Настоящее изобретение относится к способу изготовления ракельного ножа, в котором
- по меньшей мере, композиционную базовую структуру ракельного ножа изготавливают в ходе выполнения процесса получения одноосноориентированного волокнистого пластика посредством протяжки волокна, по меньшей мере, через стадию импрегнирования и стадию отверждения;
- базовую структуру снабжают, по меньшей мере, одной областью износа; и
- упомянутый ракельный нож отделяют от заготовки ракельного ножа, сформированной из базовой структуры и области износа.
Изобретение также относится к ракельному ножу, изготовленному согласно способу, к конструктивным компонентам ракельного ножа и к способам его изготовления.
В настоящее время композиционные ракельные ножи используют, например, в шаберных устройствах бумагоделательных машин. Основными материалами ракельных ножей могут быть, например полимерный материал, например, термореактивный или термопластичный полимер. Один или большее число волокнистых армирующих материалов может быть добавлено в полимерную структуру, например углеродные, стеклянные волокна и/или волокна из бора, и/или другие непрерывные нити, например металлические волокна. Таким волокнам может быть придана ориентация для сообщения продолговатым ракельным ножам очень высокой прочности и жесткости. Волока прикрепляют к полимерной матрице таким образом, чтобы из них вместе можно было формировать пластинообразную и жесткую композиционную структуру.
Одно преимущество композиционных ракельных ножей заключается в том, что в них соединены легкость с высокой прочностью и щадящим действием относительно поверхности вала, подвергаемого шабрению, однако, без ухудшения качества поверхности в результате шабрения.
В Финском патенте FI-101637 (РСТ публикация WO-99/12726 А1) раскрыт один аналог, относящийся к композиционным ракельным ножам. В патенте представлен ракельный нож, изготовленный с использованием процесса получения одноосноориентированного волокнистого пластика, в котором абразивные частицы соединяют с волокнистой армирующей структурой. Их используют для достижения чистящего и сервисного воздействия на объект, подвергаемый шабрению. Сервисный слой, в который включены абразивные частицы, может быть сформирован путем введения его в контакт с углеродными волокнами, например, посредством импрегнирования тканей, содержащих углеродные волокна, с матричным агентом. Абразивные частицы могут быть включены вдоль, по меньшей мере, одного края ракельного ножа, который затем составляет область износа, «рабочий край» ракельного ножа.
Другой аналог раскрыт в Финской заявке на патент FI-981312 (РСТ публикация WO-99/64674 А1). Согласно заявке ракельный нож также изготавливают из композиционного материала, например, способом получения одноосноориентированного волокнистого пластика, тогда как на поверхность области износа наносят керамическое покрытие. Керамическое вещество прикрепляют с помощью закрепляющей структуры к поверхности композита. Закрепляющую структуру прикрепляют по всему композиту. Керамическое покрытие создают на поверхности композита, например, путем термического напыления или каким-либо другим подходящим способом. Способ изготовления покрытия осуществляют по существу отдельно от собственно способа получения одноосноориентированного волокнистого пластика. Это усложняет процесс изготовления ракельных ножей.
Третий пример композиционных ракельных ножей раскрыт в патенте США №4549933.
В настоящее время структуры ракельных ножей, подобных описанным выше, проводят через процесс получения одноосноориентированного волокнистого пластика, например, с помощью стекловолокнистых армирующих структур, которые отливают в виде базовой структуры ракельного ножа по способу получения одноосноориентированного волокнистого пластика. Создание армирующей структуры просто для вытягивания ведет к повышению стоимости изготовления ракельного ножа. Кроме того, рабочие допуски ракельного ножа остаются очень ограниченными, так как абразивные частицы прикрепляют к базовой структуре ракельного ножа, т.е. к углеродно-волокнистому композиту, который легко изнашивается, или так как толщина керамического покрытия, прикрепленного к композиту другим путем, ограничена.
Настоящее изобретение относится к способу изготовления композиционного ракельного ножа; ракельному ножу, изготавливаемому согласно соответствующему способу; конструктивным компонентам соответствующего ракельного ножа и к способам изготовления конструктивных компонентов. Отличительные особенности способа изготовления ракельного ножа согласно изобретению раскрыты в п.1 формулы изобретения; отличительные особенности ракельного ножа, изготовленного согласно способу, - в п.6; отличительные особенности части краевой структуры ракельного ножа - в п.10; отличительные особенности способа изготовления базовой структуры ракельного ножа - в п.11; а отличительные особенности базовой структуры, изготовленной согласно способу, - в п.12.
Согласно первому варианту выполнения в способе изготовления согласно изобретению, при формировании заготовки ракельного ножа часть краевой структуры, которая составляет ее собственный отдельный сегмент в базовой структуре, прикрепляют к композитной базовой структуре ракельного ножа. Эта часть краевой структуры, выступающая точно из края базовой структуры под прямым углом относительно продольной оси ракельного ножа, т.е. в поперечном направлении ракельного ножа, может образовывать в готовом ракельном ноже, отделенном от заготовки ракельного ножа, по меньшей мере, одну из областей износа ракельного ножа.
Согласно одному предпочтительному варианту выполнения волокно, или, в общем, заготовку ракельного ножа можно проводить через процесс получения одноосноориентированного волокнистого пластика таким образом, чтобы часть краевой структуры выступала от базовой структуры, если часть краевой структуры прикрепляют к базовой структуре уже во время выполнения самого процесса получения одноосноориентированного волокнистого пластика. Таким образом, части краевых структур, выступающие наружу из краев композитной части, можно заливать в выступающем положении в базовой структуре ракельного ножа, даже - с обеих ее сторон. Благодаря этому исключают потребность в специальных тянущих волокнах, которые надлежит заливать в композит, и заготовку ракельного ножа, сформированную в процессе, проводят через процесс получения одноосноориентированного волокнистого пластика согласно аналогам. Посредством протяжки с помощью краевых полос также улучшают стабильность ориентации волокон.
Другой способ изготовления ракельного ножа согласно изобретению заключается в последующем прикреплении части краевой структуры к базовой структуре ракельного ножа, которая уже была изготовлена в процессе получения одноосноориентированного волокнистого пластика. В любом случае, в обоих способах изготовления формируют ракельный нож, в котором часть краевой структуры заливают в базовую структуру, таким образом формируя структуру из армированного пластика.
Использование двухсторонней части краевой структуры, прикрепленной к базовой структуре, также обеспечивает возможность неожиданно многообразного применения ракельного ножа. Один и тот же ракельный нож можно теперь использовать даже дважды. Таким образом, ракельный нож можно переворачивать другой стороной после того, как допуск на износ одного края был исчерпан. С другой стороны, во время изготовления ракельного ножа заготовку ракельного ножа можно также разделить на две части в продольном направлении ее продольной оси. В результате этого можно получить два ракельных ножа с двумя различными типами изнашиваемых краев из одного отрезка заготовки с соответствующими размерами. Один из рабочих краев ракельного ножа затем снабжают специальной структурой краевой части, тогда как другой край будет состоять из основного материала композита. Таким образом, некоторые из ракельных ножей можно даже использовать в различных шаберных позициях, когда допуск на износ одного края был исчерпан.
