Изобретения относятся к области двигателестроения, энергетического и химического машиностроения и могут быть использованы при изготовлении теплообменных аппаратов как рекуперативного, так и регенеративного типов.
Известен способ сборки теплообменника, заключающийся в подготовке в трубных досках посадочных поверхностей под теплообменные трубки, установку трубок и их соединение с трубными досками методом сварки с различными вариантами разделки кромок свариваемых деталей [Описание изобретения к патенту США №5101892 от 02.05 1991, Н.Кл. 165-158, опубл. 07.04.1992].
Использование различных способов сварки для соединения теплообменных труб с трубными досками, включая сварку кольцевым швом изнутри трубы, возможно лишь для случая, когда теплообменные трубки велики, их количество мало, а теплообменник представляет собой небольшое тело вращения. Во всех остальных случаях известный способ неприменим для использования из-за высокой трудоемкости.
Известен способ изготовления трубчатого теплообменника, который включает обжатие концов теплообменных трубок, установку обжатых концов трубок в соответствующие отверстия трубной доски и развальцовку выступающих над плоскостью трубной доски частей трубок [Описание изобретения к патенту Германии №3425382 от 10.07.1984, МПК6 В23Р 15/26, опубл. 28.02.1985]. Получается надежное соединение с двумя характерными зонами герметичного контакта концов каждой трубки с обеими плоскостями каждой трубной доски.
Большое количество однотипных конструктивных элементов требует такого же количества типовых технологических операций. При этом неизбежны случаи, когда качество сборки части теплообменных труб в теплообменнике будет отличаться от качества сборки оставшейся части труб, например, из-за разницы по длине трубок прилегание обжатого конца трубки к нижней плоскости трубной доски будет неполным. Именно в этих местах возможно протекание рабочей среды или теплоносителя. Кроме этого, при развальцовке множества труб одинаковым методом неизбежна ситуация, когда теплообменник поведет в какую-либо сторону.
Известен способ герметичного соединения оребренного трубчатого теплообменного элемента с многослойной трубной доской теплообменника, включающий отбортовку каждого слоя трубной доски по периметру отверстия, установку в это отверстие шейки теплообменного элемента, на которой предварительно выполнены выступы высотой 0,2-0,3 мм. Поверхность шейки обезжиривается, покрывается слоем клея, например «лейконат», и высушивается. Далее в полости, образованной отбортовками двух смежных слоев трубной доски по периметру отверстия и шейкой теплообменного элемента, размещается уплотнительный элемент из невулканизированной резины, слои трубной доски сжимаются с созданием давления на уплотнительный элемент, а выступающий из трубной доски конец теплообменного элемента развальцовывается [Описание изобретения к патенту РФ №2064392 от 24.01.1991, МПК6 В23Р 11/00, F28F 9/16, опубл. 27.07.1996].
Данный способ отличается высокой трудоемкостью и неприменим для конструктивно сложных теплообменников с большим количеством трубчатых теплообменных элементов.
Задача, решаемая первым изобретением группы, и достигаемый технический результат заключаются в создании очередного способа сборки трубчатого теплообменника, отличающегося относительной простотой и ремонтопригодностью.
Для решения поставленной задачи и достижения необходимого технического результата в трубчатом теплообменнике, включающем установку теплообменных труб в трубные доски теплообменной секции и их последующее закрепление и герметизацию, после установки теплообменных труб в трубные доски предварительно собранную теплообменную секцию ориентируют трубной доской вверх и на границе ее наружной поверхности и выступающей части каждой теплообменной трубы наносят порцию анаэробного клея, в количестве, соответствующем объему кольцевых зазоров между каждой трубой и ответным отверстием в трубной доске с последующим заполнением кольцевых зазоров, после чего соединения выдерживают для образования полимерной композиции в объемах зазоров, а закрепление и герметизацию труб в трубной доске осуществляют за счет полученных клеевых соединений. Дополнительно, ориентацию предварительно собранной теплообменной секции трубной доской вверх для нанесения анаэробного клея выполняют последовательно для каждой стороны теплообменника.
Известна наиболее распространенная конструкция трубной решетки многотрубчатого котла, особенностью которой является соединение теплообменных трубок с трубной доской - выступающие над плоскостью трубной доски части трубы развальцованы [Описание изобретения к патенту США №2152260 от 20.06.1938, Н.Кл. 165-158, опубл. 28.03.1939].
Недостатки данной конструкции связаны с технологией вальцовки выступающих частей теплообменных трубок. При их большом количестве высока вероятность того, что трубные доски поведет относительно друг друга, а сам процесс сборки при этом является очень трудоемким.
Известна конструкция трубной решетки охлаждающего теплообменника, особенностью которой является соединение теплообменных трубок с трубной доской посредством пайки [Описание изобретения к патенту США №4562887 от 18.08.1984, Н.Кл. 165-158, опубл. 07.01.1986].
При осуществлении пайки требуется высокая квалификация пайщика, поскольку очень сложно получить на массивном изделии одинаковое качество однотипных паяных соединений при их большом количестве.
Известно техническое решение крепления теплообменных трубок в трубной решетке при помощи сварки кольцевым угловым швом [Описание изобретния к патенту Германии №3105736 от 17.02.1981, МПК3 В21D 39/06, опубл. 26.08.1982]. Можно предположить, что для обеспечения удовлетворительной свариваемости материал трубной доски должен совпадать или быть близким по своим физико-химическим свойствам материалу теплообменных трубок.
Как известно, при сварке особенно замкнутых швов соединяемые детали серьезно ведет. Требуется дорогостоящая технологическая операция по снятию внутренних напряжений в сварной конструкции. В итоге, полученный по такой технологии теплообменный аппарат будет отличаться сложностью изготовления.
Известно техническое решение крепления трубки в отверстии при помощи прессования, суть которого сводится к тому, что на протяжении глубины отверстия стенки трубки сдеформированы с повторением сложного профиля отверстия с образованием уплотнения по типу лабиринтного и развальцовкой краев трубок, примыкающих к обеим плоскостям трубной доски [Описание изобретения к патенту Германии №3411458 от 28.03.1984, МПК4 В21D 39/06, опубл. 10.10.1985].
Надежность герметизации и качество сборки требуют высоких трудозатрат. Кроме этого, такой теплообменник не поддается разборке, например, с целью его капитального ремонта и восстановления.
