Изобретение относится к области производства сборного железобетона методом гидропрессования и может быть использовано в частности: при изготовлении блоков и тюбингов круговой обделки тоннелей, шахт и других специальных сооружений из железобетона.
Известна установка (А.С. 1778002) для изготовления железобетонных изделий методом прессования, содержащая силовую раму с домкратами, бортоснастку с криволинейным металлическим поддоном и полой металлической крышкой также криволинейного очертания с отверстием для подачи бетона.
Недостатки данного устройства:
1. При освобождении готового изделия от прессующего давления не происходит образование зазора между изделием и элементами пресс-формы. Поэтому для распалубки предусматривается создание усилия выталкивания посредством закачки жидкости между мембраной и поддоном. Это усложняет процесс распалубки и повышает трудозатраты.
2. После изготовления изделия оно не имеет монтажных петель, что усложняет погрузку и разгрузку изделия, а также его монтаж в тоннельную обделку.
3. Изготовленная конструкция не имеет деталей для крепления между собой в тоннельной обделке.
4. Удаление отжимаемой влаги из прессуемой бетонной смеси осуществляется через зазоры между контактами металлических частей бортоснастки, не обеспечивая равномерное и равнозначное удаление излишней воды из разноудаленных участков изделия. Кроме того, межконтактные зазоры деталей пресс-формы будут пропускать цементное тесто и цементное молоко, что также понизит качество изделия.
5. Заполнение бетоном пресс-формы осуществляется через загрузочное отверстие в крышке, закрываемой заглушкой. Это усложняет контроль за заполнением пресс-формы и повышает трудозатраты при изготовлении изделия.
Известна также пресс-форма для изготовления бетонных и железобетонных изделий (А.С. РФ №1821372), содержащая силовой контур, выполненный в виде силовой рамы, соединенной посредством накидных болтов с траверсой, пуансоном и неподвижными и подвижными бортами, имеющими замкнутые полые объемы, заполняемые теплоносителем. Внутри силовой рамы расположена разборная бортоснастка.
Недостатки данного устройства:
1. Передача давления на бетонную смесь со стороны наибольшей боковой поверхности изделия посредством съемного прессующего органа или стационарно установленного пресса. Это требует больших усилий на бетонную смесь, что приводит к большим затратам энергоресурсов и к большим затратам на создание пресс-формы (по материалу и трудозатратам).
2. Бортоснастка выполняется разъемной внутри силовой рамы и состоит из поддона, пуансона, подвижных и неподвижных бортов с фиксацией их с помощью клиновых элементов. Это приводит к значительным трудозатратам при сборки пресс-формы до бетонирования и распалубке изделия после изготовления.
3. Заполнение бетоном пресс-формы осуществляется через загрузочные отверстия в пуансоне и траверсе, закрываемые заглушками. Это усложняет контроль за заполнением пресс-формы и повышает трудозатраты при изготовлении изделия.
4. Выемка изделия осуществляется за счет вертикального перемещения толкателей, проходящих через отверстия поддона. Это усложняет технологический процесс, т.к. не обеспечивает полную выемку изделия и требует специальных устройств для перемещения изделия к месту складирования.
5. Удаление отжимаемой влаги из прессуемой бетонной смеси осуществляется только в местах контакта металлических частей бортоснастки, не обеспечивая равномерное и равнозначное удаление излишней воды из разных участков изделия, что снижает качество изделия.
6. Через металлические контакты бортоснастки, не имеющей уплотнений, будет вместе с водой удаляться и цементный раствор, снижая качество изделия.
Наиболее близкой к предлагаемому изобретению является пресс-форма для изготовления бетонных и железобетонных криволинейных элементов (А.С. №1433805), содержащая силовой контур, съемный формообразующий вкладыш с вертикальными съемными стенками и перфорированным поддоном, образующими полость для заполнения бетоном, пуансон из сплошного металлического листа, камеры гидростатического прессования, перфорированную заглушку.
Однако:
1. Формообразующий вкладыш вместе с вертикальными стенками, извлекаемый вместе с готовым изделием, необходимо освобождать от вертикальных стенок, соединенных с ним болтами. Это приводит к увеличенным трудозатратам при изготовлении изделий, требует более мощное крановое оборудование, чем извлечение только изделия, и значительно увеличивает материалоемкость пресс-формы.
