сл
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления составного прокатного валка | 1990 |
|
SU1810142A1 |
| Прокатный валок | 1982 |
|
SU1065047A1 |
| СПОСОБ СБОРКИ СОСТАВНОГО ПРОКАТНОГО ВАЛКА | 1996 |
|
RU2096102C1 |
| Составной прокатный валок | 1986 |
|
SU1366252A1 |
| ВАЛОК ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ | 2012 |
|
RU2609115C2 |
| СПОСОБ ПОЛУЧЕНИЯ БЫСТРОРЕЖУЩЕЙ СТАЛИ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНЫХ ВАЛКОВ | 2019 |
|
RU2750257C2 |
| ПРОКАТНЫЙ ВАЛОК | 1995 |
|
RU2082515C1 |
| ПРОКАТНЫЙ ВАЛОК | 1973 |
|
SU407438A1 |
| СБОРНЫЙ ВАЛОК ПИЛЬГЕРСТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1993 |
|
RU2056958C1 |
| ЭЛЕКТРОД ДЛЯ ИЗНОСОСТОЙКОЙ НАПЛАВКИ И СПОСОБ СОЗДАНИЯ ИЗНОСОСТОЙКОГО СЛОЯ НА ПОВЕРХНОСТИ МЕТАЛЛУРГИЧЕСКОГО ОБОРУДОВАНИЯ НАПЛАВКОЙ С ИСПОЛЬЗОВАНИЕМ ЭЛЕКТРОДОВ | 2010 |
|
RU2465111C2 |
Изобретение относится к прокатному производству и может быть использовано на заводах черной и цветной металлургии. Цель изобретения - повышение срока службы валка путем обеспечения надежности крепления бандажа на оси. При изготовлении составного прокатного валка на посадочной поверхности бандажа выполняют выступы и впадины, а затем по горячей посадке собирают бандаж с осью, посадочная поверхность которой имеет меньшую, чем у .бандажа, твердость. Бандаж перед посадкой на ось нагревают до 1350-1450°С для выполнения выступов и впадин на его посадочной поверхности, t табл.
Изобретение относится к прокатному производству и может быть использовано на заводах черной и цветной металлургии.
Целью изобретения является повышение срока службы валков путем обеспечения надежности крепления бандажа на оси.
Способ осуществляется следующим образом.
Бандаж из карбида вольфрама с содержанием кобальта 8-30% нагревают до температуры, например, 1400°С, а затем по горячей посадке собирают с осью. Охлаждение валка в сборе осуществляют на воздухе. Для валка группы В К, например с содержанием Со 10%. ось выполняют из материала сталь 45, при этом твердость бандажа HRA- 88. твердость оси составляет HRA-45. После нагрева на посадочной поверхности бандажа образуются зерна карбида вольфрама. Вследствие того, что твердость выступов зерен карбида существенно выше твердости оси, то твердые зерна при посадке на ось и охлаждении, внедряясь в мягкую поверхность оси, прочно фиксируют оси и бандаж, обеспечивая их надежное соединение и повышая срок службы валка. Поскольку после выдержки в интервале температур 1350-1450°С в сплаве бандажа образуется карбидная фаза, формируются зерна определенного размера (4-8 мкм), то элементы крепления бандажа на оси (выступы) соизмеримы с размером зерна карбида и составляют единое целое с самим бандажом. Тогда как при механических способах получения выступов и впадин, выступы не могут быть соизмеримы с размерами зерна карбида (они существенно больше) и представляют собой конгломераты зерен карбида и связки.
Прочность сцепления таких соединений существенно ниже, чем прочность зерна
сл
СО 00
го
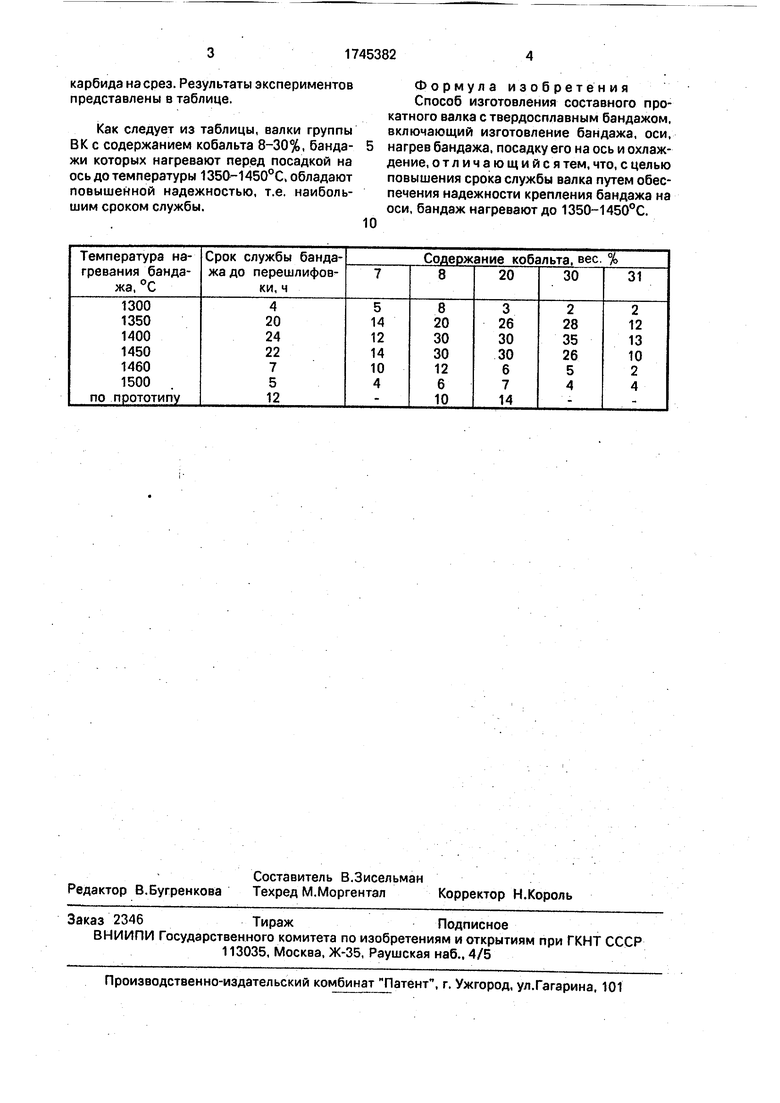
карбида на срез. Результаты экспериментов представлены в таблице.
Как следует из таблицы, валки группы В К с содержанием кобальта 8-30%, бандажи которых нагревают перед посадкой на ось до температуры 1350-1450°С, обладают повышенной надежностью, т.е. наибольшим сроком службы.
0
Формула изобретения Способ изготовления составного прокатного валка с твердосплавным бандажом, включающий изготовление бандажа, оси, нагрев бандажа, посадку его на ось и охлаждение, отличающийся тем, что, с целью повышения срока службы валка путем обеспечения надежности крепления бандажа на оси, бандаж нагревают до 1350-1450°С.
| Прокатный валок | 1973 |
|
SU457501A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