Известно герметичное соединение трубчатого теплообменного элемента с многослойной трубной доской теплообменника при помощи уплотнительного элемента типа кольца, изготовленного из резины, и развальцовкой свободного конца теплообменного трубчатого элемента [См. описание изобретения к ранее упомянутому патенту РФ №2064392].
Конструкция данного теплообменника отличается особенной сложностью и требует применения нескольких разнообразных технологий сборки, что в случае появления утечек делает его неремонтопригодным.
Задача, решаемая вторым изобретением группы, и достигаемый технический результат заключаются в создании такой конструкции теплообменника, которая будет отличаться относительной простотой и высокой ремонтопригодностью.
Для этого в трубчатом теплообменнике, включающем две трубные доски теплообменной секции с отверстиями, в которых закреплены теплообменные трубы с образованием герметичных соединений, герметичное закрепление теплообменных труб в ответных отверстиях трубных досок выполнено клеевым с образованием в кольцевых зазорах между ними слоя полимерной композиции. Дополнительно, полимерная композиция выполнена с использованием анаэробного клея.
Известен способ восстановления коррозионно-стойкого трубчатого теплообменника, который заключается в обеспечении особого вида потоков жидкостей, один из которых проходит по зажатым между трубными досками теплообменным трубкам, а другой омывает их, проходя через внутреннюю полость их корпуса. При необходимости разборки теплообменника трубные доски отворачиваются от фланцев корпуса и разводятся в стороны, при этом трубки освобождаются и их можно проверить на предмет износа [Описание изобретения к патенту США №5323849 от 21.04.1993, Н.Кл. 165-158, опубл. 28.01.1994].
Способ разборки и повторной сборки настоящего теплообменника является нетехнологичным, поскольку обеспечить механическую, герметичную, нормируемую по осевому усилию фрикционную связь телескопически соединенных трубок с трубными досками очень сложно. При этом следует иметь в виду, что температурные колебания рабочих сред способны вызвать тепловые деформации по осям трубок - телескопические соединения сработают на сжатие и может произойти разгерметизация соединений и смешение двух потоков жидкостей.
Известен способ ремонта (восстановления) водомасляного теплообменника или воздухоохладителя, который включает его разборку, очистку от накипи и грязи, устранение течей в трубках путем пайки, выбраковку изношенных труб и установку в них заглушек [Технология ремонта тепловозов: Учебник для техникумов ж.-д. трансп. Под ред. Иванова В.П. - М.: Транспорт, 1987, с.205 и 206]. Данный способ восстановления трубчатого теплообменника является наиболее распространенным и надежным, правда при этом приходится жертвовать частью теплообменных труб, во внутренние каналы которых устанавливают заглушки. Число заглушенных трубок не должно превышать более 5% от их общего числа.
Качество такого восстановления теплообменного аппарата является недостаточно высоким, поскольку очень трудно установить степень износа теплообменных труб, не разбирая его. По этой причине срок эксплуатации восстановленного теплообменника, как правило, значительно ниже, чем срок проведения, например, очередного технического обслуживания двигателя, для охлаждения которого он предназначен.
Задача, решаемая третьим изобретением группы, и достигаемый технический результат заключаются в создании способа восстановления трубчатого теплообменника, герметичное соединение в котором выполнено клеевым, отличающегося относительной простотой и надежностью.
Для этого способ восстановления трубчатого теплообменника включает отделение теплообменных труб от трубных досок теплообменной секции с предварительным разрушением приклеенных с образованием в кольцевых зазорах между каждой трубой и ответным отверстием в трубной доске слоя полимерной композиции, очистку внутренних и наружных поверхностей теплообменных труб и трубных досок от загрязнений, выбраковку изношенных труб и сборку теплообменных труб с трубными досками с заменой изношенных труб на новые и/или установку заглушек в соответствующие отверстия трубных досок, при этом сборку теплообменных труб с трубными досками теплообменной секции осуществляют ранее описанным способом сборки трубчатого теплообменника с использованием анаэробного клея (п.1 формулы изобретения). Дополнительно, разрушение слоя полимерной композиции в кольцевых зазорах между каждой теплообменной трубой и ответным отверстием в трубной доске теплообменной секции осуществляют путем высокотемпературного воздействия на трубную доску.
Описанный выше для третьего изобретения группы уровень техники применим и для четвертого изобретения группы.
Задача, решаемая четвертым изобретением группы, и достигаемый технический результат заключаются в создании очередного способа восстановления трубчатого теплообменника, также отличающегося относительной простотой и ремонтопригодностью.
Для этого способ восстановления трубчатого теплообменника включает отделение теплообменных труб от трубных досок теплообменной секции с предварительным разрушением неразъемных соединений каждой трубы с ответным отверстием в трубной доске, очистку внутренних и наружных поверхностей теплообменных труб и трубных досок от загрязнений, выбраковку изношенных труб и сборку теплообменных труб с трубными досками с заменой изношенных труб на новые и/или установку заглушек в соответствующие отверстия трубных досок, при этом места разобранных соединений каждой теплообменной трубы с ответным отверстием в трубной доске теплообменной секции калибруют, а сборку теплообменных труб с трубными досками осуществляют ранее описанным способом сборки трубчатого теплообменника с использованием анаэробного клея (п.1 формулы изобретния).
Кроме этого,
- разрушение неразъемных соединений каждой теплообменной трубы с ответным отверстием в трубной доске теплообменной секции осуществляют путем высокотемпературного воздействия на трубную доску;
- разрушение неразъемных соединений каждой теплообменной трубы с ответным отверстием в трубной доске теплообменной секции осуществляют путем разрушения и удаления имеющихся механических связей, а калибровка отверстий в трубной доске дополнительно включает изготовление фасок со стороны разрушенных и удаленных механических связей, при этом торцы теплообменных труб располагают выступающими за кромки фасок.