2. Применение четырех раздельных гидростатических камер усложняет конструкцию пресс-формы и создает необходимость контролировать давление прессующей жидкости в каждой камере при изготовлении изделия.
3. Удаление отжимаемой влаги из прессуемой бетонной смеси осуществляется через отверстия в поддоне вкладыша, в перфорированной заглушке и через зазоры между контактами металлических частей бортоснастки, не обеспечивая равномерное и равнозначное удаление излишней воды из разноудаленных участков изделия. Это снижает качество изделия, а отверстия в поддоне и заглушке требуют постоянной очистки, что повышает трудоемкость технологического процесса. Кроме того, отверстия в поддоне и заглушке вместе с межконтактными зазорами деталей будут пропускать цементное тесто и цементное молоко, что также понизит качество изделия.
4. После извлечения изделия из пресс-формы оно не имеет монтажных петель, что усложняет погрузку и разгрузку изделия, а также его монтаж в тоннельную обделку.
5. Изготовленная конструкция не имеет деталей для крепления между собой в тоннельной обделке.
Задача настоящего изобретения заключается в снижении материалоемкости пресс-формы, повышении качества изделия, снижения трудозатрат при изготовлении изделий и самой пресс-формы.
Технический результат заключается в реализации данной задачи.
Поставленная задача достигается тем, что пресс-форма для изготовления бетонных и железобетонных конструкций содержит силовую раму, камеру гидростатического прессования, пуансон, состоящий из замкнутых металлических профилей, разделенных эластичными фильтрами и стянутых между собой болтами, траверсу с формообразующими вкладышами для монтажных петель, поддон и эластичные прокладки.
