр цилиндрической части пуансона выполняют равным 0,993-0,997 диаметра калибрующего пояска, а диаметр большего основания конусной части не менее диаметра калибрующего пояска.
Именно заявленные соотношения диаметра цилиндрической части и диаметра большего основания конусной части пуансона позволяют согласно способу осуществить калибровку выдавливаемой части изделия путем раздачи его полости одновременно с выдавливанием за один ход пуансона.
Это позволяет сделать вывод, что предлагаемые изобретения связаны между собой единым изобретательским замыслом.
Сравнение заявляемых технических решений с прототипами позволяет установить их соответствие критерию "новизна".
Изучение известных способов и устройств, используемых в данной области техники, не позволило выявить признаки, являющимися отличительными в заявляемых технических решениях, что позволяет сделать вывод о соответствии изобретений критерию "существенные отличия".
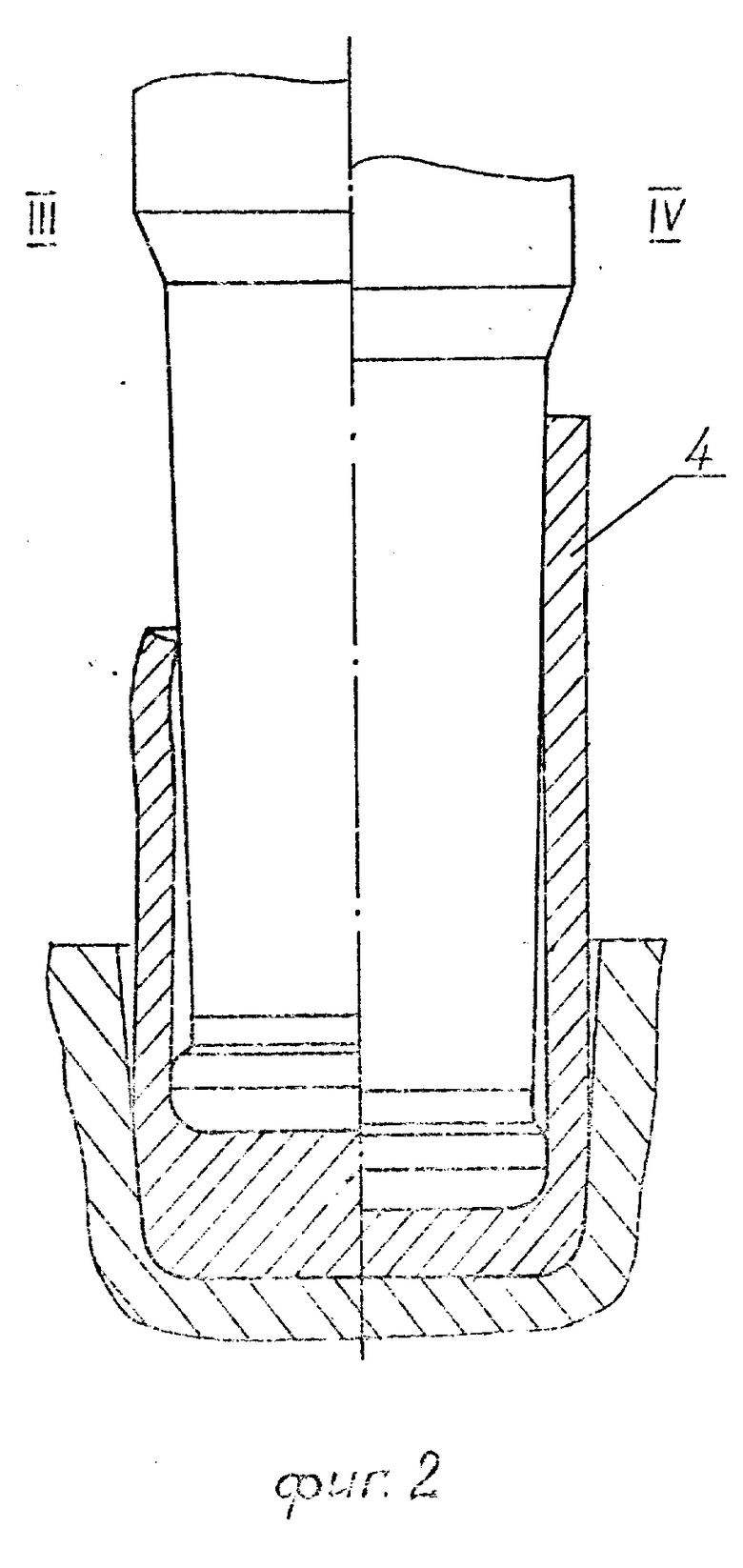
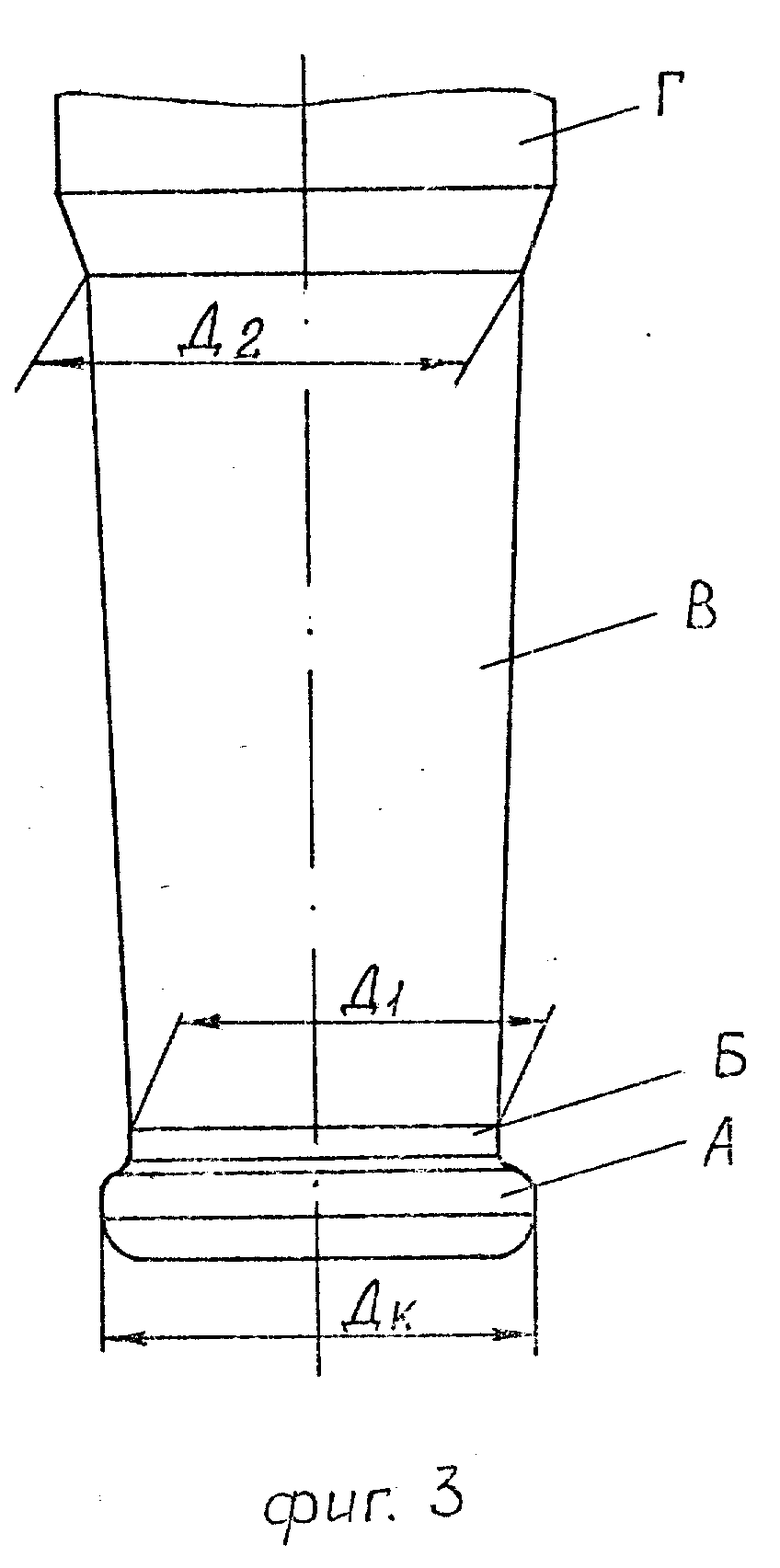
На фиг. 1 представлены устройство и заготовка перед деформированием (положение I) и переходная стадия процесса (положение II); на фиг.2 стадия калибровки (положение III) и конечная стадия процесса (положение IV); на фиг.3 конструкция пуансона.