Изобретения поясняются чертежами,
где на фиг.1 показан общий вид теплообменной секции трубчатого теплообменника;
на фиг.2 показаны совмещенные вид А на фиг.1 - вид теплообменной секции сбоку и ее сечение Б-Б;
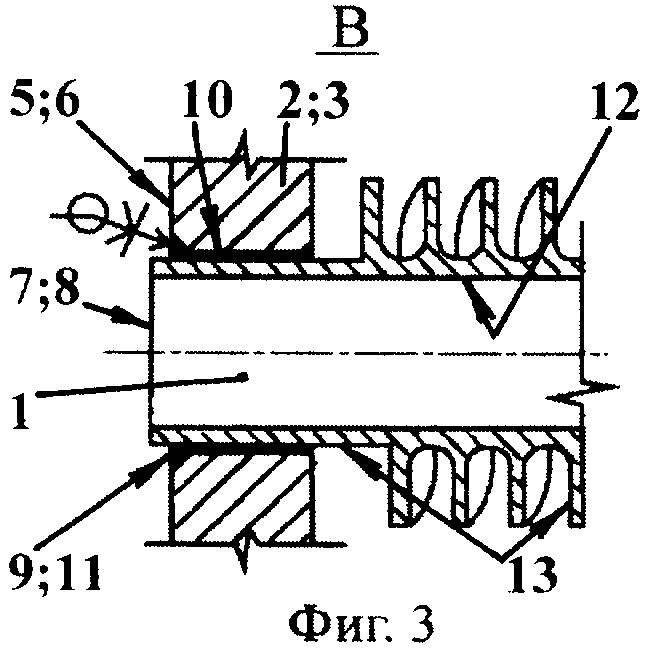
на фиг.3 показана позиция В на фиг.1 - соединение теплообменной трубки с трубной доской посредством слоя полимерной композиции;
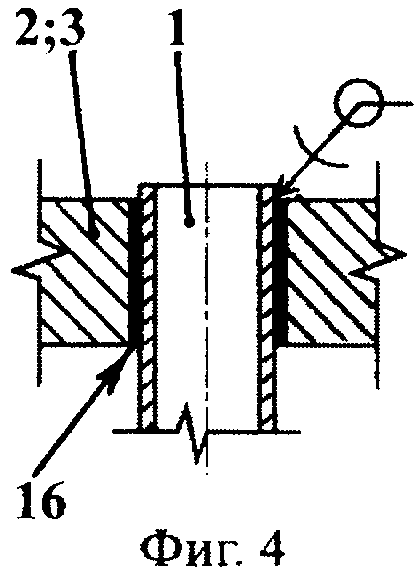
на фиг.4 показано соединение теплообменной трубки с трубной доской при помощи пайки;
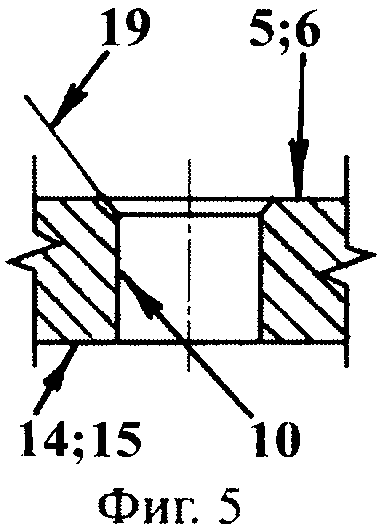
на фиг.5 - отверстие в трубной доске фиг.4, откалиброванное после разборки паяного соединения;
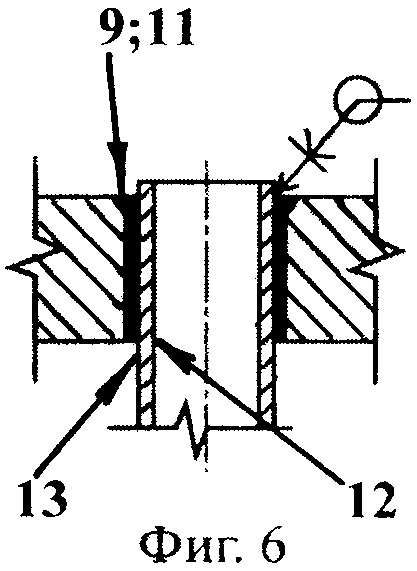
на фиг.6 - восстановленное соединение фиг.4 с использованием слоя полимерной композиции;
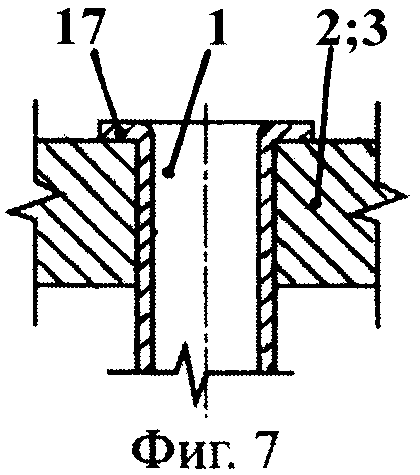
на фиг.7. - соединение теплообменной трубки с трубной доской при помощи развальцовки;
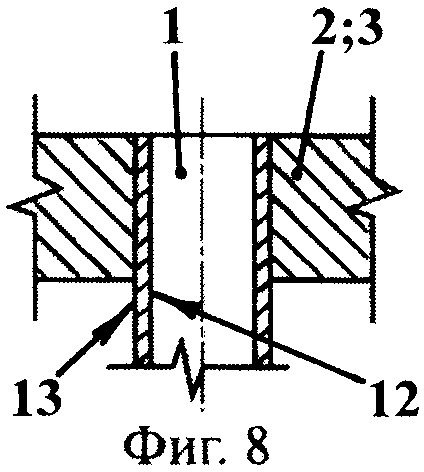
на фиг.8. - соединение фиг.7 с удаленным участком развальцовки;
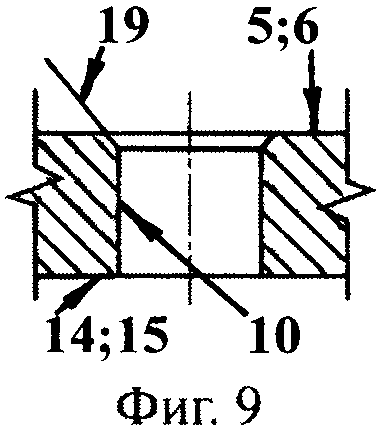
на фиг.9 - отверстие в трубной доске фиг.7, откалиброванное после разборки развальцованного соединения;
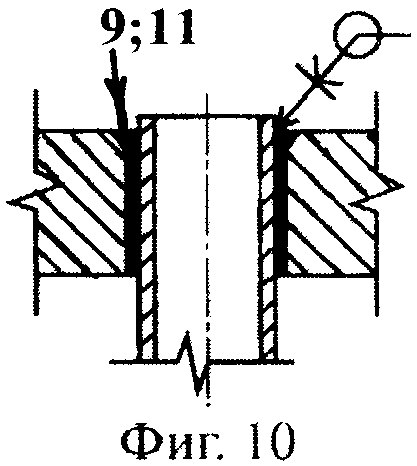
на фиг.10 - восстановленное соединение фиг.7 с использованием слоя полимерной композиции;
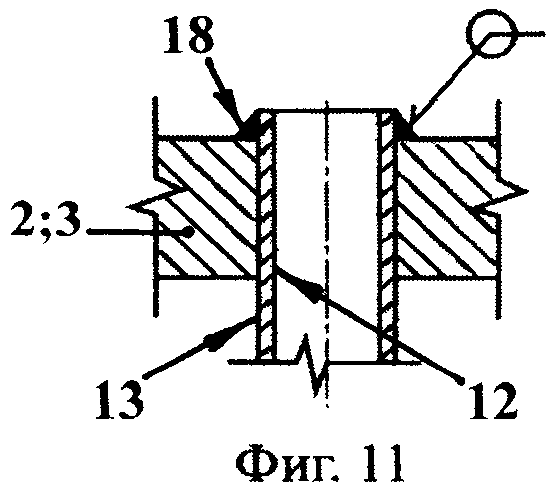
на фиг.11 - соединение теплообменной трубки с трубной доской при помощи сварки;
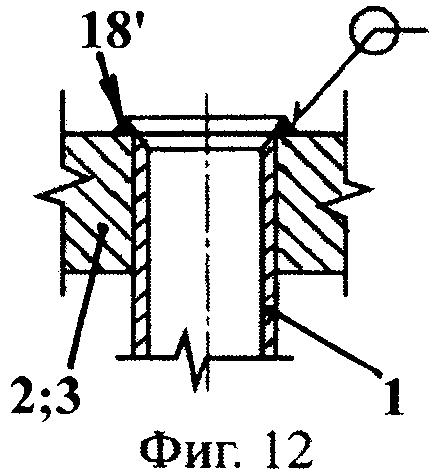
на фиг.12 - соединение фиг.11 с разрушенным сварным швом;
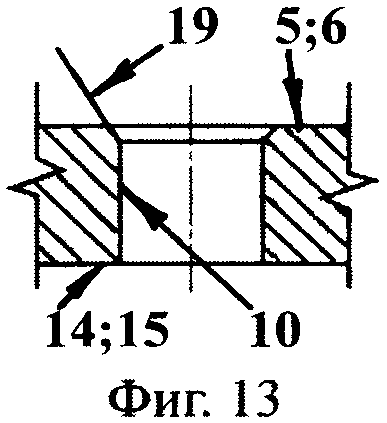
на фиг.13 - отверстие в трубной доске фиг.11, откалиброванное после разрушения и разборки сварного соединения;
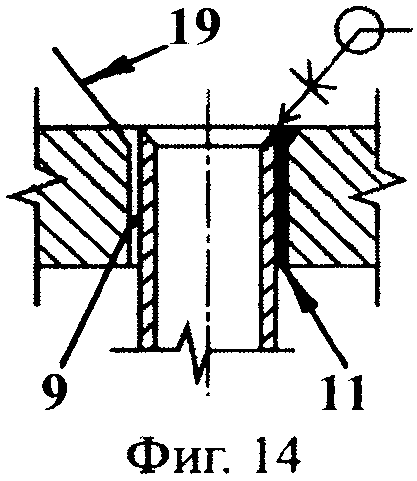
на фиг.14 - восстановленное соединение фиг.11 с использованием слоя полимерной композиции.