Новым является то, что
1. Силовая рама выполнена не только как воспринимающая усилия прессования, но и выполняющая роль опалубки изделия. Это позволяет значительно облегчить и упростить конструкцию пресс-формы, в результате автоматически образуемого зазора между изделием и силовой рамой;
2. Пуансон, передающий усилия прессования на бетонную смесь от камеры гидростатического прессования, выполняется из полых металлических профилей, объединенных между собой сжатыми болтами, проходящими через эластичные фильтры. Это позволяет повысить качество изделия в результате более равномерного отвода отжимаемой влаги за счет частого расположения эластичных фильтров, предотвратить утечку цементного теста и цементного молока и создать автоматически зазор между изделием и силовой рамой после сброса опрессовочного давления;
3. Траверса снабжается эластичными подушками, позволяющими осуществить установку монтажных петель в изделии;
4. Эластичная прокладка на поддоне позволяет после сброса опрессовочного давления получить дополнительный зазор между изделием и силовой рамой;
5. Пресс-форма снабжена лишь одной камерой гидростатического прессования. Это исключает риск получения бракованного изделия из-за неравномерного давления на бетонную смесь в случае закупорки подводящего трубопровода к одной из камер или утечки жидкости в одной из камер.
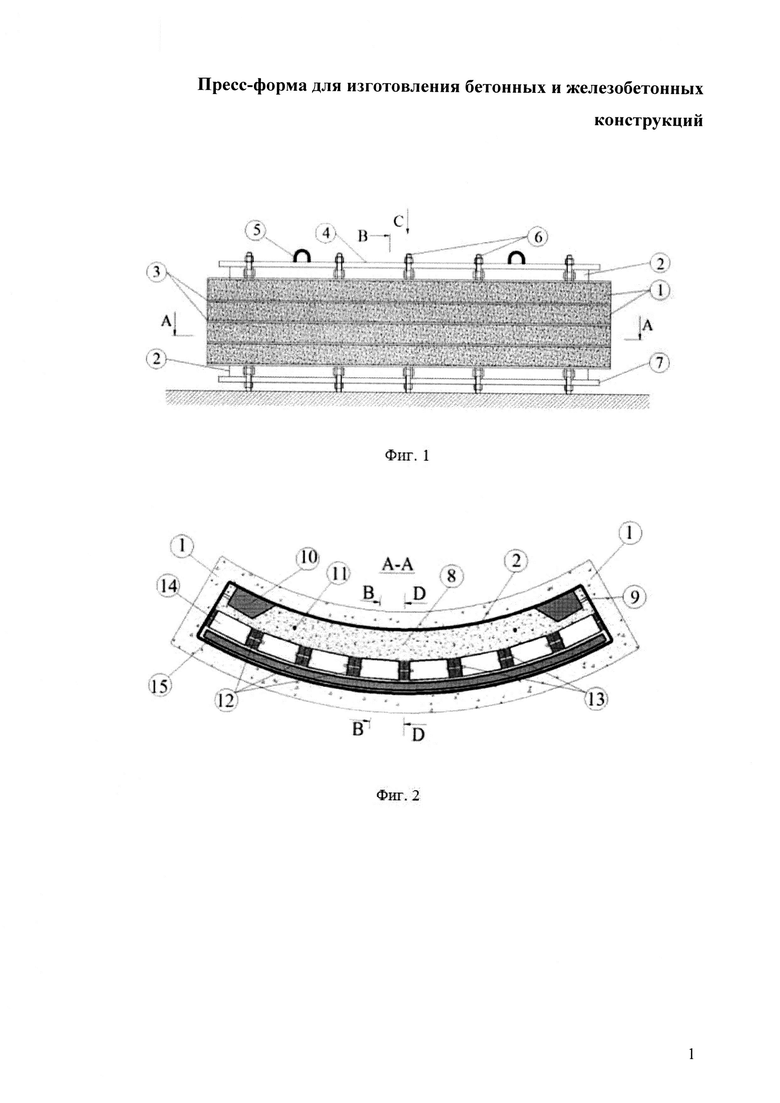
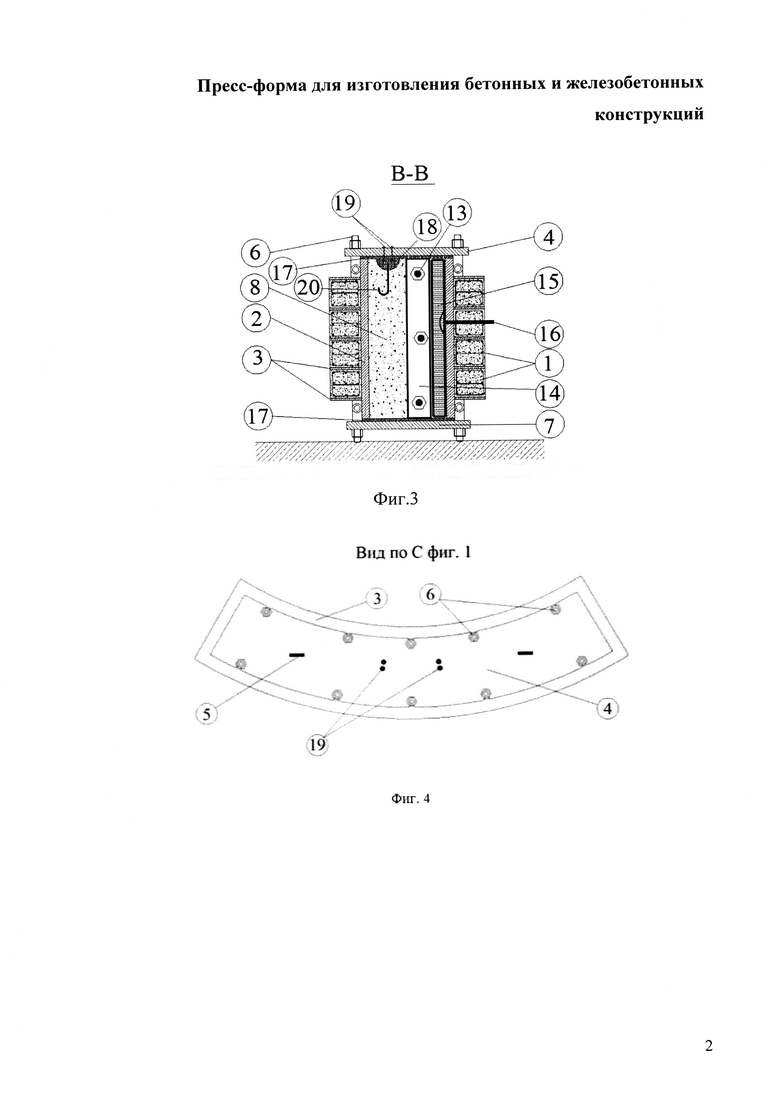
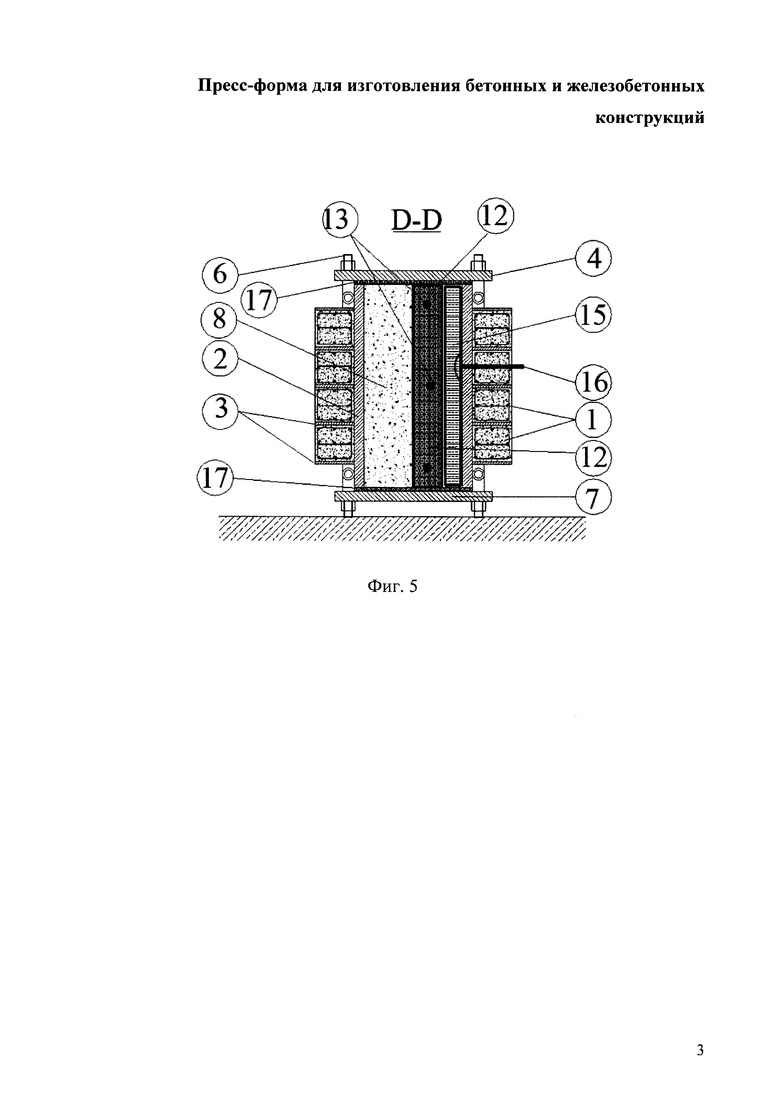
Предлагаемое изобретение поясняется чертежами: Фиг. 1 - представлен вид сбоку, Фиг. 2 - представлено сечение А-А, Фиг. 3 - представлено сечение В-В, Фиг. 4 - представлен вид сверху пресс-формы - вид С, Фиг. 5 - представлено сечение D-D,