Согласно одному варианту выполнения в части краевой структуры могут быть выполнены специальные крепления. Их можно использовать для обеспечения сцепления в базовой структуре самого ракельного ножа между частью краевой структуры при заливке и базовой структурой, и выступание наружу из края базовой структуры. Согласно одному варианту выполнения крепления можно изготавливать таким образом, чтобы импрегнируемый агент мог проникать сквозь часть краевой структуры в местах, соответствующих креплениям. Посредством использования такого трехмерного крепления обеспечивают надежное прикрепление краевой структуры к собственно базовой структуре и улучшают действие заливки. Крепления можно также группировать для обеспечения достаточной прочности крепления в всех направлениях. Этим можно также способствовать влиянию конфигурации отдельных креплений друг на друга в группе креплений, из которых она образована.
Другие отличительные особенности изобретения станут понятными при ознакомлении с прилагаемой Формулой изобретения, тогда как на другие дополнительные преимущества, достигаемые при использовании изобретения, сделаны ссылки в последующем описании.
Изобретение, которое никоим образом не ограничено вариантами выполнения, описанными ниже, пояснено более подробно со ссылками на прилагаемые чертежи, на которых изображено:
на фиг.1 - очень схематичный вид одного примера способа изготовления согласно изобретению;
на фиг.2а и 2b - ракельный нож, показанный с различных сторон, изготовленный согласно изобретению, как пример применения изобретения;
на фиг.3 - другой пример креплений в краевой полосе;
на фиг.4 - второй пример композиционной базовой структуры для изготовления ракельного ножа согласно изобретению;
на фиг.5 - третий пример композиционной базовой структуры для изготовления ракельного ножа согласно изобретению; и
на фиг.6а и 6b - некоторые дополнительные примеры выполнения креплений в краевой полосе и базовой структуре.
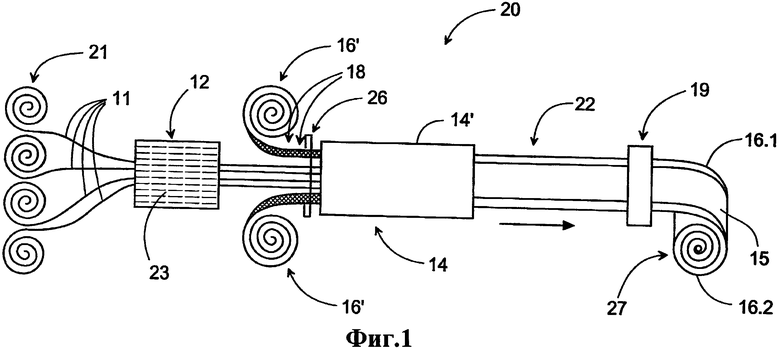
На фиг.1 изображен один пример осуществления способа согласно изобретению изготовления композиционного ракельного ножа 10. Ракельный нож 10 согласно изобретению изготавливают, используя, по меньшей мере, частично, технологию получения одноосноориентированного волокнистого пластика, в процессе 20, который также известен как фильерный способ получения одноосноориентированного волокнистого пластика. Как таковой, процесс 20 получения одноосноориентированного волокнистого пластика является обычной технологией для специалиста в данной области, и поэтому здесь не требуется его более подробное описание.
Однако в процессе 20 получения одноосноориентированного волокнистого пластика волокна/волокнистый мат 11 проводят через основные стадии, характерные для процесса получения одноосноориентированного волокнистого пластика, в результате которого получают заготовку 22 ракельного ножа, которая может быть либо прямолинейной, либо ее можно наматывать на бобину 27, с которой заготовку можно сматывать и получать отдельные ракельные ножи 10. Волокно 11 может быть, например, углеродным волокном и/или стекловолокном, и/или арамидным волокном, и/или волокном из бора; при этом перечень никоим образом не ограничен основной идеей изобретения. Примерные соотношения при формовании композиции, например, при использовании углеродного волокна и стекловолокна, составляют 40/60 и даже более обычно - 35/65. Композиция может иметь произвольную ориентацию волокон. Согласно одному варианту выполнения слои стекловолокна могут быть ориентированы, например, параллельно продольной оси ракельного ножа 10, тогда как, по меньшей мере, некоторые из слоев, содержащие углеродное волокно, могут быть отклонены от продольной оси ракельного ножа 10.
Заготовка 22 ракельного ножа состоит из базовой структуры 15 с жесткой формой профиля, содержащей несколько слоев волокон в виде армированной пластиковой структуры, снабженной, по меньшей мере, одной областью износа 16.1, 16.2. На фиг.1 направление транспортирования заготовки 22 показано стрелкой. Из стадий процесса в этой связи ссылки можно сделать, по меньшей мере, на стадию импрегнирования 12 и стадию отверждения 14.
Волокна 11 могут быть расположены в предварительно установленном порядке в виде батареи из нескольких бобин 21. Отсюда с использованием направляющих (не показаны) их вводят сначала в стадию импрегнирования 12. Здесь волокна 11 импрегнируют избыточным количеством некоторого выбранного матричного агента 23, например, полимерного материала. Примерами такового могут служить упомянутые фторированные термореактивные, термопластичные полимеры или (эпоксидная) смола. Ссылки могут быть также сделаны на смолу с добавками, где смола может быть, например, наполнена наночастицами. Импрегнирование производят с избыточным количеством агента, при этом избыток агента стекает уже во время стадии импрегнирования 12. После стадии импрегнирования 12 следует собственно фильерный процесс получения одноосноориентированного волокнистого пластика, т.е. стадия отверждения 14.
В процессе 14 получения одноосноориентированного волокнистого пластика волокна 11, импрегнированные полимером 23, проводят через фильеру 14' выбранного вида. Действие установленных температуры и давления также связано с процессом 14 получения одноосноориентированного волокнистого пластика. В результате этого полимер 23 затвердевает и приобретает прочность, тогда как волокна 11 затвердевают в желаемой форме, определяемой фильерой 14'. Стадия отверждения 14 является химической реакцией такого вида, которая, как таковая, известна специалистам в данной области и которую можно проводить в зонах с различными температурами/давлениями, возможность создания которых очевидна для специалистов в данной области. Окончательное отверждение можно также осуществлять в форме постотверждения, например, в автоклаве (не показан) для постотверждения.