Способ сборки трубчатого теплообменника включает установку теплообменных труб 1 в трубные доски 2 и 3 теплообменной секции 4 (см. фиг.1 и 2) и их последующее закрепление и герметизацию, для чего после установки теплообменных труб 1 в трубные доски 2 и 3 предварительно собранную теплообменную секцию 4 ориентируют трубной доской 2 (или 3) вверх и на границе ее наружной поверхности 5 (или 6) и выступающих участков 7 (или 8) каждой теплообменной трубы 1 наносят порцию анаэробного клея в количестве, соответствующем объему кольцевых зазоров 9 между каждой трубой 1 и ответным отверстием 10 в трубной доске 2 и 3, с последующим заполнением кольцевых зазоров 9, после чего соединения выдерживают для образования полимерной композиции 11 в объемах зазоров 9, а закрепление и герметизацию труб 1 в трубной доске 2 или 3 осуществляют за счет полученных клеевых соединений (см. фиг.3). Следует отметить, что ориентацию предварительно собранного теплообменника теплообменной секции 4 трубной доской 2 (или 3) вверх для нанесения анаэробного клея выполняют последовательно для его каждой стороны, т.е. сначала работают с теплообменной секцией, ориентированной вверх трубной доской 2, а затем - вверх трубной доской 3, или наоборот.
Полученный таким способом трубчатый теплообменник включает две трубные доски 2 и 3 теплообменной секции 4 с отверстиями 10, в которых закреплены теплообменные трубы 1 (или множество теплообменных труб 1) разнообразной конструкции, например гладкие, с оребрением (как показано на фиг.3) и т.д., с образованием герметичных соединений, при этом герметичное закрепление теплообменных труб 1 в ответных отверстиях 10 трубных досок 2 и 3 выполнено клеевым с образованием в кольцевых зазорах 9 между ними слоя полимерной композиции 11, которая выполнена с использованием однокомпонентного жидкого или гелеобразного, или какого-либо другого анаэробного клея, выпускаемого отечественной промышленностью (например, см. каталог Составы анаэробные уплотняющие (герметики). Клеи акриловые. ФГУП «НИИ полимеров», Дзержинск, 1999) или его зарубежные аналоги, распространяемые под торговыми марками EuroLoc®, LOCTITE®, AGA и др.
