Ё
| название | год | авторы | номер документа |
|---|---|---|---|
| Шабер бумагоделательной машины | 1985 |
|
SU1315543A1 |
| Шабер бумагоделательной машины | 1985 |
|
SU1294898A1 |
| ШАБЕР ДЛЯ ОЧИСТКИ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ | 1992 |
|
RU2057226C1 |
| ПЛОСКИЙ ЭЛЕМЕНТ, ПРЕДНАЗНАЧЕННЫЙ ДЛЯ ИСПОЛЬЗОВАНИЯ ЕГО В БУМАГОДЕЛАТЕЛЬНЫХ МАШИНАХ | 2005 |
|
RU2352704C2 |
| Шабер для очистки валов бумагоделательной машины | 1991 |
|
SU1831538A3 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И НОЖ ШАБЕРА | 2002 |
|
RU2270282C2 |
| Шабер для очистки поверхности вала | 1976 |
|
SU727721A1 |
| РАКЕЛЬНЫЙ НОЖ, КОНСТРУКТИВНЫЕ КОМПОНЕНТЫ РАКЕЛЬНОГО НОЖА, СПОСОБ ИЗГОТОВЛЕНИЯ РАКЕЛЬНОГО НОЖА И КОНСТРУКТИВНЫХ КОМПОНЕНТОВ РАКЕЛЬНОГО НОЖА | 2006 |
|
RU2411126C2 |
| Шабер для валов бумагоделательной машины | 1982 |
|
SU1043218A1 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ДЕТАЛИ УЗЛА ТРЕНИЯ | 2010 |
|
RU2443801C1 |
Использование: очистка вращающихся валов и цилиндров целлюлозно-бумажной промышленности. Сущность изобретения: шабер содержит держатель и закрепленный в держателе нож. Нож состоит из металлической пластины и пластины из антифрикционного полимерного материала, имеющей две рабочие поверхности. Пластина из антифрикционного материала смонтирована над металлической пластиной. Одна из рабочих поверхностей пластины из антифрикционного материала контактирует с рабочей поверхностью металлической пластины, а другая рабочая поверхность имеет скос, 1 ил.
Изобретение относится к целлюлозно- бумажной промышленности, где необходима очистка вращающихся валов и цилиндров.
Целью изобретения является повышение очищающей способности шабера и срока его службы.
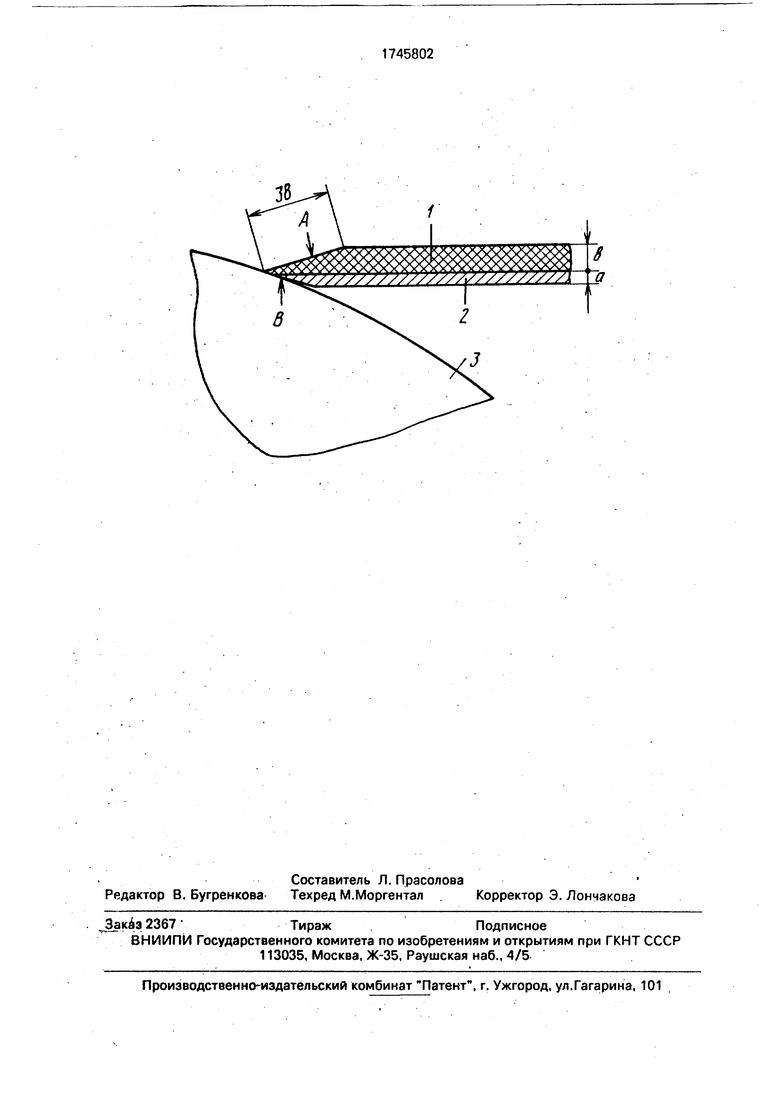
На чертеже представлен комбинированный шабер, разрез.