Готовую заготовку 22 ракельного ножа, которая, например, намотана на бобину 27 или является прямолинейной, вытягивают с использованием вытяжного устройства 19. Вытяжное устройство 19 может представлять собой, например, жало, создаваемое, по меньшей мере, с использованием двух валов, через которое (жало) проводят заготовку 22 ракельного ножа по направлению к бобине 27. В случае изготовления ракельного ножа самого тонкого типа на бобину 27 может быть намотана заготовка 22 ракельного ножа длиной, например, 100-150 м, после чего патрон для намотки может быть заменен. Готовые ракельные ножи 10 можно отделять от заготовки 22, например, путем отрезания отрезков заданной длины по заказу потребителя на более поздней стадии или, в альтернативном варианте выполнения, также отделять от заготовки 22 вместо намотки на бобину. Процесс, описанный выше, можно менять многими различными путями.
В процессе 20 изготовления согласно изобретению, по меньшей мере, одну из областей износа ракельного ножа 10 формируют из независимой части 16.1, 16.2 краевой структуры, которую в данном случае прикрепляют к композиционной базовой структуре 15 уже во время процесса 20 получения одноосноориентированного волокнистого пластика. В результате выполнения процесса 20 неожиданно получают гибридный ракельный нож в виде ламинированного листа, в котором, в ходе осуществления того же непрерывного процесса 20 получения одноосноориентированного волокнистого пластика, одновременно формируют композиционную базовую структуру 15 и часть 16.1, 16.2 краевой структуры, предназначенную для изнашивания, интегрированную, например, посредством ламинирования, которая выступает наружу из края собственно базовой структуры 15. Часть 16.1, 16.2 краевой структуры или, по меньшей мере, ее лезвие 16.1', 16.2' может быть выполнено износостойкой обработкой или покрытием, что может быть выполнено, например, путем использования способов согласно известным технологиям. Неожиданной особенностью этого способа является то, что может быть не обязательным дополнительный процесс для обеспечения заготовки 22 ракельного ножа, полученной в результате выполнения процесса 20 получения одноосноориентированного волокнистого пластика, специальными износостойкими областями, а вместо этого износостойкие области могут быть уже в самой краевой части 16.1, 16.2, выполненной в виде полосы и прикрепленной к композиции 15 путем отливки. Это является очевидным преимуществом технологии изготовления.
В варианте выполнения, согласно представленному на фиг.1, краевую часть 16.1, 16.2 прикрепляют к обеим сторонам базовой структуры 15 в ходе выполнения процесса 20 получения одноосноориентированного волокнистого пластика. Части 16.1, 16.2 вводят в технологический поток с катушек 16'. В зависимости от материала частей 16.1, 16.2 их также можно импрегнировать полимерным материалом 23. Этот процесс особенно применим в случае использования композиционной полосы. Перед собственно стадией отверждения 14 части 16.1, 16.2 располагают со стороны ввода 26 фильеры 14' относительно волокон 11 таким образом, чтобы они образовывали интегрированную композицию 15, армированную волокном, для формирования единой заготовки 27 ракельного ножа и для формирования структуры, выступающей наружу из края композиции 15 в поперечном направлении композиции. Другими словами, краевые части 16.1, 16.2, возможно обработанные полимерным материалом 23, а также волокна 11, импрегнированные полимерным материалом 23, вместе подают в фильеру 14', в которой части 16.1, 16.2 затем заливают, вдоль части их ширины и вдоль всей их длины, совместно с композиционной базовой структурой 15, например, с обоих ее краев. Заливку осуществляют в фильере 14', в которой обеспечено пространство, предоставленное для частей 16.1, 16.2.
Посредством прикрепления краевых частей 16.1, 16.2 с обеих сторон относительно собственно композиционной базовой структуры 15 достигают неожиданного преимущества, с точки зрения технологии изготовления, заключающегося в том, что заготовку 22 ракельного ножа, т.е. практически волокна 11, импрегнированные полимером, можно проводить через процесс 20 получения одноосноориентированного волокнистого пластика при том, что эти части 16.1, 16.2 краевой структуры выступают наружу в поперечном направлении базовой структуры 15. Протяжкой, осуществляемой с использованием частей 16.1, 16.2, улучшают стабильность ориентации волокон. Протяжка с использованием полос позволяет исключить потребность в собственно тянущих волокнах/шнурах. С другой стороны, тянущие волокна, интегрированные в композицию 15, или часть 16.1, 16.2, можно тоже использовать, если это желательно. Шнуры для протяжки можно, например, затем располагать в рабочем лезвии 16.1', 16.2' части 16.1, 16.2, где находится износостойкое покрытие или где выполняют износостойкую обработку. Шнуры затем также используют для защиты рабочего лезвия 16.1', 16.2'.
Для обеспечения возможности протяжки можно использовать вытяжное устройство 19, состоящее из жала валов, установленных один поверх другого, причем может быть создано несколько жал, расположенных последовательно одно за другим, в направлении их продольной оси, таким образом, чтобы была возможность поддержания тянущего усилия, передаваемого на краевые части 16.1, 16.2, расположенные с обоих краев базовой структуры 15. В этом случае валам может быть придана такая форма в зонах согласно толщине изготавливаемого профиля, таким образом, чтобы основное тянущее усилие, прикладываемое путем сжатия, воздействовало на части 16.1, 16.2. Возможен также такой комплект тянущих валов 19, в котором образовано два параллельных жала для частей 16.1, 16.2, выступающих из краев базовой структуры 15. Существуют также различные возможности для выполнения протяжки 19. Примерные размеры краевых частей 16.1, 16.2 приведены несколько ниже.
Некоторыми, но, конечно, ни в коем случае не ограничивающими примерами возможных материалов для изготовления частей 16.1, 16.2, являются пластиковая полоса в форме ленты, металлическая полоса, композиционные, керамические или стекломатериалы. Ориентации волокон в продольном и поперечном направлениях композиционных полос могли быть произвольными. Кроме того, углы расположения волокон могут отклоняться друг от друга. Композиция, из которой формируют краевые части 16.1, 16.2, может обладать очень высокой теплостойкостью (рабочая температура, например, может составлять 400°С), в сравнении со свойствами композиции базовой структуры 15 (рабочая температура которой может составлять, например, 200°С). Вследствие этого ее стоимость может быть во много раз выше стоимости композиции, из которой формируют базовую структуру 15, так что ее использование в области износа может быть чувствительным.
Части 16.1, 16.2 могут быть обработаны таким образом, чтобы на их поверхности было образовано керамическое покрытие, металлокерамическое покрытие, алмазное покрытие, покрытие из благородного металла, хромированное покрытие или некоторое сочетание этих покрытий. Возможны также различного вида нитридные, оксидные и карбидные покрытия, как и термообработка поверхности. Может быть также выполнена обработка или нанесено покрытие на всю часть 16.1, 16.2 краевой структуры или только на «рабочее лезвие», т.е. на область 16.1', 16.2', действительно подвергающуюся износу и находящуюся в контакте с объектом, подлежащим шабрению. Не предполагается ограничение основной идеи изобретения видами покрытия или обработки поверхности краевых частей 16.1, 16.2, но вместо этого возможны различные виды покрытий и обработки, которые могли быть выполнены, по мнению специалистов в данной области, на краевой части (полосе) 16.1, 16.2 до осуществления процесса получения одноосноориентированного волокнистого пластика. Конечно, обработки и покрытия могут быть выполнены вместо или совместно с предварительной обработкой даже после процесса получения одноосноориентированного волокнистого пластика, если по некоторым причинам этого требуют обстоятельства.