В случае, если изготовленный вышеописанным способом трубчатый теплообменник потребует капитального ремонта, то его можно восстановить. Способ восстановления трубчатого теплообменника включает отделение теплообменных труб 1 от трубных досок 2 и 3 теплообменной секции 4 с предварительным разрушением приклеенных с образованием в кольцевых зазорах 9 между каждой трубой и ответным отверстием 10 в трубной доске 2 или 3 слоя полимерной композиции 11, очистку внутренних 12 и наружных 13 поверхностей теплообменных труб 1 и поверхностей 5 и 14, 6 и 15 трубных досок 2 и 3 от загрязнений, в качестве которых выступают ржавчина, накипь, спекшееся масло и т.д. (в том числе и от остатков полимерной композиции), выбраковку изношенных труб и сборку теплообменных труб 1 с трубными досками 2 и 3 с заменой изношенных труб на новые и/или установку заглушек (условно не показаны) в соответствующие отверстия трубных досок 2 и 3, при этом сборку теплообменных труб 1 с трубными досками 2 и 3 теплообменной секции 4 осуществляют ранее описанным способом сборки трубчатого теплообменника с использованием анаэробного клея. Следует отметить, что разрушение слоя полимерной композиции 11 в кольцевых зазорах 9 между каждой теплообменной трубой 1 и ответным отверстием 10 в трубной доске 2 (или 3) теплообменной секции 4 осуществляют путем высокотемпературного воздействия на трубную доску 2 (или 3), при котором происходит разрушение межмолекулярных связей клеевого соединения, и секция 4 может быть легко разобрана на составляющие.
В случае, если восстановлению подлежит трубчатый теплообменник, собранный способом, отличным от заявляемого в качестве изобретения, то в нем также отделяют теплообменные трубы 1 от трубных досок 2 и 3 теплообменной секции 4 с предварительным разрушением неразъемных паяных 16, развальцованных 17 или сварных 18 соединений каждой трубы 1 с ответным отверстием 10 в трубной доске 2 и 3, очистку внутренних 12 и наружных 13 поверхностей теплообменных труб 1 и поверхностей 5 и 14, 6 и 15 трубных досок 2 и 3 от загрязнений, выбраковку изношенных труб 1 и сборку теплообменных труб 1 с трубными досками 2 и 3 с заменой изношенных труб на новые и/или установку заглушек (также условно не показаны) в соответствующие отверстия 10 трубных досок 2 и 3, при этом места разобранных соединений 16, 17 и 18 каждой теплообменной трубы 1 с ответным отверстием 10 в трубной доске 2 и 3 калибруют, а сборку теплообменных труб 1 с трубными досками 2 и 3 теплообменной секции 4 осуществляют ранее описанным способом сборки трубчатого теплообменника с использованием анаэробного клея.
Также следует отметить, что разрушение неразъемных паяных соединений 18 каждой теплообменной трубы 1 с ответным отверстием 10 в трубной доске 2 и 3 теплообменной секции 4 осуществляют путем высокотемпературного воздействия на трубную доску 2 (или 3). Разрушение неразъемных развальцованных 17 или сварных 18 соединений каждой теплообменной трубы 1 с ответным отверстием 10 в трубной доске 2 и 3 теплообменной секции 4 осуществляют путем разрушения и удаления имеющихся механических связей (бортиков и сварных швов), а калибровка отверстий 10 в трубной доске 2 или 3 дополнительно включает изготовление фасок 19 со стороны разрушенных и удаленных механических связей (бортиков и сварных швов), при этом торцы теплообменных труб 1 располагают выступающими за кромки фасок 19.
В патентной литературе имеется информация по использованию самоотверждающихся клеевых композиций, например, при ремонте запорной трубопроводной арматуры [см. описание изобретения к патенту РФ №2122671, МПК6 F16K 3/14, опубл. 27.11.1998, Бюл. №33]. Однако в этих случаях клеевые композиции используются лишь для фиксации в заданном положении нарезанных резьб при компенсации износа в деталях клиновых задвижек. Для герметизации полученных соединений используют упругодеформируемые элементы, расположенные между кольцевыми радиальными выступами седел и ответными поверхностями корпуса. Фактически здесь речь идет об индивидуальном ремонте ранее притертого клинового соединения с повторной чистовой обработкой трущихся поверхностей. Использование клея позволило снизить требования к точности изготовления двух резьбовых соединений. С таким же успехом можно было бы использовать краску, подмотку фольгой, а при соблюдении соответствующего допуска на изготовление резьбы фиксация соединений могла бы быть обеспечена автоматически за счет образовавшихся сил трения. Т.е. возможности клеевых технологий используются не по прямому назначению, как один из способов создания неразъемных соединений, а в качестве доступного средства фиксации двух деталей, выполненных, очевидно, из разнородных материалов и расположенных в неудобных для манипулирования инструмента местах.
В настоящее время для решения конкретных технологических задач, а именно заявляемых в качестве изобретений, были разработаны специальные добавки к клеям и клеи с заданными физико-химическими свойствами, способные работать при больших перепадах температур, в агрессивных средах и т.д.
Преимущества клеевой технологии сборки трубчатых теплообменников и восстановления ранее эксплуатируемых теплообменных аппаратов проявляются прежде всего в том, что обеспечивается сборка множества однотипных соединений в одном изделии. Количество соединений теплообменных труб с трубными досками на некоторых теплообменниках может достигать нескольких сотен. Использование для их сборки технологий, например, пластического деформирования направленным силовым воздействием приводит к появлению в теплообменных трубах внутренних напряжений и соответственно деформаций, которые суммируются пропорционально количеству труб. На внутренние деформации накладываются тепловые деформации, возникающие при эксплуатации теплообменника. В итоге возрастает вероятность разгерметизации устройства, например, за счет возникновения микротрещин, которые могут проявить себя в самый неподходящий момент при эксплуатации той же энергетической установки. Выходом из ситуации может стать применение, где это возможно, труб из пластичных цветных металлов, причем медные трубы более предпочтительны по сравнению с трубами из алюминиевых сплавов, однако это не всегда бывает возможным. Именно по этой причине требования, предъявляемые к теплообменнику, должны обеспечивать возможность его гарантированной эксплуатации, по крайней мере, в период между капитальными ремонтами некой установки, для обслуживания которой он и был спроектирован и изготовлен.
На сварных теплообменниках указанные недостатки проявляются в еще большей степени. Также свои недостатки существуют у паяных теплообменников и у теплообменников, собранных с использованием герметизирующих прокладок, уплотнительных колец и т.д.
Преимуществом использования клеевой технологии сборки теплообменных аппаратов является то, что полимерная композиция 11 свободно компенсирует в процессе их сборки и дальнейшей эксплуатации линейные и тепловые деформации труб 1. Этого не обеспечивает ни одна из существующих технологий сборки трубчатых теплообменников.
Рассмотрим примеры использования изобретений.
