Изобретение относится к области станкостроения и может быть использовано при расточке отверстий
Цель изобретения - повышение точности обработки за счет повышения жесткости борштанги.
Изобретение поясняется чертежом.
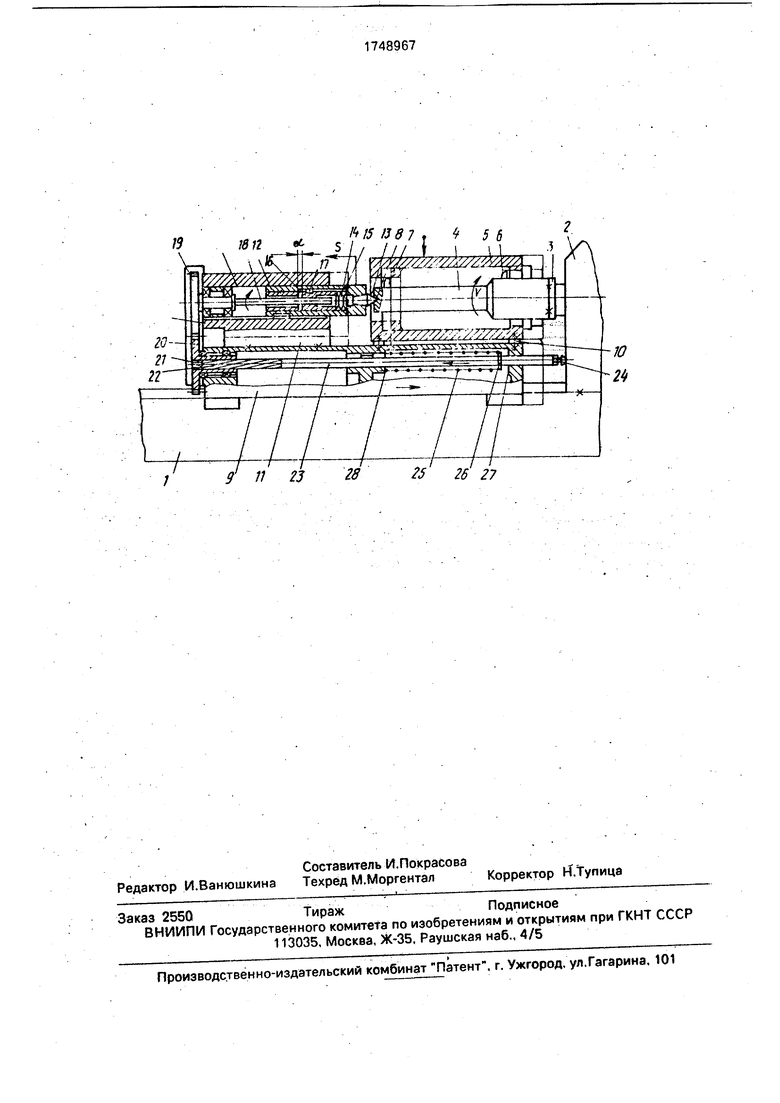
Станок состоит из станины 1, неподвижной шпиндельной бабки 2 со шпинделем 3, на торце которого закреплена консольная борштанга 4, соразмерная по длине с деталью 5, с расточными резц.чми 6 и 7 и коническим отверстием 8. подвижного по станине 1 стола 9 с закрепленными на нем на подставках 10 деталью 5 и задней опорой для борштанги.
Опора состоит из корпуса 11, в расточке которого установлена пиноль 12 с центром 13 для взаимодействия с коническим отверстием 8 борштанги 4. Пиноль 12 подпружинена тарельчатыми пружинами 14, установленными между дном отверстия 15
пиноли и торцом гайки 16, которая установлена в отверстии 15 пинсли на подвижной шпонке 17 Гайка 16 насажена по резьбе на винте 18, заканчивающимся шестерней 19, сцепленной с шестерней 20, в отверстии которой выполнены изогнутые в продольном направлении шлицевые пазы 21, кон тактирующие с такими же шлицами 22, выполненными на одном из концов штанги 23 в направлении, противоположном направлению резьбы на винте 18 опоры для синхронного перемещения в противоположных направлениях пиноли 12 и стола 9. Штанга 23 размещена в столе 9, заканчивается регулируемым наконечником 24 для периодического контактирования с шпиндельной бабкой 2. Для возврата штанги 23 и пиноли 12 в исходное положение она снабжена пружиной 25, размещенной между буртом 26 штанги 23, который периодически контактирует с упорами 27 и 28 выполненными на столе 9.
г
Ё
2
СО
ю о
VI
Станок работает следующим образом.