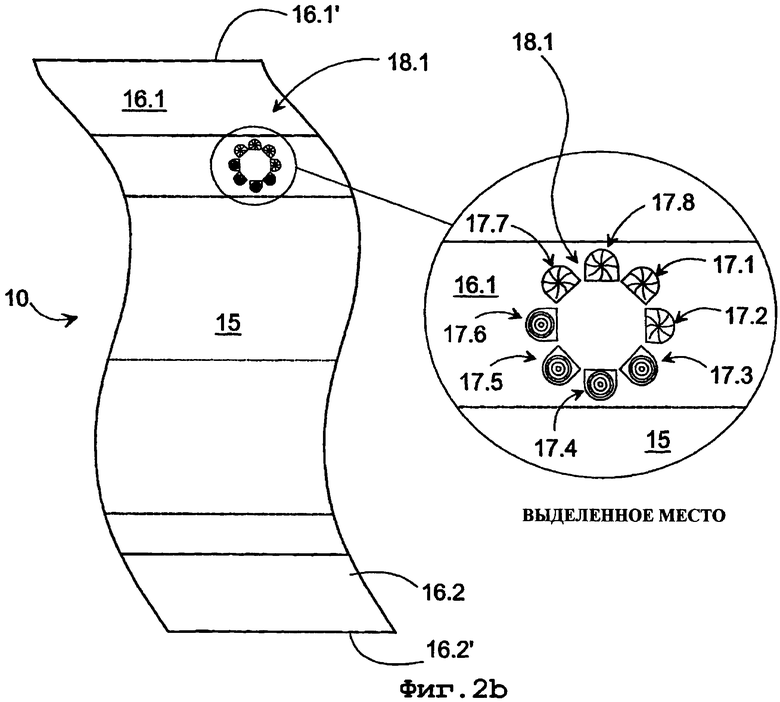
На фиг.2а и 2b показан один пример композиционного ракельного ножа 10 согласно изобретению, полученного путем отделения его от заготовки 22 ракельного ножа. На фиг.2а изображено поперечное сечение ракельного ножа 10, а на фиг.2b изображен вид сбоку части ракельного ножа 10. Ракельный нож 10 состоит из базовой структуры 15, содержащей несколько слоев волокон в виде композиционной структуры. Базовая структура 15 снабжена, по меньшей мере, одной областью износа в виде части 16.1, 16.2, прикрепленной к базовой структуре ламинированием. Такой ракельный нож 10 мог быть изготовлен в процессе 20 получения одноосноориентированного волокнистого пластика согласно изобретению, где волокна 11 были проведены через стадии, которыми отличается этот процесс, например, по меньшей мере, через стадию импрегнирования 12 и стадию отверждения 14.
По меньшей мере, одну из областей износа ракельного ножа 10 формировали из независимой части 16.1, 16.2 краевой структуры, которую прикрепляли к базовой структуре 15, например, во время выполнения процесса 20 получения одноосноориентированного волокнистого пластика согласно изобретению. Часть 16.1, 16.2 краевой структуры теперь прикреплена к обоим краям базовой структуры 15, что обеспечило возможность протяжки волокон 11 через процесс 20 получения одноосноориентированного волокнистого пластика без реального растяжения волокон. В этом варианте выполнения краевые части 16.1, 16.2 вместе с базовой структурой 15 образуют совершенно листоподобную форму таким образом, что они являются плоскими в направлении продольной оси и в направлении ширины. Конечно, краевая часть 16.1, 16.2 может быть расположена под небольшим углом относительно композиционной базовой структуры 15.
В одном примере полная ширина ракельного ножа 10 согласно изобретению составляет 60-350 мм, например, 150-250 мм. В этом случае ширина краевой части 16.1, 16.2 может составлять 2-100 мм, например 5-60 мм. Толщина материала базовой структуры 15 ракельного ножа 10 может составлять 0,5-10,0 мм, например 1-5 мм. В этом случае толщина материала краевой части 16.1, 16.2 может составлять 0,1-0,6 мм, например, 0,2-4 мм. Заглубление краевой части 16.1, 16.2 в базовую структуру 15 может составлять, например, 1-90% ширины базовой структуры 15. В этой области заглубления краевая часть 16.1, 16.2 окружена слоями волокна базовой структуры 15, по меньшей мере, с одной стороны (при асимметричном соединении) или даже с обеих сторон, тогда как в других областях она выступает из края базовой структуры, будучи четко отделенной от собственно базовой структуры 15. При выполнении операции шабрения тепло, образующееся в результате трения, эффективно передается, например, от металлической краевой части 16.1, 16.2 к волокнистой композиции 15, которая эффективно отводит тепло от рабочего лезвия 16.1', 16.2' ракельного ножа 10 в какое-либо другое место ракельного ножа 10.
Согласно одному варианту выполнения крепления 17.1-17.8 или, по меньшей мере, некоторая форма закрепления 18 могут быть выполнены в краевых частях 16.1, 16.2 ракельного ножа согласно изобретению. С их помощью предполагают обеспечить соединение при заливке между краевыми частями 16.1, 16.2 и базовой структурой 15. В выделенном месте на фиг.2b изображен первый пример способа расположения креплений 17.1-17.8.
Крепления 17.1-17.8 могут быть выполнены, например, при наматывании краевых полос на катушку 16' при ее изготовлении, или только в момент, когда краевую часть 16.1, 16.2 подают в процесс 20 получения одноосноориентированного волокнистого пластика. Если размеры/формы/расположение креплений 17.1-17.8 в краевой части 16.1, 16.2 варьируют, например, на базисе заготовки 22 ракельного ножа, изготавливаемого в это время, то в этом случае можно использовать краевую часть 16.1, 16.2 установленного размера при изготовлении нескольких типов ракельных ножей, если ее размеры и свойства в других отношениях позволяют это. Сами крепления 17.1-17.8 можно изготавливать до подачи части 16.1, 16.2 в процесс 20 получения одноосноориентированного волокнистого пластика, и в этом случае заготовка 16' краевой полосы может быть уже в ее окончательном виде. Представляется, что для создания постоянного и непрерывного процесса получения одноосноориентированного волокнистого пластика, наиболее предпочтительной формой осуществления является та форма, при которой используют краевую часть 16.1, 16.2, предварительно изготовленную уже в ее окончательной форме, т.е. в виде полосы, снабженной креплениями 17.1-17.8. Следует отметить, что изобретение также относится к заготовкам 16' краевой полосы, снабженным креплениями 17.1-17.8, с помощью которых часть 16.1, 16.2 можно вести, например, в непрерывном процессе 20 получения одноосноориентированного волокнистого пластика для изготовления ракельного ножа 10 согласно изобретению.