Пример 1. Конструкцию трубчатого теплообменника рассмотрим на примере сборки его теплообменной секции, что иллюстрируется фиг.1-3, а также, фиг.6, 10 и 14.
Вначале готовят заготовки для теплообменной секции 4. Это будут теплообменные трубы 1, изготовленные в необходимом количестве, например из меди, и две стальные трубные доски 2 и 3 с отверстиями 10 - по числу труб 1.
На ровное основание укладывают трубную доску 3, например, как более массивную, имеющую меньше всего выступающих частей, и т.д., и в ее соответствующие отверстия 10 вертикально вставляют теплообменные трубы 1. При необходимости в трубную доску 3 вставляют стойки 20, назначение которых препятствовать потере устойчивости трубами 1 при дальнейшем монтаже и фиксации теплообменной секции 4 в корпусе теплообменника. Сверху на трубы 1 надевают трубную доску 2 (менее массивную, имеющую выступающие части и т.д.), совмещая с ее отверстиями 10 соответствующие концы труб 1, фиксируют в специальных посадочных местах стойки 20, при этом для облегчения сборки и обеспечения необходимых технологических размеров, например, величины выступающих над наружными поверхностями 5 и 6 участков 7 и 8 труб 1, могут использоваться разнообразные специальные приспособления. Предварительно собранная теплообменная секция 4 подвергается окончательной сборке с применением, например, вибрационных колебаний для того, чтобы детали приняли наиболее естественное положение с нулевыми внутренними напряжениями. В таком виде теплообменную секцию рекомендуется зафиксировать при помощи, например струбцин, после чего она готова для нанесения клея.
Для каждой трубы 1 в месте, где их участки 7 выступают над поверхностью 5 трубной доски 2, наносится порция клея в количестве, соответствующем объему кольцевых зазоров 9. Клей проникает в каждый зазор 9, заполняя его и слипаясь с каждой из соединяемых поверхностей. Соединение труб 1 с доской 2 выдерживают для образования полимерной композиции 11, для чего существует технологически установленные для каждой марки клея минимальные время и температура, например, не менее одного часа при температуре не ниже 10-15°С. За это время в зазоре 6 при отсутствии кислорода воздуха и при содействии ионов металла происходит полимеризация клея с образованием неразъемного соединения с функцией уплотнения.
Теплообменную секцию переворачивают трубной доской 3 вверх и повторяют процесс нанесения клея на границе участков 8 труб 1 с поверхностью 6 трубной доски 3.
Если наносить клея меньше, чем необходимо для заполнения зазора 9, то в соединении может остаться свищ и теплообменная секция будет непригодна для использования из-за отсутствия герметичности. Если клея наносить больше, чем необходимо для заполнения зазора 9, то его излишки просочатся за пределы зазора 9. Соединение в итоге будет качественным, но произойдет перерасход дорогого продукта - клея. То же самое относится и к методу нанесения клея на соединяемые детали окунанием в специальную ванну с клеем. Тем не менее, окончательный вариант нанесения клея выбирается индивидуально исходя из оптимального, разработанного для данных производственных условий технологического процесса.
Точно так же, как и для случая с трубной доской 2, теплообменную секцию 4 в положении трубной доской 3 вверх выдерживают для образования полимерной композиции 11.
Оптимальным режимом выдерживания являются 24-26 часов и температура 20-24°С. За это время происходит полная полимеризация клея. Таким образом, достигается надежная герметизация полученных соединений и их надежная фиксация.
Значения режимов, которые меньше и ниже оптимальных, приводят к тому, что клей может не успеть полимеризоваться в должной степени и возможно неконтролируемое смещение деталей в процессе сборки, что приведет в случае преждевременного использования теплообменника по прямому назначению к потере герметичности и нежелательным утечкам рабочих сред. Применение специальных добавок позволяет ускорить процесс полимеризации клея при температурах, близких к 5°С, но обычно собранным изделиям дают возможность выдержаться для образования полимерной композиции естественным образом, например вместо обычных 24 часов изделия выдерживают в течение 3-4 суток, т.е. с запасом по времени.
Значения режимов выдержки и температуры выше оптимальных приведут к неоправданному увеличению срока изготовления теплообменной секции и, кроме всего, не улучшат существенно прочность трубных соединений и их герметичность.
Таким образом, изготовленную теплообменную секцию 4 монтируют в корпусе теплообменника и готовое изделие отправляют для комплектации, например, мощного судового двигателя.
Следует отметить, что по истечении определенного времени, например трех-пяти лет, тот же самый судовой двигатель останавливается для проведения капитального ремонта. В этом случае целесообразно произвести капитальный ремонт теплообменника, т.е. его восстановление.
Пример 2. Способ восстановления трубчатого теплообменника, изготовленного с использованием клеевой технологии сборки, иллюстрируется фиг.1-3 и в некоторой степени фиг.5, 6, 9, 10, 13 и 14.
Бывший в употреблении теплообменник разбирают до выделения из его состава теплообменной секции 4, собранной с использованием клеевой технологии. После чего секцию 4, где это возможно, подвергают предварительной очистке от загрязнений, причем очистке подвергаются внутренние 12 и наружные 13 поверхности труб 1, а также поверхности 5 и 14, 6 и 15 трубных досок 2 и 3.
Далее секцию 4 располагают трубной доской 3 вверх как, например, более массивную и греют до температуры, когда полимерная композиция 11 начинает безвозвратно терять свои физические свойства. Как правило, это 350-400°С или выше. По достижении заданной температуры трубная доска 3 легко снимается с труб 1. После этого начинают последовательно греть трубную доску 2. По мере ее нагревания трубы 1 последовательно вынимаются и складируются.
После разборки теплообменной секции 4 теплообменные трубы 1 и трубные доски 2 и 3 окончательно очищаются от загрязнений (в том числе и от остатков клея), причем очистке также подвергаются и внутренние 12, и наружные 13 поверхности труб 1, поверхности 5 и 14, 6 и 15, и все отверстия 10 трубных досок 2 и 3. Изношенные сверх меры теплообменные трубы 1 выбраковываются и заменяются на новые. Если нет труб 1 на замену изношенным, то готовят специальные заглушки для незанятой части отверстий 10.
Процесс восстановления теплообменника повторяет в деталях способ сборки трубчатого теплообменника, описанный в примере 1, с поправкой на дополнительную установку заглушек, если это потребуется, в том числе и с использованием клеевой технологии их фиксации, а также сварки, пайки и т.д.