Позициями на чертежах обозначены: 1 - железобетонное усиление силовой рамы, 2 - металлический короб силовой рамы, 3 - металлические ребра жесткости силовой рамы, 4 - траверса (съемная крышка), 5 - монтажные петли траверсы, 6 - накидные болты, 7 - поддон; 8 – изделие, выполняемое в пресс-форме (тюбинг), 9 - отверстия для поперечного скрепления тюбингов, 10 - эластичные подушки для установки монтажных петель в изделии, 11 - отверстия для продольного скрепления тюбингов, 12 - эластичные фильтры, 13 - болтовое соединение, 14 - замкнутые металлические профили пуансона, 15 - камера гидростатического прессования, 16 - штуцер для подачи прессующей жидкости, 17 - эластичные прокладки, 18 - эластичная подушка для установки монтажных петель в изделие, 19 - крепление эластичной подушки, 20 - монтажная петля для изделия.
Пресс-форма для изготовления бетонных и железобетонных конструкций (фиг. 1) содержит силовую раму, выполненную в виде неразъемной опалубки и состоящую из железобетонных элементов усиления 1, металлического короба 2, металлических ребер жесткости 3; траверсу 4 с монтажными петлями 5 и накидными болтами 6, перфорированный поддон 7, расположенный под силовой рамой; пуансон, состоящий из эластичных фильтров 12, болтовых соединений 13 и замкнутых металлических профилей 14, камеры гидростатического прессования 15, штуцер для подачи прессующей жидкости 16, эластичные прокладки 17 для герметизации зазоров металлический частей, эластичные подушки 18 с креплениями 19 для установки монтажных петель в изделиях.
Между металлическими ребрами жесткости 3, приваренными к металлическому коробу 2, установлены железобетонные элементы усиления 1. Внутри неразъемного металлического короба 2 установлена камера гидростатического прессования 15 со штуцером для подачи прессующей жидкости 16. Камера гидростатического прессования 15 примыкает к замкнутым металлическим профилям 14, соединенным между собой болтовыми соединениями 13 через эластичные прокладки 17. Замкнутые металлические профили 14 и внутренняя выпуклая поверхность металлического короба 2 образуют полость для укладки бетона и закладных деталей изделия (тюбинга) 8, имеющих отверстия для продольного скрепления 11. Траверса 4, объединенная с эластичными подушками 10 и вставленными в них монтажными петлями изделия 8 посредством креплений 19, закреплена на пресс - форме посредством накидных болтов 6, соединенных с поддоном 7, отделенным от металлического короба 2 эластичной прокладкой 17. Монтажные петли траверсы 5 приварены к траверсе 4 с внешней стороны. Также конструкция снабжена съемными эластичными вкладышами с образованием полостей для установки болтов в отверстия для поперечного скрепления тюбингов 9.
Устройство работает следующим образом.
Металлический короб силовой рамы 1 и поддон 7 образуют опалубочную полость. После заполнения этой полости бетонной смесью и предварительной ее вибрации (если требуется по технологии) металлический короб силовой рамы закрывают траверсой 4, снабженной монтажными петлями 20, вставленными в зазор эластичных подушек 10 и утапливаемыми в бетонную смесь изделия 8. После закрепления траверсы 4 накидными болтами 6 в камеру гидростатического прессования 15 через штуцер 16 подают жидкость под необходимым для технологического процесса давлением. Давление в камере гидростатического прессования передается на пуансон, состоящий из замкнутых металлических профилей 14, эластичных фильтров 12, болтовых соединений 13, который прессует бетонную смесь, устраняя в ней дефекты в виде пустот и отжимая излишнюю воду. Отжимаемая вода выходит через эластичные фильтры 12, попадая в отверстия замкнутых профилей 14 непосредственно под фильтрами, и отводится наружу через отверстия в поддоне под металлическими замкнутыми профилями. В случае необходимости тепловой обработки металлические замкнутые профили 14 используют для подачи теплоносителя в пресс-форму.
Давление в камере гидростатического прессования контролируют установленным на трубопроводах перед штуцером 16 стандартным манометром и при необходимости поддерживают стандартными гидронасосом. При перекрытии краном гидросистемы давление поддерживают за счет упругих свойств эластичных элементов 12, 15, 17, 18.
После набора необходимой прочности изделием давление в камере гидростатического прессования 15 сбрасывается, и пуансон под действием упругости фильтров 12, возвращается в исходное положение, образуя зазор между изделием 8 и пуансоном. Траверсу 4 освобождают от накидных болтов 6 и снимают с пресс-формы. Снятые вместе с траверсой 4 эластичные подушки 18 открывают образовавшиеся полости в изделии 8, в которых остались монтажные петли 20. Выемку готового изделия осуществляют за монтажные петли 20.
Задача снижения металлоемкости предлагаемой пресс-формы решается в результате выполнения силовой рамы неразъемной конструкции, воспринимающей наибольшие усилия от боковых граней изделия благоприятной с точки зрения строительной механики статически неопределимой формой, и выполнения силовой рамой роли опалубки, а также в результате выполнения неразборного пуансона и использованием только одной камеры гидростатического прессования.
Задача снижения трудозатрат предлагаемой пресс-формы решается благодаря упрощению технологического процесса изготовления изделия, снижением времени на извлечение готового изделия без разборки основной части опалубки, в результате автоматически образуемого зазора, между элементами опалубки и изделием и установкой в изделии монтажных петель, снижением затрат на снятие траверсы и упрощением самой конструкции пресс-формы.