Способ осуществляется следующим образом.
В устройство, содержащее пуансон 1 и матрицу 2, помещают заготовку 3 и прикладывают к ней усилие деформирования пуансоном 1 (фиг.1, положение I). При этом начинается процесс обратного выдавливания. Открытый торец изделия, выходя с калибрующего пояска А пуансона 1, разгружается на цилиндрическом участке Б, уменьшая при этом диаметральные размеры на величину упругой и остаточной деформации (фиг.1, положение II), входит на конический калибрующий участок В, где при его дальнейшем движении происходит калибровка путем раздачи внутренней полости до получения готового изделия 4 (фиг.2, положение IV). Так как торец изделия с уменьшенными диаметральными размерами представляет собой жесткий конец, то в процессе его скольжения по пуансону осуществляется линейный контакт внутренней поверхности изделия с поверхностью калибрующего участка (фиг. 2, положение III), что способствует возникновению незначительных по величине сил трения. Это позволяет получать качественные изделия без дополнительного нанесения смазки.
Спрямление образующей у кромки изделия происходит в конце процесса калибровки при раздаче торца изделия до диаметра не менее диаметра калибрующего пояска пуансона. Для достижения поставленной цели при изготовлении изделий высокого качества целесообразно осуществлять калибровку, ограничив степень деформации при раздаче величиной 2-3% т.к. превышение указанного значения приводит к появлению задиров на внутренней поверхности в верхней части изделий.
Устройство для осуществления предлагаемого способа содержит пуансон 1 и матрицу 2, причем пуансон представляет собой ступенчатую конструкцию, имеющую цилиндрическую рабочую часть (включающую калибрующий поясок А и цилиндрический участок Б) и хвостовую часть Г, соединенные коническим калибрующим участком В (фиг.3).
Устройство работает следующим образом.
Перемещаясь, пуансон 1 воздействует на заготовку 3, помещенную в матрице 2, деформируя ее. В процессе деформации материал заготовки 3 течет в зазор между матрицей 2 и калибрующим пояском А пуансона 1 входит на калибрующий участок В пуансона, где осуществляется деформация стенок изделия путем их раздачи на величину не менее упругой деформации. Раздача производится под воздействием усилия деформирования, превышающим усилие упругой деформации стенок изделия. По окончании деформирования с помощью съемника (условно не показан) изделие 4 снимается с пуансона 1 и удаляется из зоны штамповки.
Форма калибрующего участка пуансона и величины диаметров его цилиндрической части и большего основания конусной части обусловлены необходимостью получения прямолинейных изделий с заданным диаметром внутренней полости на всей высоте. Так, выбор диаметра цилиндрической части пуансона обусловлен необходимостью полной разгрузки торца изделий с формованием загнутого внутрь жесткого конца, способствующего осуществлению линейного контакта внутренней полости изделия и поверхности калибрующего участка на большей высоте последнего. Выбор диаметра большего основания конусной части пуансона обусловлен осуществлением раздачи полости изделия в процессе его обратного выдавливания.