В дополнение к тому, что с помощью креплений 17.1-17.8 обеспечивают соединение между краевой частью 16.1, 16.2 и базовой структурой 15, с их помощью также образуют трехмерное пространство для импрегнируемого агента 23, причем импрегнируемый агент 23, в который подают краевую часть 16.1, 16.2 в процессе, можно также импрегнировать до ее введения в фильеру 14' в процессе получения одноосноориентированного волокнистого пластика вместе с композицией, образуемой из волокна 11 агента 23.
Одним примером создания креплений 17.1-17.8 является штамповка. Придание шероховатости может также рассматриваться для создания креплений, помимо или вместо штамповки, но однако посредством четкой трехмерной формации, придаваемой части 16.1, 16.2 посредством штамповки, обеспечивают более определенное проникновение/удерживание импрегнируемого агента 23 в части 16.1, 16.2, и при этом одновременно обеспечивают также реальное механическое закрепление для гарантированного соединения при заливке между краевой структурой в виде части 16.1, 16.2 и базовой структурой 15. Путем только придания шероховатости не обязательно возможно обеспечение достаточного пространства для закрепления/проникновения импрегнируемого агента/волокна, так как тепловое расширение композиции 15 существенно отличается, например, от аналогичного параметра металлической краевой части 16.1, 16.2. Таким образом, тепловое расширение может вызывать ослабление соединения, которое может в результате привести к разрушению ракельного ножа, например, во время использования. Если штамповку выполняют непосредственно до подачи части 16.1, 16.2 в процесс 20 получения одноосноориентированного волокнистого пластика, то средства для штамповки (не показаны) также представляют часть процесса 20 получения одноосноориентированного волокнистого пластика.
Если, например, часть 16.1, 16.2 изготовлена из композиции, то затем можно ее импрегнировать полимерным материалом 23. Если часть 16.1, 16.2 погружают в импрегнирующий агент 23 на стадии 12, то ее поверхность становится импрегнированной в желаемой области. Импрегнированная область может быть, например, точно той областью, которую заливают вместе с композиционной базовой структурой 15 на стадии 14. В отношении пропитки следует сказать, что большая доля импрегнируемого агента 23 также прилипает к креплениям 17.1-17.8, где он остается прикрепленным благодаря, помимо прочего, его поверхностному натяжению и благоприятной форме креплений 17.1-17.8.
Крепления 17.1-17.8 могут быть выполнены в виде симметричных групп креплений 18.1, расположенных на расстоянии друг от друга. В одном примере расстояние между группами составляет 3-1000 мм, например, 5-300 мм. Согласно одному варианту исполнения крепления 17.1-17.8, принадлежащие группам 18.1, могут образовывать асимметричную конфигурацию, при рассмотрении с одной стороны части 16.1, 16.2, где пары расположенных напротив креплений (например, 17.1, 17.5) находятся на противоположных сторонах части 16.1. Такое расположение можно использовать для увеличения прочности соединения между частью 16.1, 16.2 и базовой структурой 15. Для группирования креплений 17.1-17.8 на установленном расстоянии друг от друга штамповочный пресс программируют на дискретное их изготовление, принимая во внимание скорость транспортировки части 16.1, 16.2 в штамповочном прессе/процессе получения одноосноориентированного волокнистого пластика.
Согласно одному варианту выполнения группы 18.1 креплений 17.1-17.8 могут быть выполнены в форме звезды (на чертежах не показаны). Можно также рассматривать и другие рисунки. В таком рисунке в форме звезды 18.1 также штампуют крылья 17.1, 17.3, 17.5, 17.7 для прикрепления, соответствующие четвертным румбам компаса, между четырьмя крыльями 17.2, 17.4, 17.6, 17.8 для прикрепления, соответствующими четырем главным румбам компаса. Производят двухстороннюю штамповку таким образом, чтобы можно было выполнять ее поочередно с обеих плоских сторон части 16.1, 16.2. В результате этого при каждом втором ходе штампа можно формировать вогнутую чашечку со стороны части 16.1, 16.2, а при каждом другом ходе штампа - выпуклую крышечку. Примерный диаметр чашечки/крышечки может составлять 1-15 мм, например, 2-10 мм. Так как при штамповке краевую структуру прорубают вдоль части края чашечки и крышечки, это даже способствует лучшей адгезии/проникновению в отверстие импрегнируемого агента 23.
В результате прорубания импрегнируемый агент 23, подводимый к одной стороне части 16.1, 16.2, вступает в контакт с импрегнируемым агентом 23, подводимым к другой стороне части 16.1, 16.2, сквозь прорубленные места. Этим дополнительно упрочняют соединение, так как от этого места, прорубленного при штамповке, импрегнируемый агент 23 образует «гвоздь», проходящий сквозь часть 16.1, 16.2. Дополнительное упрочнение соединения между частью 16.1, 16.2 и композицией 15 также обеспечивают благодаря тому факту, что как только затвердевает импрегнируемый агент 23, который уже прилип к действительным креплениям 17.1-17.8, выполненным в виде, например, адгезионных чашечек на стадии 12, образует столбик, которым удерживают часть 16.1, 16.2 на месте.
На фиг.3 проиллюстрирован второй пример выполнения креплений 25. На фиг.3 показана часть 16.1 при рассмотрении ее в виде осевого изображения. Крепления 25 здесь образованы из загибов 25, изготовленных в крае части 16.1, подлежащей заливке в композиции.
Крепления 25 в виде загибов могут быть расположены на расстоянии друг от друга в направлении продольной оси части 16.1, и они могут быть направлены поочередно в противоположные стороны части 16.1. Длина креплений 25 в виде загибов в направлении продольной оси части 16.1 может составлять, например, 10-100 мм, а расстояние между загибами - 10-100 мм. Крепления 25 в виде загибов могут следовать непосредственно друг за другом или между ними может быть не согнутая защитная область, как в случае, показанном на фиг.3.
Угол загиба относительно основного плоского участка части 16,1 может составлять 90° или даже больше. В этом случае загиб может быть сформирован с использованием острого отворота, когда он образует крючкообразный «захват», которым жестко прикрепляют часть 16,1 к композиционной базовой структуре 15.
Некоторыми примерами крепления могут служить также различные волнообразные формы (например, синусообразные, пилообразные волны или волны с зубом прямоугольной формы). В общем, можно рассматривать конфигурации, которые приводят к отклонению от основной плоской и пластинообразной формы части 16.1, 16.2.
Посредством размещения креплений на части 16.1, 16.2 краевой структуры для прикрепления ее к композиции 15 достигают очень высокой прочности во всех направлениях таким образом, что краевая часть 16.1, 16.2 гарантированно остается закрепленной в композиционной базовой структуре 15. Этим обеспечивают возможность изготовления варианта исполнения, особенно показанного на фиг.2а и 2b. Это важно с точки зрения долговечности ракельных ножей 10, так как ракельные ножи, гибкие в направлении продольной оси, имеют очень большую длину при изготовлении и подвергаются нагрузке в местах использования. Таким образом, нагрузка воздействует на ракельный нож 10 в любом направлении. С помощью композиции 15 и части 16.1, 16.2, прикрепленной к ней, получают ракельный нож 10, обладающий очень большой гибкостью в направлении его продольной оси, а также жесткостью, требующейся в его поперечном направлении, и обе эти характеристики важны для поддержания шаберного контакта по всей длине вала, подвергаемого шабрению.
