V|
ю о ю
Изобретение относится к теплообмен- ной аппаратуре и может быть использовано в энергетической, химической и нефтехимической отраслях народного хозяйства для предупреждения образования отложений солей и коррозионного износа в теплооб- менной аппаратуре.
Наиболее близким к предлагаемому является способ защиты теплообменного аппарата от коррозии, при котором трубы, размещенные с зазором в отверстиях верхней и нижней трубных досок, устанавливают вертикально в корпусе, со стороны внешней поверхности верхней трубной доски подают в зазоры между отверстиями этой доски и трубами полимеризующийся материал, затем указанный материал подают в зазоры между трубами и отверстиями нижней трубной доски, после чего производят развальцовку труб.
Недостатком указанного способа является низкая эксплуатационная надежность из- за отсутствия покрытий на всех наружных поверхностях труб, приводящего к отложению солей и коррозионному износу наружных поверхностей труб и соответствующего увеличению периодов сборочно-монтажных работ во время эксплуатации теплообменного аппарата, что ведет к значительным затратам на мероприятия по их очистке.
Цель изобретения - повышение эксплуатационной надежности.
На чертеже схематично изображено устройство для защиты теплообменного аппарата от коррозии, разрез.
Устройство для защиты теплообменного аппарата от коррозии содержит корпус 1, внутри которого установлены нижняя 2 и верхняя 3 трубные доски с трубами 4. Корпус 1 имеет патрубки 5 и 6 для подвода и вывода рабочих сред, Трубы 4 располагают в корпусе 1 вертикально и размещают в отверстиях нижней 2 и верхней 3 трубных досок с зазорами 7, обеспечивающими прохождение полимеризующегося материала через них, с помощью, например, расположенной под торцами нижних концов труб 4 плиты 8, которая приподнимает трубы 4 для обеспечения беспрепятственного прохода полимеризующегося материала.
Способ осуществляется следующим образом.
Для получения высокопрочного и надежного сцепления покрытия с металлом труб 4 поверхность труб 4 подвергают предварительной очистке от ржавчины, окалины и других видов загрязнения с последующей промывкой и сушкой их, после чего трубы 4 и трубные доски размещают в корпусе 1 и заглушают верхние концы труб 4 пробками
9 для предотвращения попадания полимеризующегося материала во внутренние полости труб 4. Для нанесения покрытия на все наружные поверхности труб 4 заполняют часть пространства корпуса 1 со стороны внешней поверхности верхней трубной доски 3 полимеризующимся материалом, который подают в зазоры 7 между отверстиями этой доски и трубами 4 до пол0 ного покрытия всех наружных поверхностей труб 4 и выхода полимеризующегося материала через зазоры 7 между трубами 4 и отверстиями нижней трубной доски 2, после чего производят развальцовку труб 4 в труб5 ных досках.
Время отверждения полимеризующегося материала поддерживают равным затратам на покрытие материалом всех наружных поверхностей труб 4 и на окончание процес0 са развальцовки их. По истечению указанного времени происходит полимеризация материала с образованием плотного и прочного соединения труб 4 с трубными досками с одновременным обеспечением равномер5 ного покрытия всех наружных поверхностей труб 4. Затем производят контроль качества покрытия с последующей эксплуатацией теплообменного аппарата.
В качестве полимеризующегося мате0 риала могут быть использованы системы на основе, например, эпоксидных, эпоксифе- нольных, этинолевых, каменноугольных и т.п. соединений с отвердителями, в качестве которых могут быть использованы, напри5 мер, полиспирты, дикарбоновые кислоты, их ангидриды и т.п.
Для улучшения физико-механический показателей и повышения адгезионных свойств к металлу, в полимеризующийся ма0 териал можно вводить различные наполнители, например порошки графита, металлов, окислов металлов.
Для обеспечения лучшей текучести полимеризующегося материала можно произ5 водить нагрев труб.