Комбинированный нож шабера содержит полимерную пластину 1, скрепленную с металлической пластиной 2. причем полимерная пластина 1 выполнена со скосом А и находится над металлической пластиной, и вал 3.
Полимерная пластина 1 выполнена из антифрикционного материала (например, фторопласт или высокомолекулярный полиэтилен, содержащий твердую смазку).
Устройство работает следующим образом.
При совместном износе полимерной 1 и металлической пластины 2 продукты износа самосмазывающего материала прежде, чем покинуть зону трения , попадают в зону контакта с поверхностью вала 3, где выполняют роль твердой смазки и создают на поверхности трения металлической пластины антифрикционные покрытие, которое снижает возможность схватывания и задиров, как поверхности трения металлической части ножа, так и вала, а также повышает чистоту поверхности трения металла. Следствием этого является более плотное прилегание поверхности трения шабера к валу 3, что повышает его очищающую способность. При этом нож работает по ротап- ринтной схеме. При работе ножа по ротапринтной схеме износ металла зависит от количества твердой смазки, поступающей в зону трения Б металла с валом 3, которое идет на образование износостойкоVI
4 (Л
оэ о
N
го покрытия. При увеличении количества твердой смазки износ металла уменьшается, с уменьшением - увеличивается, так как полимерная пластина 1 имеет скос А, количество поступающей твердой смазки увеличивается по мере износа ножа. В результате этого наступает момент, когда износ металлической пластины 2 уменьшается за счет образования на поверхности трения Б антифрикционного покрытия. По мере износа покрытия происходит его возобновление. В силу этого величина износа комбинированного ножа меньше, чем каждой пластины в отдельности.
Толщина пластины из антифрикционного материала при п « 1 равна 2 мм, при n « 4 составляет 8 мм, так как толщина наиболее распространенной металлической пластины, равна 1 мм. Поэтому количество твердой смазки в зоне контакта металлической пластины 2 с валом 3 изменяется от 2 до 8 раз.
Sn 2 I
Для п - 1
1 I
2;
Sn 84
Sm 1-1
8
Длина пластин I в обоих случаях одинакова. Проведенные эксперименты показали, что
е
при отношении меньше 2 раз, когда
Ьт
толщина полимерной пластины равна 2 мм, эффекта образования антифрикционного покрытия на поверхности металлической пластины 2 не наблюдается. Толщина пластины более 8 мм ограничена наличием
стандартного держателя, присущего данной конструкции.
Количество поступающей твердой смазки в зону Б контакта металлической пластины 2 с валом 3 определяется отношением площадей трения металлической пластины 2 и полимерной пластины 1.
Длина скоса А равна утроенной толщине полимерной пластины 1, так как в процессе износа скоса А заканчивается образование антифрикционного .покрытия на поверхности трения металлической пластины 2.
Применение данной конструкции позволит сократить расход ножей шаберов и повысить качество бумажного полотна за счет лучшей очистки поверхности валов бумагоделательной машины.
Формула изобретения
Шабер бумагоделательной машины, включающий держатель и закрепленный в держателе нож, состоящий из металлической пластины и пластины из антифрикционного полимерного материала, имеющей
две рабочие поверхности, одна из которых контактирует с рабочей поверхностью металлической пластины, отличающийся тем, что, с целью повышения очищающей способности шабера и срока его службы,
пластина из антифрикционного материала смонтирована над металлической. пластиной, имеет толщину, выбранную в соответствии с соотношением В - 2а-п, где а - толщина металлической пластины; п - число натурального ряда от 1 до 4, а ее другая рабочая поверхность имеет скос, длиной равной утроенной толщине этой пластины.
| Шабер бумагоделательной машины | 1985 |
|
SU1315543A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