Согласно изобретению диаметр цилиндрической части D1 пуансона выполняют равным 0,993-0,997 диаметра калибрующего пояска Dк. Превышение вышеуказанного верхнего предела приводит к ухудшению процесса калибровки вследствие налипания материала изделия на поверхность калибрующего участка пуансона, а снижение вышеуказанного нижнего предела к появлению на изделиях кривизны и эллипсности в нижней части, что снижает их точность и ухудшает качество.
Выбор диаметра большего основания конусной части D2 пуансона не менее диаметра калибрующего пояска обусловлен, с одной стороны, необходимостью осуществления пластической деформации в процессе калибровки, и с другой, получением готовых изделий прямолинейной формы с заданным диаметром внутренней полости на всей высоте.
Пример. Стаканы из алюминиевого сплава Б1Т, используемые в качестве оболочек твэлов, изготавливают следующим образом.
Заготовки диаметром 39 мм и высотой 20 мм, предварительно смазанные маслом цилиндровым 52, укладывают в матрицу диаметром 39,3 мм и осуществляют обратное выдавливание пуансоном с диаметром калибрующего пояска 36,2 мм. Радиус скругления на матрице 5 мм, на торце пуансона 4,1 мм. Диаметр цилиндрической части пуансона равен 36,0 мм, диаметр большего основания калибрующего участка 36,2 мм.
В процессе обратного выдавливания торец изделия, выходя с калибрующего пояска пуансона, уменьшает диаметр внутренней полости до 36,05-36,10 мм, при этом образуется жесткий конец, загнутый внутрь. При дальнейшем деформировании осуществляют калибровку выдавленной части изделия, производя раздачу внутренней полости усилием деформирования, превышающем усилие упругой деформации.
Непрямолинейность готовых изделий не превышает 0,10 мм, диаметр внутренней полости составляет от 36,23 мм в нижней части стакана до 36,17 мм - в верхней, эллипсность не более 0,10 мм. Наружная и внутренняя поверхности изделий задиров не имеют.
Данный способ позволяет исключить операцию калибровки на отдельном оборудовании, так как высокое качество изделий, обусловленное получением заданных геометрических размеров, не требует дополнительной обработки изделий, и тем самым снизить трудоемкость технологического процесса.
Предложенные размеры пуансона определены экспериментально и обусловлены требованиями, предъявляемыми к готовым изделиям.