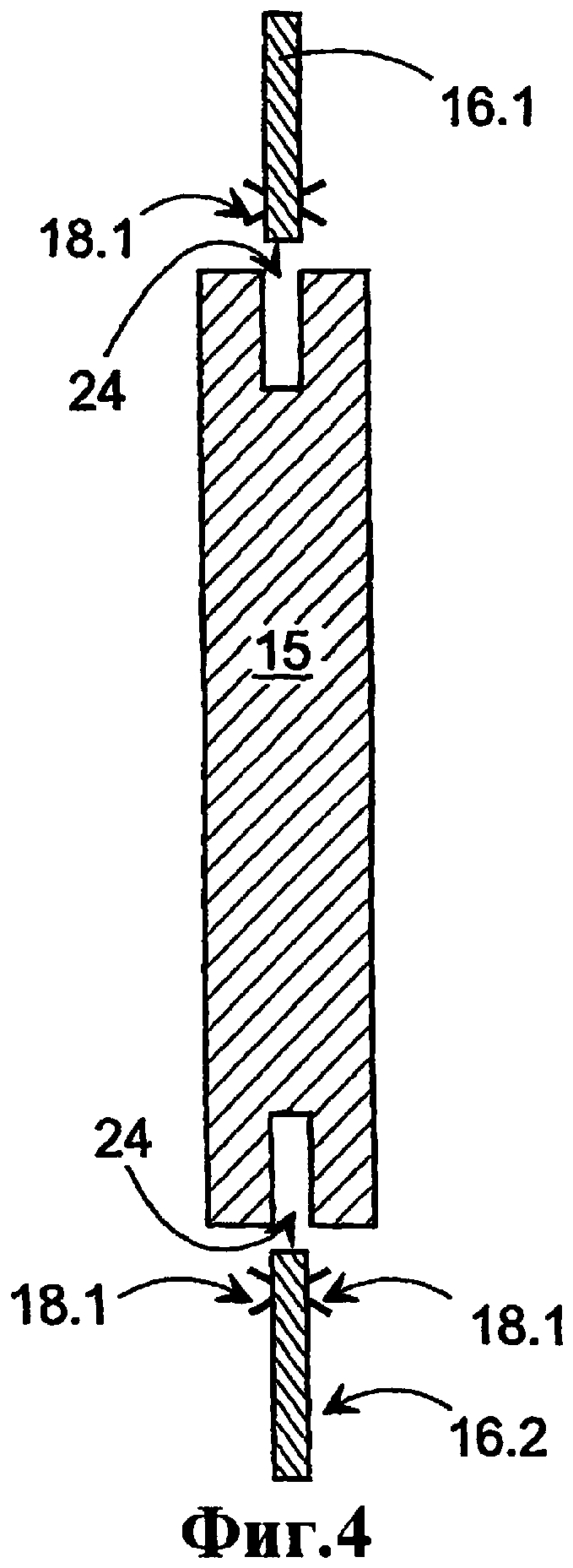
На фиг.4 изображен второй вариант изготовления ракельного ножа 10 согласно изобретению. В этом случае часть 16.1, 16.2 не прикрепляют к базовой структуре 15 в ходе выполнения непрерывного процесса 20 получения одноосноориентированного волокнистого пластика, а вместо этого выполняют последующую операцию. Теперь в процессе 20 получения одноосноориентированного волокнистого пластика изготавливают только непрерывную композиционную базовую структуру 15 с заданной формой профиля, и к этому способу и к этой базовой структуре ракельного ножа 10 также относится настоящее изобретение. Теперь в фильере 14' имеются формы, посредством которых образуют углубление 24 или, в более общем виде, место для краевой части 16.1, 16.2 в базовой структуре 15, в обоих ее краях. Часть 16.1, 16.2 можно закреплять в этом углублении 24 после выполнения процесса 20 получения одноосноориентированного волокнистого пластика.
Закрепление можно осуществлять, например, таким образом, чтобы часть 16.1, 16.2, снабженная креплениями 17.1-17.8, была помещена в канавку 24, сформированную для нее в крае базовой структуры 15, после чего часть 16.1, 16.2 можно использовать как электрическое сопротивление. При пропуске электрического тока через часть 16.1, 16.2 повышается ее температура до рабочей температуры матричного агента. Это понуждает часть 16.1, 16.2 к расплавлению в композиционной базовой структуре 15 и в то же время к образованию прочного крепления при заливке между ними, где крепления 17.1-17.8 служат для упрочнения. В случае использования термопластичного полимера это может быть названо расплавлением, тогда как в случае использования термореактивного полимера это может быть названо проникновением смолы/адгезией к формам части 16.1, 16.2. В любом случае матричный агент 23 композиции расплавляется и принимает форму возможных форм креплений части 16.1, 16.2. После окончания электроплавления матричный агент затвердевает, и в результате часть 16.1, 16.2 оказывается надежно залитой в собственно базовой структуре 15. Такой способ последующего закрепления части 16.1, 16.2 в базовой структуре 15 обладает преимуществом, заключающимся в том, что, среди прочего, исключаются возможные различия в тепловом расширении между базовой структурой 15 и частью 16.1, 16.2, если обе составляющие состоят, например, из композиционного материала. Согласно варианту выполнения обеспечение базовой структуры 15, по меньшей мере, одной областью износа может быть осуществлено уже в процессе 20 получения одноосноориентированного волокнистого пластика (на линии) или только после этого процесса (вне линии). Возможно также приклеивание части 16.1, 16.2 к базовой структуре 15.
