Изобретение относится к обработке металлов давлением, а именно к изготовлению деталей со шлицевым пазом на торцовой поверхности, например полуфабрикатов винтов.
При получении деталей со шлицевым пазом на торцовой поверхности можно использовать методы обработки давлением. Однако в зоне основания паза образуются заусенцы, для устранения которых требуется использовать слесарную доработку или термическую обработку, что приводит к снижению производительности и повышению стоимости изделия.
Целью изобретения является повышение качества изделий за счет исключения образования заусенцев.
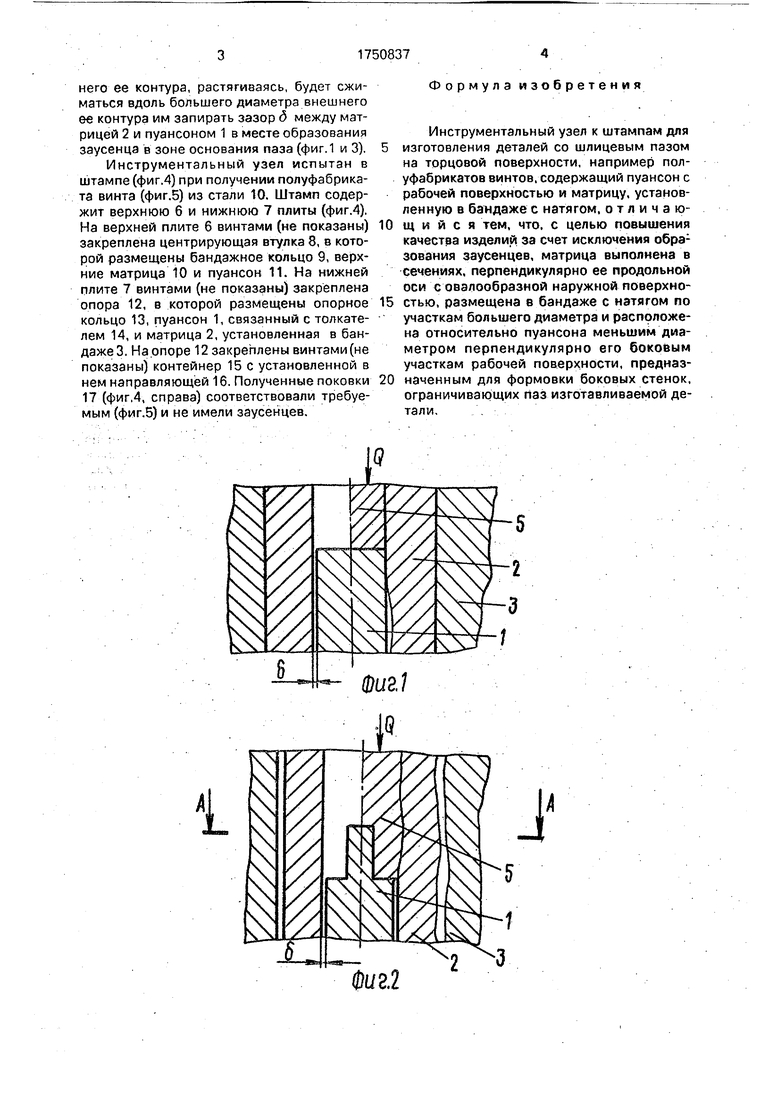
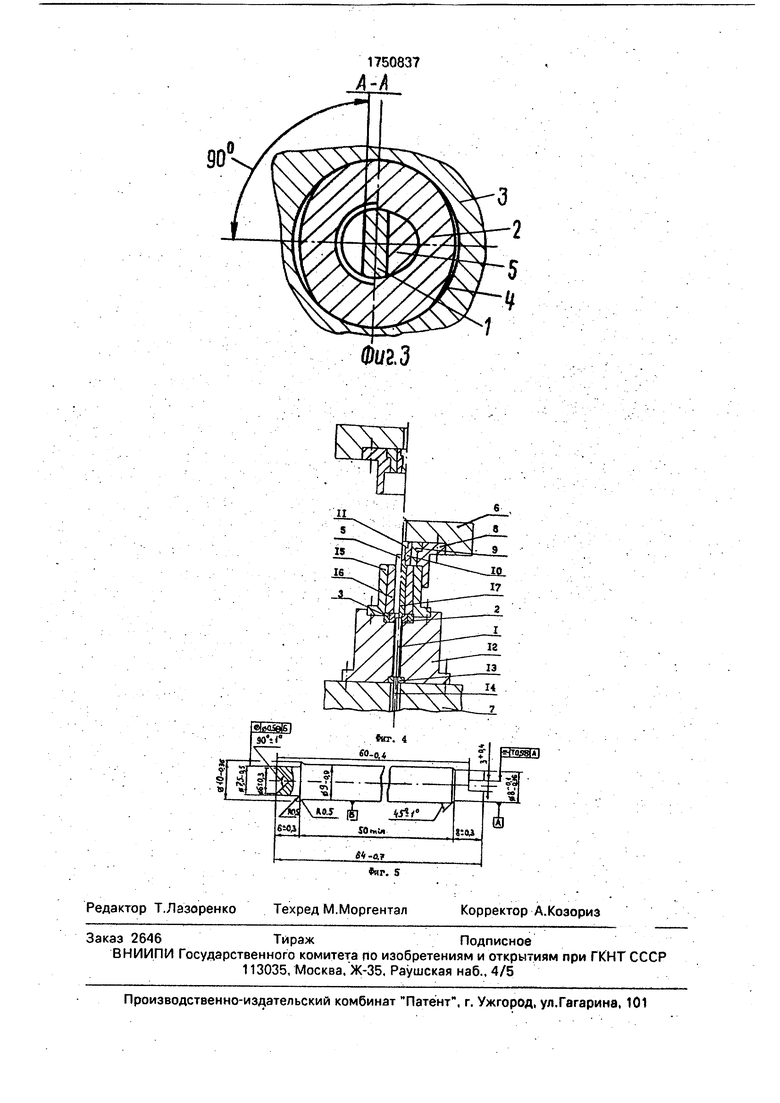
На фиг.1 и 2 представлены взаимно перпендикулярные продольные разрезы инструментального узла; на фиг 3 - сечение А-А на фиг.2; на фиг.4 - штамп для испытаний инструментального узла, продольный разрез; на фиг,5 - поковка полуфабриката винта.
Инструментальный узел к штампам для изготовления деталей со шлицевым пазом на торцовой поверхности содержит пуансон 1 (фиг.1), матрицу 2, бандаж 3. Внешняя боковая поверхность матрицы 2 в поперечных сечениях выполнена овалообразной, ее контур на фиг.З обозначен позицией 4. матрица 2 размещена в бандаже 3 с натягом по участкам большего диаметра и расположена относительно пуансона 1 меньшим диаметром перпендикулярно его боковым участкам рабочей поверхности, предназначенным для формовки боковых стенок, ограничивающих паз изготавливаемой детали 5 (фиг.1- 3).
Инструментальный узел работает следующим образом.
При осаживании под действием усилия Q заготовки 5 на пуансоне 1 матрица 2 в сечениях с меньшей толщиной стенок под действием нарастающих усилий со стороны металла заготовки растягивается (фиг,2). При этом внутренний контур матрицы 2 направлен вдоль меньшего диаметра внешVI