Пример 3. Способ восстановления трубчатого теплообменника, собранного с применением пайки, иллюстрируется фиг.4-6.
Бывший в употреблении теплообменник разбирают до выделения из его состава теплообменной секции 4, собранной с использованием технологии пайки. После чего секцию 4 подвергают очистке от загрязнений по типу, описанному в примере 2.
Секцию 4 располагают, например, трубной доской 3 вверх и греют до температуры, когда припой начинает плавиться. В зависимости от припоя, это, как правило, чуть меньше или чуть больше 550°С. По достижении заданной температуры трубная доска 3 снимается с труб 1. После этого начинают последовательно греть паяные соединения трубной доски 2. По мере их нагревания трубы 1 последовательно вынимаются и складируются.
После разборки теплообменной секции 4 теплообменные трубы 1 и трубные доски 2 и 3 окончательно очищаются, например, механически от остатков припоя и любыми другими способами от остальных загрязнений. Очистке подвергаются и внутренние 12, и наружные 13 поверхности труб 1, поверхности 5 и 14, 6 и 15 и все отверстия 10 трубных досок 2 и 3. В отверстиях 10 со стороны поверхностей 5 и 6, при необходимости, выполняют фаски 19, функция которых обеспечить протекание клея в кольцевой зазор 9. Изношенные сверх меры теплообменные трубы 1 выбраковываются и заменяются на новые. Если нет труб 1 на замену изношенным, то также готовят специальные заглушки для незанятой части отверстий 10.
Дальнейший процесс восстановления теплообменника повторяет в деталях способ сборки трубчатого теплообменника, описанный в примерах 1 и 2.
Пример 4. Способ восстановления трубчатого теплообменника, собранного с применением пластической деформации (развальцовки) кромок труб, иллюстрируется фиг.7-10.
Бывший в употреблении теплообменник разбирают до выделения из его состава теплообменной секции 4, собранной с использованием технологии пластической деформации (развальцовки) кромок труб 1. После чего секцию 4 подвергают очистке от загрязнений по типу, описанному в примере 2.
Секцию 4 располагают таким образом, чтобы молено было легко производить механическую обработку, например, шлифовкой поверхностей 5 и 6 трубных досок 2 и 3 до того момента, когда на их поверхностях не останется развальцованных элементов труб 1. Трубные доски 2, 3 и теплообменные трубки 1 разбираются. Может оказаться, что в результате длительной эксплуатации теплообменного аппарата произошла взаимная диффузия металла теплообменных труб 1 и трубных досок 2 и 3. Такие трубы срезаются и на их место надо будет ставить заглушки.
Итак, после разборки теплообменной секции 4 теплообменные трубы 1 и трубные доски 2 и 3 очищаются, например, механически от заусенцев и любыми другими способами от остальных загрязнений. Очистке также подвергаются и внутренние 12 и наружные 13 поверхности труб 1, поверхности 5 и 14, 6 и 15 и все отверстия 10 трубных досок 2 и 3. В отверстиях 10 со стороны разрушенных и удаленных механических связей выполняют фаски 19, функция которых обеспечить протекание клея в кольцевой зазор 9. Изношенные сверх меры теплообменные трубы 1 выбраковываются и заменяются на новые. Если нет труб 1 на замену изношенным, то также готовят специальные заглушки для незанятой трубами 1 части отверстий 10.
Дальнейший процесс восстановления теплообменника повторяет в деталях способ сборки трубчатого теплообменника, описанный в примерах 1 и 2, с поправкой на то, что при сборке торцы теплообменных труб 1 располагают выступающими за кромки фасок 19 для лучшего протекания клея в зазор 9.
Пример 5. Способ восстановления трубчатого теплообменника, собранного с применением сварки, иллюстрируется фиг.11-14.
Бывший в употреблении теплообменник разбирают до выделения из его состава теплообменной секции 4, собранной с использованием технологии сварки. После чего секцию 4 подвергают очистке от загрязнений по типу, описанному в примере 2.
Секцию 4 располагают таким образом, чтобы можно было легко производить механическую обработку, например, шлифовкой, зенковкой (как показано на фиг.12) и т.д. поверхностей 5 и 6 трубных досок 2 и 3 до того момента, когда кольцевые сварные швы 18 будут разрушены до такой степени 18', когда будет возможна разборка труб 1. Трубные доски 2, 3 и теплообменные трубки 1 разбираются.
После разборки теплообменной секции 4 теплообменные трубы 1 и трубные доски 2 и 3 очищаются, например, механически от заусенцев и любыми другими способами от остальных загрязнений аналогично вышеперечисленным примерам 2-4. В откалиброванных отверстиях 10 со стороны разрушенных и удаленных механических связей также выполняют фаски 19, функция которых обеспечить протекание клея в кольцевой зазор 9. Изношенные сверх меры теплообменные трубы 1 выбраковываются и заменяются на новые. Если нет труб 1 на замену изношенным, то также готовят специальные заглушки для незанятой трубами 1 части отверстий 10.
Далее, как и в примерах 1-4, с поправкой на то, что при сборке торцы теплообменных труб 1 располагают выступающими за кромки фасок 19 - для лучшего протекания клея, причем важным является выступание торцов именно за кромку фасок 19 и не обязательно за наружные плоскости трубных досок 2 и 3. Это следует учитывать, когда по ряду причин, например при соблюдении условия взаимозаменяемости узлов, размер между наружными плоскостями трубных досок 2 и 3 в теплообменной секции 4 должен оставаться постоянным и т.д.
Таким образом, рассмотрены наиболее типичные из возможных примеры использования изобретений.