П р и м е р. В корпусе 1 над верхней трубной доской 3 для создания покрытия толщиной 300 мк подают 5 л эпоксидного компаунда, состоящего из 100 мас.ч. смолы
0 ЭД-6 и 10 мас.ч. отвердителя, причем количество труб равно 100 шт., длина и наружный диаметр каждой из них равны соответственно 2000 и 22 мм. После появления некоторого количества компаунда на
5 нижних концах труб, расположенных над плитой 8, производят развальцовку труб 4. Между покрытием всех наружных поверхностей труб и окончанием развальцовки не должны проходить более 4 и, так как за это время происходит полимеризация компаунда. Затем одним из стандартных методов производят контроль качества покрытия, после чего осуществляют подачу рабочих сред в теплообменный аппарат. Формула изобретения Способ защиты теплообменного аппарата от коррозии путем размещения труб с зазором в отверстиях верхней и нижней трубных досок и установки их вертикально в корпусе, подачи в зазоры между трубами и отверстиями трубных досок полимеризую0
щегося материала и последующей развальцовки труб, причем полимеризующийся материал подают со стороны верхней трубной доски, отличающийся тем, что, с целью повышения эксплуатационной надежности, поверхности труб до установки в корпус очищают, концы теплообменныхтруб перед подачей полимеризующегося материала за-, глушают, а подачу материала в зазоры верхней доски осуществляют до полного покрытия наружной поверхности труб.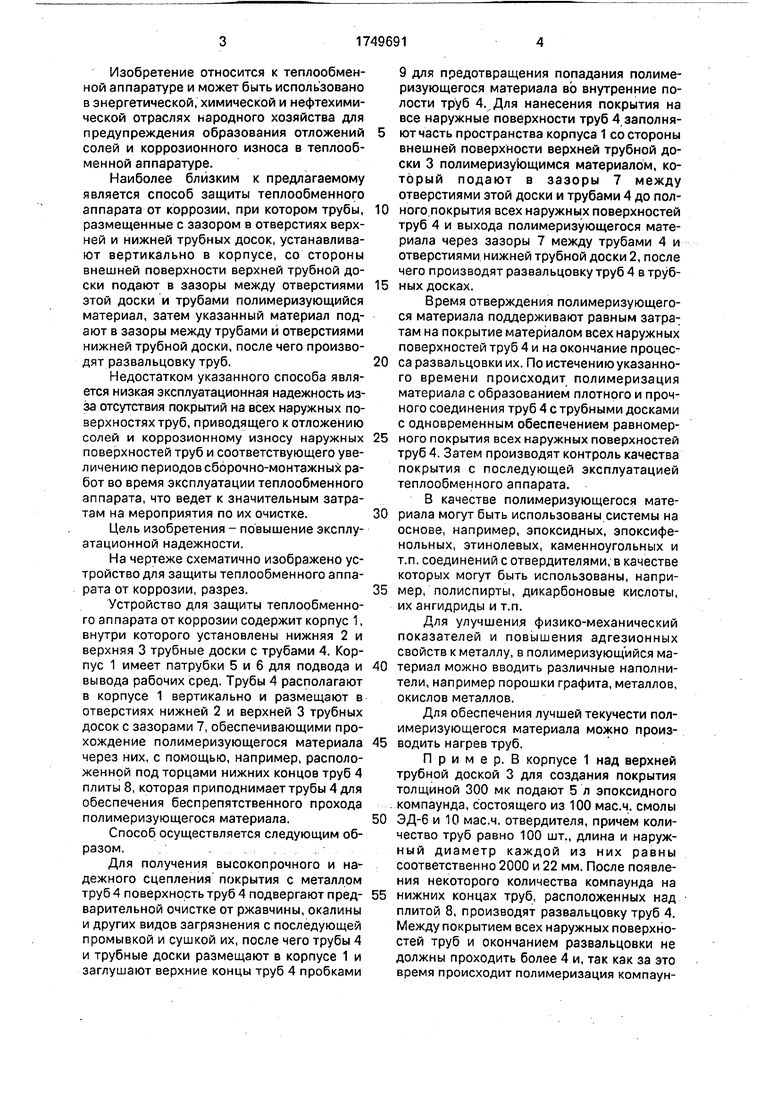
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ ТРУБЧАТОГО ТЕПЛООБМЕННИКА, ТРУБЧАТЫЙ ТЕПЛООБМЕННИК И СПОСОБ ВОССТАНОВЛЕНИЯ ТРУБЧАТОГО ТЕПЛООБМЕННИКА (ВАРИАНТЫ) | 2007 |
|
RU2347657C1 |
| УСТРОЙСТВО ДЛЯ ЗАЩИТЫ ОТ КОРРОЗИИ ТРУБНОЙ ДОСКИ И ТРУБ ТЕПЛООБМЕННИКА | 1992 |
|
RU2072492C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННОЙ СЕКЦИИ АППАРАТА ВОЗДУШНОГО ОХЛАЖДЕНИЯ ГАЗА И ТЕПЛООБМЕННАЯ СЕКЦИЯ АППАРАТА ВОЗДУШНОГО ОХЛАЖДЕНИЯ ГАЗА | 2004 |
|
RU2266491C1 |
| СПОСОБ СБОРКИ ТРУБЧАТОГО ТЕПЛООБМЕННИКА (ВАРИАНТЫ) | 2014 |
|
RU2574532C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОГИДРАВЛИЧЕСКОЙ РАЗВАЛЬЦОВКИ ТРУБ | 2001 |
|
RU2191085C1 |
| ПЛЕНОЧНЫЙ ИСПАРИТЕЛЬ | 2004 |
|
RU2266151C1 |
| Способ соединения труб с трубными решетками и коллекторами теплообменных аппаратов | 2017 |
|
RU2655553C1 |
| ПОДОГРЕВАТЕЛЬ ЖИДКОСТИ | 1994 |
|
RU2108524C1 |
| ПОКРЫТИЕ ДЛЯ ТРУБНЫХ ДОСОК И ОХЛАЖДАЮЩИХ ТРУБ ТЕПЛООБМЕННЫХ АППАРАТОВ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2001 |
|
RU2190175C1 |
| ПЛЕНОЧНЫЙ ИСПАРИТЕЛЬ | 2002 |
|
RU2218971C1 |
Использование: в теплообменник аппаратах в энергетической и нефтехимической отраслях. Сущность изобретения: поверхность труб 4 очищают и устанавливают с зазором с отверстиях трубных досок 3. Затем концы труб 4 заглушают, трубы 4 верти- кально устанавливают в корпусе, со стороны внешней поверхности верхней трубкой доски 3 подают в зазоры между трубами и отверстиями этой доски полйме- ризующийся материал. Подачу материала производят до полного покрытия наружной поверхности труб 4, после чего производят развальцовку концов труб. 1 ил.