Использование предлагаемого способа изготовления изделий типа стаканов и устройства для его осуществления позволяют по сравнению с существующим снизить трудоемкость за счет получения изделий необходимого качества и точности, высвободить оборудование и производственные площади, сократить транспортные перемещения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА ПОЛЫХ КОЛЬЦЕВЫХ СТАКАНОВ | 1992 |
|
RU2071864C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ ВТУЛОЧНОГО ТИПА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2091200C1 |
| ЗАГОТОВКА ОБОЛОЧКИ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2209705C2 |
| ЗАГОТОВКА ОБОЛОЧКИ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2176569C2 |
| ПУАНСОН ДЛЯ ОБРАТНОГО ВЫДАВЛИВАНИЯ ИЗДЕЛИЙ ТИПА СТАКАНОВ | 2003 |
|
RU2240200C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ | 1995 |
|
RU2108901C1 |
| ТВЭЛ, СПОСОБ ИЗГОТОВЛЕНИЯ ТВЭЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2082574C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА ВЫТЕСНИТЕЛЕЙ ДЛЯ ТВЭЛОВ | 1995 |
|
RU2102172C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДВУХСТЕННЫХ СТАКАНОВ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2242310C2 |
| ЗАГОТОВКА ОБОЛОЧКИ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ | 2002 |
|
RU2222398C2 |
Изобретение относится к обработке металлов давлением и может быть использовано при штамповке выдавливанием изделий типа стакана. В способе изготовления изделий типа стаканов, включающем обратное выдавливание и калибровку, операцию калибровки осуществляют в процессе обратного выдавливания, причем калибровку производят путем раздачи внутренней полости выдавленного изделия с деформацией, превышающей упругую. В устройстве для изготовления изделий типа стаканов, состоящем из матрицы и пуансона, последний имеет рабочую цилиндрическую часть с калибрующим пояском на торце с диаметром, большим диаметра цилиндрической части, калибрующий участок в виде усеченного конуса, диаметр большего основания которого сопряжен с хвостовой частью. Диаметр цилиндрической части пуансона выполнен равным 0,993-0,997 диаметра калибрующего пояска, а диаметр большего основания конусной части - не менее диаметра калибрующего пояска. 2 с.п. ф-лы, 3 ил.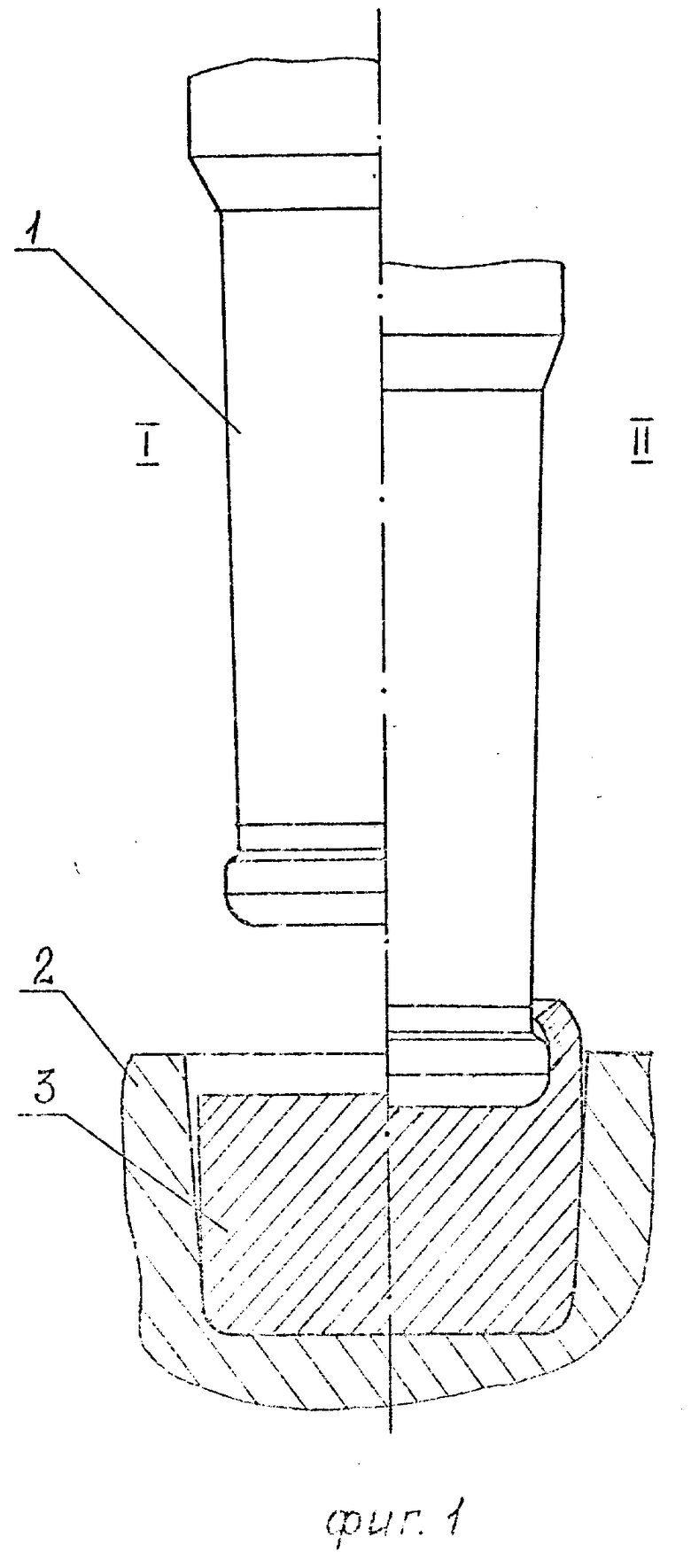
| FR, заявка , 2154713, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| FR, заявка, 2363386, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |

