1
Известны прокатные валки, содержащие бандаж и ось, соединенные, например, по горячепрессовой посадке, с использованием прослойки, применяемые в качестве опорных валков, в которых изгиб во время прокатки весьма мал, или в качестве рабочих валков, в которых исключается проскальзывание бандажа во время прокатки.
Предложенный прокатный валок отличается тем, что прослойка выполнена в виде распределенных по поверхности посадки зерен остроугольной формы фракцией не менее 0,05 мм, имеющих твердость, превышающую твердость материала валка. Прослойка может быть выполнена в виде сетки.
Это позволяет повысить прочность сцепления оси с бандажом, повысить жесткость валка при изгибе, более равномерно распределить зерна в прослойке и упростить сборку валка.
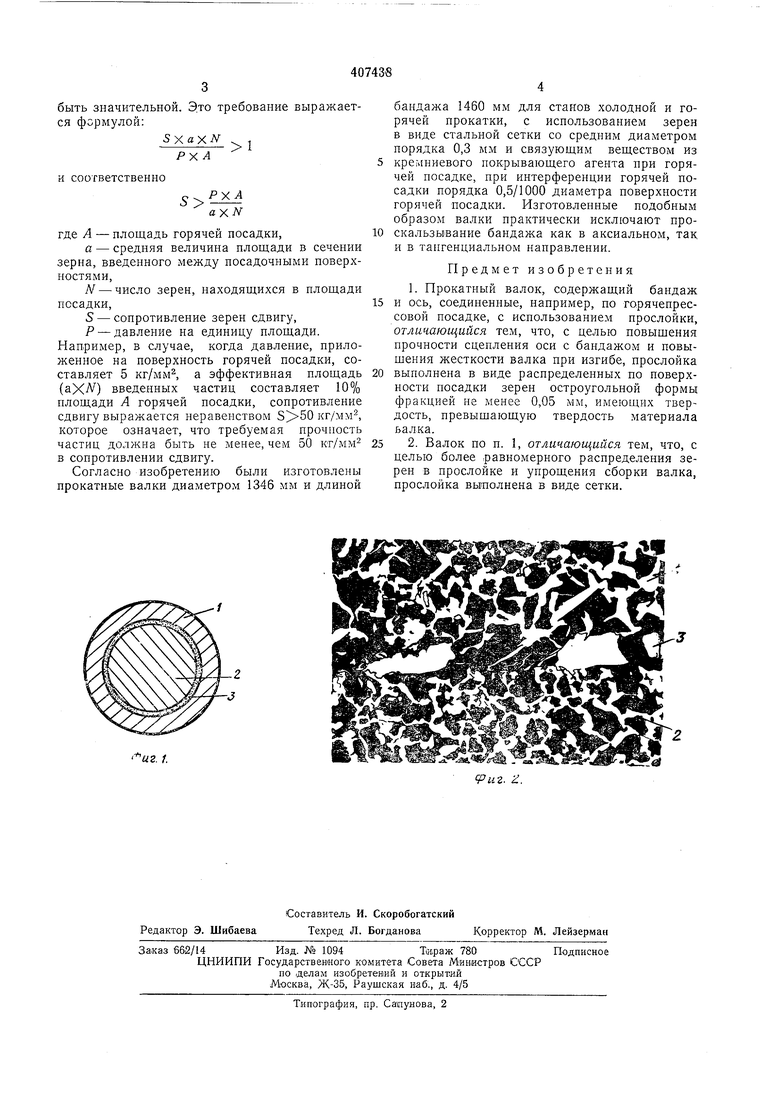
На фиг. 1 и 2 показан прокатный валок, разрез.
Прокатный валок содержит бандаж 1, ось 2 и прослойку 3, состоящую из твердых, прочных и остроугольных зерен фракцией не менее 0,05 мм, распределенных по поверхности посадки оси и бандажа, или выполненную в виде сетки. Твердость применяемых зерен -выбирается в зависи.мости от твердости материаia, используемого для изготовления бандажа и оси, и должна быть не менее, чем 170 Я1/
поскольку твердость материала валка обычно находится на уровне этой величины.
Сборка валка осуществляется следующим образом.
Зерна, имеющие твердость выше твердости внутренней поверхности бандажа и внешней поверхности оси, например, мелкоподеленная стальная сетка или керамика, смешивают со связующим веществом, а затем наносят на
поверхность оси или бандажа. После этого бандаж устанавливают на ось посредством горяче-нрессовой посадки или посадки с развальцовкой. Перед сборкой валка зерна можно наносить на поверхность оси после нанесения на нее связующего вещества. При посадке бандажа на ось зерна вклиниваются в поверхности бандажа и оси, значительно увеличивая сопротивление сдвигу посадочных поверхностей. В связи с тем, что размер зерен
является относительно большим, сопротивление сдвигу не уменьшается при повышении температуры бандажа. Размер зерен, применяемых в описываемом валке, определяется диаметром оси и зазором для горячей посадки
и должен быть меньше, чем пространство между осью и бандажом во время горячей посадки или посадки с развальцовкой.
Для сопротивления сдвигающим напряжениям при введении зерен в поверхности горячей посадки прочность самих зерен должна
быть значительной. Это требование выражается формулой:
5хаХЛ
1
РХ.А
и соответственно
РКА
S
axN
где Л - площадь горячей посадки,
а - средняя величина площади в сечении зерна, введенного между посадочными поверхностями,
Л - число зерен, находящихся в площади посадки,
5 - сопротивление зерен сдвигу,
Р - давление на единицу площади. Например, в случае, когда давление, приложенное на поверхность горячей посадки, составляет 5 кг/мм а эффективная площадь (аХ) введенных частиц составляет 10% нлощади Л горячей посадки, сопротивление сдвигу выражается неравенством кг/мм, которое означает, что требуемая прочность частиц должна быть не менее, чем 50 кг/мм в сопротивлении сдвигу.
Согласно изобретению были изготовлены прокатные валки диаметром 1346 мм и длиной
бандажа 1460 мм для станов холодной и горячей прокатки, с использованием зерен в виде стальной сетки со средним диаметром порядка 0,3 мм и связующим веществом из
кремниевого покрывающего агента нри горячей посадке, при интерференции горячей посадки порядка 0,5/1000 диаметра поверхности горячей посадки. Изготовленные подобным образом валки практически исключают проскальзывание бандажа как в аксиальном, так и в тангенциальном направлении.
Предмет изобретения
1. Прокатный валок, содержащий бандаж и ось, соединенные, например, по горячепрессовой посадке, с использованием прослойки, отличающийся тем, что, с целью повыщения прочности сцепления оси с бандажом и повышения жесткости валка при изгибе, прослойка выполнена в виде распределенных но поверхности носадки зерен остроугольной формы фракцией не менее 0,05 мм, имеющих твердость, превыщающую твердость материала ьалка.
2. Валок по п. 1, отличающийся тем, что, с целью более равномерного распределения зерен в прослойке и упрощения сборки валка, прослойка выполнена в виде сетки.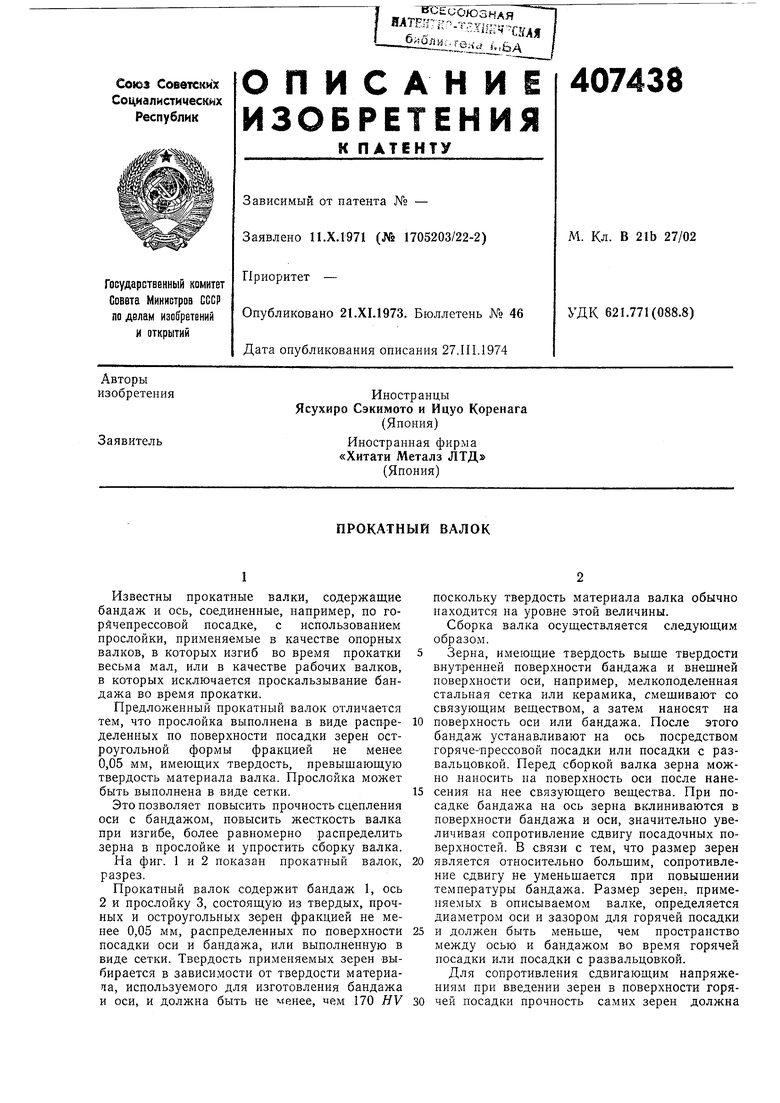
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления составного прокатного валка | 1990 |
|
SU1810142A1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2015 |
|
RU2592011C1 |
| Составной прокатный валок | 1983 |
|
SU1100018A1 |
| Способ ремонта составных рабочих валков универсального балочного стана | 1990 |
|
SU1771914A1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2016 |
|
RU2643848C2 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2014 |
|
RU2579322C1 |
| Способ изготовления составных прокатных валков | 1977 |
|
SU737481A1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2014 |
|
RU2561618C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОГО ОПОРНОГО ВАЛКА ПРОКАТНОГО СТАНА | 2002 |
|
RU2218218C2 |
| Способ изготовления составного прокатного валка с твердосплавным бандажом | 1989 |
|
SU1745382A1 |
иг. 1.