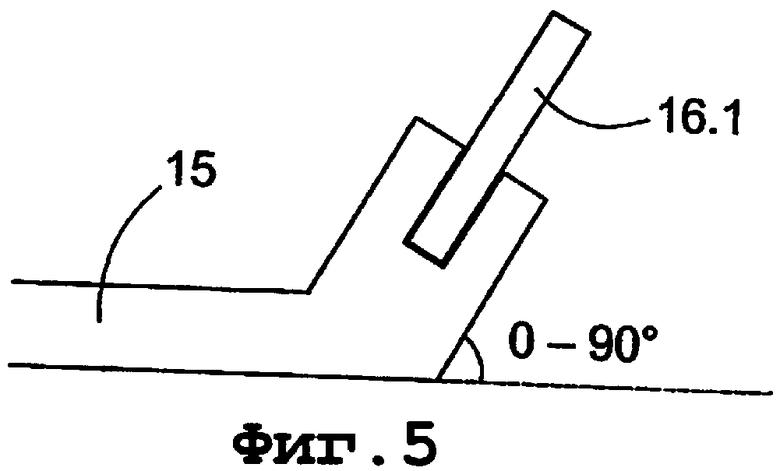
В вариантах выполнения, описанных выше, базовой структуре 15 ракельного ножа 10 придана форма профиля, являющаяся пластинообразной, т.е. по существу без углов. В контексте изобретения термин «профиль приданной формы» понимают очень широко таким образом, что форма базовой структуры 15 может также отличаться от формы плоской пластины по всей ее длине. На фиг.5 изображен второй пример применения композиционной базовой структуры 15, имеющей профиль приданной формы. В ней края базовой структуры 15, от которых выступают краевые части 16.1, 16.2, расположены под выбранным углом относительно плоской пластинообразной центральной части базовой структуры 15. Угол α может составлять, например, 0°-90°. Угол α может быть с одного края базовой структуры 15 или с обоих ее краев. Использование структуры с профилем приданной формы такого вида обеспечивает возможность достижения преимущества, заключающегося, помимо прочего, в возможности управления продвижением полотна.
На фиг.6а и 6b показан еще один вариант выполнения креплений. На фиг.6а показаны расположенные одни против других зубцы 28.1, 28.2 как в краевой структуре 16.1, так и в базовой структуре 15, посредством которых обеспечивают условия, при которых краевая часть 16.1 остается надежно закрепленной в базовой структуре 15 после того, как краевую часть 16.1 вдавили в глубокую канавку 24 базовой структуры 15. На фиг.6а показаны зубцы 28.2 базовой структуры 15, обращенные внутрь канавки 24. На Фиг.6b показаны внутренние формы 28.3 в канавке 24; соответствующие им наружные формы могут быть также выполнены в краевой части. Тип краевой части, показанный, например, на фиг.3, можно также применять в этой базовой структуре.
Можно изготавливать ракельные ножи 10 для нескольких различных рабочих позиций из заготовки 22 ракельного ножа, изготовленной по способу согласно изобретению. Помимо того, что ракельный нож 10 можно использовать в качестве шабера и чистящего ракельного ножа на бумаго- или картоноделательной машине, его можно также использовать в машинах/устройствах для нанесения покрытия, в пресспатах, в печатных машинах, в машинах для производства тонкой (туалетной) бумаги или, в общем, в областях применения, относящихся к формированию полотна, изготовлению бумаги и близких к этому областях и в местах отделки/обработки, где шабрение производят для решения одной или большего числа задач. Ракельный нож 10 можно дополнительно использовать в указанных выше машинах в качестве чистящего ракельного ножа, посредством которого поддерживают работоспособность машины и качество бумаги, и/или как сервисный ракельный нож, где выполняют техническое обслуживание (например, шлифование/полирование) поверхности, подвергаемой шабрению посредством ракельного ножа, для поддержания исходного состояния вала или для достижения такого состояния. В случае использования ракельного ножа в качестве чистящего устройства с поверхности обслуживаемого вала удаляют нежелательные вещества, прилипшие к ней. Кроме того, армированный волокном армированный пластиковый композиционный ракельный нож 10, снабженный краевой частью 16.1, 16.2 согласно изобретению, также пригоден для использования в качестве шабера для передачи бумажного полотна.
Например, обеспечение износостойким лезвием 16.1', 16.2' части 16.1, 16.2 при применении ракельного ножа в устройстве для нанесения покрытия является очень важной задачей. Даже небольшой износ лезвия 16.1', 16.2', в результате которого изменяется угол контакта между ракельным ножом 10 и поверхностью, подвергаемой шабрению, сразу же влияет на количество кроющего вещества, остающегося на поверхности. Поверхностью может быть, например, поверхность вала для нанесения покрытия или поверхность полотна, на которое наносят покрытие, в зависимости от способа нанесения покрытия. Это, в свою очередь, оказывает непосредственное влияние на качество бумаги, на которую наносят покрытие. Согласно известным технологиям ракельные ножи требовалось заменять в устройствах для нанесения покрытия с интервалами всего в несколько часов. Таким образом, благодаря изнашиваемой поверхности, которую постоянно создают в области износа части 16.1, 16.2, увеличивают полезное рабочее время ракельного ножа 10, так как при ее использовании можно поддерживать возможно более постоянным количество кроющего вещества на валу/полотне в течение продолжительного периода времени.
В самом простом случае ракельный нож 10 можно отделять от заготовки 22 ракельного ножа с бобины 27 путем отрезания отрезка установленной длины. В этом случае краевая часть 16.1, 16.2 состоит из двух изнашиваемых краев 16.1', 16.2' ракельного ножа 10, что обеспечивает возможность его использования в качестве ракельного ножа, который можно переворачивать. После полного износа одного края 16.1' ракельного ножа 10, его можно переворачивать другой стороной и использовать другой край 16.2'. После износа обоих краев 16.1', 16.2' ракельный нож 10 можно неожиданно разделить посередине вдоль его продольной оси (показана штрихпунктирной линией на Фиг.2а). При этом получают еще два одинаковых ракельных ножа, сторона разделения которого, т.е. сторона композиционной базовой структуры 15 ракельного ножа 10, составляет рабочую область, предназначенную для ее использования в качестве изнашиваемой части ракельного ножа. Такой ракельный нож можно использовать в качестве обычного шабера, например, в некоторой «мягкой» позиции вала, где обычно предпочтительны высокоточные композиционные ракельные ножи.
Использованием краевой части 16.1, 16.2, выступающей наружу от края композиции 15, в свою очередь, достигают уменьшения износа композиционной базовой структуры 15. Обычно также краевая часть 16.1, 16.2 обладает большей износостойкостью, чем композиционная базовая структура 15.
Согласно второму варианту выполнения ракельный нож 10 может быть уже непосредственно разделен вдоль штрихпунктирной линии, показанной на фиг.2а и 2b, после отделения от заготовки 22 ракельного ножа. Разделение можно производить таким образом, чтобы создавать рабочее лезвие желаемого вида. Таким образом, непосредственно с самого начала можно получать два одинаковых ракельных ножа, снабженных двумя различными видами рабочих областей. Одна рабочая область будет теперь содержать полосу, тогда как другая рабочая область будет состоять из базовой структуры 15. Возможные области применения ракельного ножа 10 неожиданно различные.
Удерживающие элементы и/или формы (не показаны), остающиеся в зазоре держателя ракельного ножа, с помощью которых предотвращают выпадение ракельного ножа 10 из держателя, могут быть выполнены способами, известными как таковые, с противоположных краев рабочего лезвия 16.1', 16.2' ракельного ножа, в любое время, в базовой структуре 15 и/или в краевой части 16.1, 16.2.