Задача повышения качества изделия решается путем сокращения путей вывода излишней воды из смеси, получения изделия более высокой прочности и более однородной структуры.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления железобетонных изделий методом прессования | 1989 |
|
SU1778002A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И МЕХАНИЗМ БОКОВОГО ОБЖАТИЯ | 2004 |
|
RU2274547C2 |
| Пресс-форма для изготовления бетонных и железобетонных изделий | 1991 |
|
SU1821372A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2017609C1 |
| Пресс-форма для изготовления бетонных и железобетонных криволинейных элементов | 1986 |
|
SU1433805A1 |
| Установка для изготовления бетонных и железобетонных изделий | 1990 |
|
SU1756155A1 |
| Форма для изготовления железобетонных блоков тоннельной обделки | 1978 |
|
SU963867A1 |
| Способ изготовления изделий под давлением из высокопрочного фибробетона | 2016 |
|
RU2641363C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ БЕТОННОЙ СМЕСИ | 2004 |
|
RU2274545C1 |
| Машина для заделки отверстий в торце многопустотной железобетонной панели | 1978 |
|
SU990531A1 |
Изобретение относится к области производства сборного железобетона методом гидропрессования и может быть использовано в частности: при изготовлении блоков и тюбингов круговой обделки тоннелей, шахт и других специальных сооружений из железобетона. Пресс-форма содержит силовую раму с образованной рабочей полостью, камеру гидростатического прессования, расположенную между пуансоном и силовой рамой, и перфорированный поддон, расположенный под силовой рамой, соединенный болтами с траверсой, расположенной над силовой камерой. При этом силовая рама выполнена как неразъемная опалубка с пуансоном. Пуансон состоит из часто расположенных замкнутых металлических профилей, объединенных между собой сжатыми болтами эластичными фильтрами. Техническим результатом является снижение материалоемкости пресс-формы, повышение качества изделия и снижение трудозатрат при изготовлении изделий и самой пресс-формы, заключается в реализации данной задачи. 4 з.п. ф-лы, 5 ил.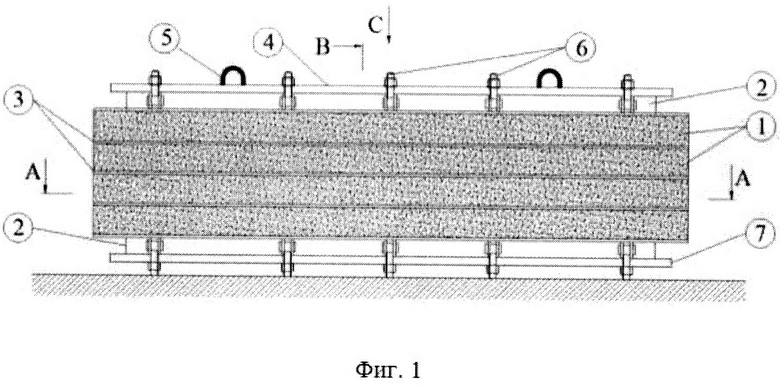
1. Пресс-форма для изготовления бетонных и железобетонных конструкций, содержащая силовую раму с образованной рабочей полостью, камеру гидростатического прессования, расположенную между пуансоном и силовой рамой, перфорированный поддон, расположенный под силовой рамой, соединенный болтами с траверсой, расположенной над силовой камерой, отличающаяся тем, что силовая рама выполнена как неразъемная опалубка с пуансоном; пуансон состоит из часто расположенных замкнутых металлических профилей, объединенных между собой сжатыми болтами эластичными фильтрами.
2. Пресс-форма по п. 1, отличающаяся тем, что траверса снабжена эластичными подушками для установки монтажных петель.
3. Пресс-форма по п. 1, отличающаяся тем, что содержит эластичную прокладку, уложенную на поддон с созданием зазора между силовой рамой и изделием.
4. Пресс-форма по п. 1, отличающаяся тем, что снабжена только одной камерой гидростатического прессования.
5. Пресс-форма по п. 1, отличающаяся тем, что снабжена эластичными вкладышами с образованием полостей для установки болтов скрепления тюбингов.
| Пресс-форма для изготовления бетонных и железобетонных криволинейных элементов | 1986 |
|
SU1433805A1 |
| Установка для группового изготовления сжатых железобетонных призматических элементов | 1983 |
|
SU1094742A1 |
| Пресс-форма для изготовления бетонных и железобетонных изделий | 1991 |
|
SU1821372A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И МЕХАНИЗМ БОКОВОГО ОБЖАТИЯ | 2004 |
|
RU2274547C2 |
| СПОСОБ ВОЗВЕДЕНИЯ МОНОЛИТНОГО ЗДАНИЯ И ПОДВИЖНАЯ ОПАЛУБКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2078884C1 |
| Автоматический сцепной прибор для подвижного состава железных дорог | 1927 |
|
SU15276A1 |