Для установки детали 5 подвижный стол 9 от своего привода (не показан) смещается влево до такого положения, когда торец борштанги 4 не будет препятствовать установке детали 5 на подставках 10. Затем деталь 5 зажимается на столе 9. Это положение столч 9 считается исходным. В начале движения к исходному положению стола в направлении от шпиндельной бабки 2, когда наконечник 24 начнет отходить от последней, пружина 25 начнет перемещать штангу 23 вправо, при этом за счет шлицев 22 штанги и шлицевых пазов 21 шестерня 20 будет поворачиваться, а от нее через шестерню 19 будет поворачиваться винт 18, самотормозящий, который через гайку 16 и пружину 14 переместит вправо пиноль 12 до исчезновения зазора а.
Пружина 14 предназначена для сглаживания неточности настройки регулировки наконечника 24 до начала движения пиноли 12 (при работе) влево, когда она коснется центром 13 отверстия 8 борштанги 4. Этим самым достигается натяг между указанными элементами, необходимый для надежной безэазорной поддержки борштанги 4 при обработке левого отверстия. Начинается растачивание детали с правого большого отверстия Для этого стол 9 движется на рабочей подаче S вправо в направлении к шпиндельной бабке 2, шпиндель 3 и борш- 4 которой быстро вращаются. Обработка этого отверстия производится без поддержки конца борштанги 4, так как для этого нет необходимости потому, что резец 6 стоит у корня борштанги, и соотношение расстояния отрезка до торца шпинделя 3 соизмеримо с диаметром борштанги а этом месте. После выхода резца 6 из этого отверстия стол продолжает свое движение на рабочей подаче в этом же направлении и центр 13 (он может быть выполнен вращающимся) пинолм 12 начинает контакт с отверстием 8 борштанги, сжимая тарельчатые
пружины 14, упирающиеся в торец гайки 16, которая неподвижна относительно винта 18 за счет самоторможения резьбы, образуя зазор а. Как только будет достигнут ходом
стола 9 необходимый натяг в соединении центра 13 и отверстия 8 борштанги 4, настраиваемый- наконечником 24, который упирается в шпиндельную бабку, штанга 23 перемещается влево относительно стола 9,
сжимая пружину 25. От этого перемещения за счет шлицев 22 и таких Же пазов 21 через шестерни 20 и 19, винт 18 и гайку 16 пиноль 12с центром 13 начнет отходить влево, противоположно подаче стола, сохраняя прежний натяг в соединении центра 13 с борштангой 4. Тем самым поддерживается конец борштанги 4 на всем протяжении растачивания резцом 7 левого малого отверстия детали
Формула изобретения
Расточной станок для обработки отверстий в корпусных деталях, содержащий шпиндельную бабку, шпиндель которой несет борштангу, и установленный с возможностью перемещения по станине стол с задней опорой для борштанги, отличающийся тем, что, с целью повышения точности обработки за счет повышения жесткости борштанги1, опора выполнена в виде
подпружиненной пиноли с центром, предназначенным для взаимодействия с коническим отверстием, выполненным в борштанге, и связанной с ней винтовой пары, при этом станок снабжен подпружиненной штангой, установленной в столе с возможностью взаимодействия одним концом с шпиндельной бабкой, и парой шестерен, соединяющей винт опоры с штангой посредством шлицевого соединения с изогнутыми в продольном направлении шлицами, элементы кбторого выполнены на втором конце штанги и внутри одной из шестерен, причем направление шлицев штанги противоположно направлению резьбы
винта.
ftf/m. 5fi 5 I III t
25 26 27
| название | год | авторы | номер документа |
|---|---|---|---|
| Силовая головка | 1990 |
|
SU1756030A1 |
| Шпиндельный узел расточного станка | 1984 |
|
SU1234062A1 |
| Шпиндельное устройство | 1982 |
|
SU1098679A1 |
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |
| Шпиндельное устройство | 1982 |
|
SU1084117A1 |
| Станок для обработки отверстий | 1988 |
|
SU1722700A1 |
| Шпиндельный узел расточного станка | 1978 |
|
SU695068A1 |
| МОБИЛЬНЫЙ РАСТОЧНО-НАПЛАВОЧНЫЙ КОМПЛЕКС | 2009 |
|
RU2421303C2 |
| Продольно-строгально-фрезерный станок | 1991 |
|
SU1797526A3 |
Использование область станкостроения, в частности расточка отверстий при повышенной жесткости борштанги. Сущность изобретения: при обработке отверстия стол 9 совершает рабочую подачу, при этом пиноль 12 опоры своим центром 13 начинает контактировать с отверстием 8 борштанги 4 до достижения необходимого натяга в этом соединении, после чего наконечник 24 штанги 23 начинает перемещать ее влево от стола 9, сжимая пружину 25. Вследствие этого за счет взаимодействия шлицев 22 штанги 23 с шлицевыми пазами 21 шестерни 20 начинает поворачиваться винт 18, и пиноль 12 будет отходить влево противоположно подаче стола, сохраняя прежний натяг в соединении центра 13 с борштангой 4, т.е. поддерживается конец борштанги 4 на всем протяжении растачивания 1 ил
| Алмазно-расточной станок | 1972 |
|
SU452439A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