Следует иметь в виду, что приведенное выше описание и соответствующие чертежи предназначены только для иллюстрации настоящего изобретения. Изобретение, таким образом, никоим образом не ограничено только вариантами выполнения, раскрытыми или продекларированными в Формуле изобретения, и для специалиста в данной области очевидна возможность выполнения множества различных вариантов выполнения и приспособления изобретения в пределах объема идеи изобретения, определенной в прилагаемой Формуле изобретения.




Группа изобретений относится к ракельному ножу, способу его изготовления, а также к композиционной базовой структуре ракельного ножа и способу ее изготовления. Способ изготовления ракельного ножа заключается в том, что, по меньшей мере, композиционную базовую структуру ракельного ножа изготавливают с использованием процесса получения одноосноориентированного волокнистого пластика посредством протяжки волокна, по меньшей мере, через стадию импрегнирования и стадию отверждения. При этом базовую структуру снабжают, по меньшей мере, одной областью износа, и ракельный нож отделяют от заготовки ракельного ножа, образованной из базовой структуры и области износа. Область износа формируют из части краевой структуры, выступающей наружу из края базовой структуры, причем часть краевой структуры прикрепляют к базовой структуре в ходе выполнения процесса получения одноосноориентированного волокнистого пластика. Часть краевой структуры для изготовления ракельного ножа содержит крепления для обеспечения соединения между частью краевой структуры и базовой структурой ракельного ножа. Способ изготовления композиционной базовой структуры ракельного ножа заключается в том, что в базовой структуре ракельного ножа создают, по меньшей мере, одну область износа. Причем базовую структуру ракельного ножа изготавливают в ходе выполнения процесса получения одноосноориентированного волокнистого пластика путем протягивания волокон, по меньшей мере, через стадию импрегнирования и стадию отверждения. На стадии отверждения в краях базовой структуры образуют место для части краевой структуры, выступающей наружу от базовой структуры, которая составляет область износа в ракельном ноже. Достигаемый при этом технический результат заключается в получении ракельного ножа с разными типами изнашиваемых краев. 5 н. и 6 з.п. ф-лы, 16 ил.
1. Способ изготовления ракельного ножа (10), в котором
по меньшей мере, композиционную базовую структуру (15) ракельного ножа (10) изготавливают с использованием процесса (20) получения одноосноориентированного волокнистого пластика посредством протяжки волокна (11), по меньшей мере, через стадию импрегнирования (12) и стадию отверждения (14);
базовую структуру (15) снабжают, по меньшей мере, одной областью износа (16.1, 16.2); и
ракельный нож (10) отделяют от заготовки (22) ракельного ножа, образованной из базовой структуры (15) и области износа (16.1, 16.2);
отличающийся тем, что область износа формируют из части (16.1, 16.2) краевой структуры, выступающей наружу из края базовой структуры (15), при этом часть (16.1, 16.2) краевой структуры прикрепляют к базовой структуре (15) в ходе выполнения процесса (20) получения одноосно-ориентированного волокнистого пластика.
2. Способ по п.1, отличающийся тем, что часть (16.1, 16.2) краевой структуры прикрепляют к обоим краям базовой структуры (15) и протягивание волокон (11) в процессе (20) получения одноосно-ориентированного волокнистого пластика выполняют со стороны частей (16.1, 16.2) краевых структур.
3. Способ по п.1, отличающийся тем, что крепления (17.1-17.8, 25) выполняют в частях (16.1, 16.2) краевых структур для обеспечения соединения между частями (16.1, 16.2) краевых структур и базовой структурой (15).
4. Способ по п.3, отличающийся тем, что из креплений (17.1-17.8) формируют группы (18.1), при этом из креплений, принадлежащих группе, формируют симметричный рисунок для увеличения прочности соединения между частью (16.1, 16.2) краевой структуры и базовой структурой (15).
5. Ракельный нож (10), выполненный из композиционной базовой структуры (15), к которой присоединена, по меньшей мере, одна область износа (16.1, 16.2), в котором, по меньшей мере, его базовая структура (15) изготовлена в ходе выполнения процесса (20) получения одноосно-ориентированного волокнистого пластика, в котором волокна (11) проводят через, по меньшей мере, стадию импрегнирования (12) и стадию отверждения (14), отличающийся тем, что область износа выполнена таким образом, чтобы была сформирована часть (16.1, 16.2) краевой структуры, выступающая наружу от края базовой структуры (15).
6. Ракельный нож (10) по п.5, отличающийся тем, что часть (16.1, 16.2) краевой структуры присоединена к обоим краям базовой структуры (15).
7. Ракельный нож (10) по п.5 или 6, отличающийся тем, что крепления (17.1-17.8, 25) выполнены в частях (16.1, 16.2) краевых структур для обеспечения соединения между частями (16.1, 16.2) краевых структур и базовой структурой (15).
8. Ракельный нож (10) по п.5, отличающийся тем, что крепления (17.1-17.8) сформированы в группы (18.1), причем крепления (17.1-17.8) этих групп (18.1) выполнены в виде симметричного рисунка для увеличения прочности соединения между частью (16.1, 16.2) краевой структуры и базовой структурой (15).
9. Часть (16.1, 16.2) краевой структуры для изготовления ракельного ножа (10), изготовленная согласно способу по любому из пп.1-4, отличающаяся тем, что крепления (17.1-17.8, 25) расположены в части (16.1, 16.2) краевой структуры для обеспечения соединения между частью (16.1, 16.2) краевой структуры и базовой структурой (15) ракельного ножа (10).
10. Способ изготовления композиционной базовой структуры (15) ракельного ножа (10), в котором в базовой структуре (15) ракельного ножа (10) создают, по меньшей мере, одну область износа (16.1, 16.2), причем базовую структуру (15) ракельного ножа (10) изготавливают в ходе выполнения процесса (20) получения одноосно-ориентированного волокнистого пластика путем протягивания волокон (11), по меньшей мере, через стадию импрегнирования (12) и стадию отверждения (14), отличающийся тем, что на стадии отверждения (14) в краях базовой структуры (15) образуют место (24) для части (16.1, 16.2) краевой структуры, выступающей наружу от базовой структуры (15), которая составляет область износа (16.1, 16.2) в ракельном ноже (10).
11. Композиционная базовая структура (15) ракельного ножа (10), к которой присоединена, по меньшей мере, одна область износа (16.1, 16.2), отличающаяся тем, что в краю базовой структуры (15) выполнено место (24) для части (16.1, 16.2) краевой структуры, выступающей наружу от базовой структуры (15), и выполнено для образования области износа (16.1, 16.2) в ракельном ноже (10).
| ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ ПЛАСТИЧНОСТИ ГЛИНЫ И ИНЫХ ПОДОБНЫХ МАТЕРИАЛОВ | 1927 |
|
SU5998A1 |
| СПОСОБ ПОЛУЧЕНИЯ БЕНЗИЛОВОГО СПИРТА | 0 |
|
SU235002A1 |
| Способ прокатки непрерывной полосы для изготовления сварных труб | 1982 |
|
SU1123751A1 |
| JP 2003089993 A, 28.03.2003. | |||