В результате решения поставленных задач был разработан очередной способ сборки трубчатого теплообменника и спроектирована его конструкция, которая отличается относительной простотой и высокой ремонтопригодностью. Кроме этого, были разработаны очередные надежные способы восстановления трубчатого теплообменника, изготовленного с использованием клеевой технологии сборки, а также ранее изготовленных с использованием паяных, сварных и других неразъемных соединений.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ ТРУБЧАТОГО ТЕПЛООБМЕННИКА | 2014 |
|
RU2568224C1 |
| СПОСОБ СБОРКИ ТРУБЧАТОГО ТЕПЛООБМЕННИКА (ВАРИАНТЫ) | 2014 |
|
RU2574532C1 |
| ТЕПЛООБМЕННИК ТРУБЧАТЫЙ | 2014 |
|
RU2571886C2 |
| ТРУБЧАТЫЙ ТЕПЛООБМЕННИК | 1995 |
|
RU2087823C1 |
| ТЕПЛООБМЕННИК РАЗБОРНЫЙ | 2014 |
|
RU2557154C1 |
| СПОСОБ СБОРКИ ТРУБЧАТОГО ТЕПЛООБМЕННИКА | 1992 |
|
RU2019377C1 |
| ТРУБЧАТЫЙ ТЕПЛООБМЕННИК | 1990 |
|
RU2011942C1 |
| ТРУБЧАТЫЙ ТЕПЛООБМЕННИК | 2000 |
|
RU2170898C1 |
| Способ крепления труб в трубных досках теплообменника | 1985 |
|
SU1302130A1 |
| ТРУБЧАТЫЙ ТЕПЛООБМЕННИК | 1999 |
|
RU2171439C1 |

Группа изобретений относится к области двигателестроения, энергетического и химического машиностроения и может быть использована при изготовлении теплообменных аппаратов как рекуперативного, так и регенеративного типов. Трубчатый теплообменник включает две трубные доски теплообменной секции с отверстиями, в которых закреплены теплообменные трубы с образованием герметичных соединений. После установки теплообменных труб в трубные доски предварительно собранную теплообменную секцию ориентируют трубной доской вверх и на границе ее наружной поверхности и выступающей части каждой теплообменной трубы наносят анаэробный клей в количестве, соответствующем объему кольцевых зазоров между каждой трубой и ответным отверстием в трубной доске, с последующим заполнением кольцевых зазоров. Далее соединения выдерживают для образования полимерной композиции в объемах зазоров. Восстанавливают трубчатый теплообменник путем отделения теплообменных труб от трубных досок теплообменной секции с разрушением образованного в кольцевых зазорах между каждой трубой и ответным отверстием в трубной доске слоя полимерной композиции. Производят очистку внутренних и наружных поверхностей теплообменных труб и трубных досок от загрязнений, выбраковку изношенных труб и повторную сборку теплообменных труб с трубными досками с заменой изношенных труб на новые и/или установку заглушек в соответствующие отверстия трубных досок. Сборку теплообменных труб с трубными досками теплообменной секции осуществляют ранее описанным способом сборки теплообменника. Таким же способом может быть восстановлен трубчатый теплообменник, имеющий паяные, сварные или развальцованные неразъемные соединения. Упрощаются сборка и ремонт трубчатых теплообменников. 4 н. и 5 з.п. ф-лы, 14 ил.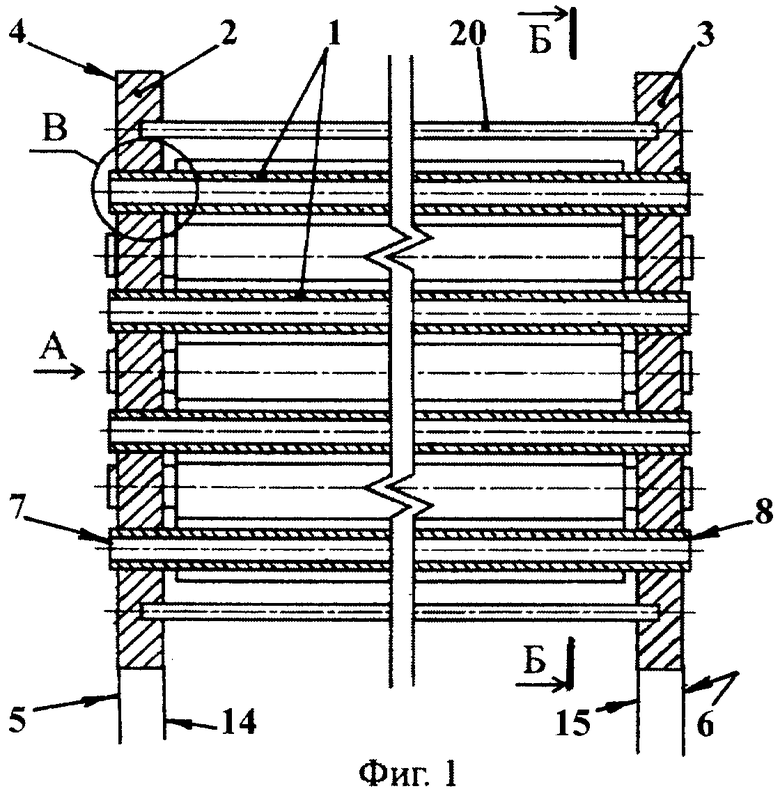
| RU 2064392 С1, 27.07.1996 | |||
| ИВАНОВ В.П | |||
| и др | |||
| Технология ремонта тепловоза | |||
| - М.: Транспорт, 1987, с.206-207 | |||
| Способ крепления трубы в отверстии детали и устройство для его осуществления | 1985 |
|
SU1281320A1 |
| ТЕПЛООБМЕННИК И СПОСОБ ЕГО СБОРКИ | 2003 |
|
RU2241934C1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ВНУТРЕННИХ ПОЛОСТЕЙ ЦЕНТРАЛЬНЫХ СЕКЦИЙ ТЕПЛООБМЕННИКА ТЕРМОЭЛЕКТРИЧЕСКОГО ГЕНЕРАТОРА | 2002 |
|
RU2201563C1 |
| СПОСОБ МЕЧЕНИЯ ФОСФОРИЛИРОВАННЫХ ПЕПТИДОВ, СПОСОБ СЕЛЕКТИВНОЙ АДСОРБЦИИ ФОСФОРИЛИРОВАННЫХ ПЕПТИДОВ, КОМПЛЕКСНЫЕ СОЕДИНЕНИЯ, ИСПОЛЬЗУЕМЫЕ В ТАКИХ СПОСОБАХ, СПОСОБ ПОЛУЧЕНИЯ КОМПЛЕКСНЫХ СОЕДИНЕНИЙ И ИСХОДНЫЕ СОЕДИНЕНИЯ ДЛЯ ПОЛУЧЕНИЯ КОМПЛЕКСНЫХ СОЕДИНЕНИЙ | 2004 |
|
RU2315771C2 |
| US 4682472 А, 28.07.1987. | |||