СП
о
00 СА Х|
него ее контура, растягиваясь, будет сжиматься вдоль большего диаметра внешнего ее контура им запирать зазор б между матрицей 2 и пуансоном 1 в месте образования заусенца в зоне основания паза (фиг.1 и 3). Инструментальный узел испытан в штампе (фиг.4) при получении полуфабриката винта (фиг.5) из стали 10. Штамп содержит верхнюю 6 и нижнюю 7 плиты (фиг.4). На верхней плите 6 винтами (не показаны) закреплена центрирующая втулка 8, в которой размещены бандажное кольцо 9, верхние матрица 10 и пуансон 11. На нижней плите 7 винтами (не показаны) закреплена опора 12, в которой размещены опорное кольцо 13, пуансон 1, связанный с толкателем 14, и матрица 2, установленная в бандаже 3. На опоре 12 закреплены винтами (не показаны) контейнер 15 с установленной в нем направляющей 16. Полученные поковки 17 (фиг.4, справа) соответствовали требуемым (фиг.5) и не имели заусенцев.
Формула изобретения
Инструментальный узел к штампам для
изготовления деталей со шлицевым пазом на торцовой поверхности, например полуфабрикатов винтов, содержащий пуансон с рабочей поверхностью и матрицу, установленную в бандаже с натягом, отличающ и и с я тем, что. с целью повышения качества изделий за счет исключения образования заусенцев, матрица выполнена в сечениях, перпендикулярно ее продольной оси с овалообразной наружной поверхностью, размещена в бандаже с натягом по участкам большего диаметра и расположена относительно пуансона меньшим диаметром перпендикулярно его боковым участкам рабочей поверхности, предназначенным для формовки боковых стенок, ограничивающих паз изготавливаемой детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для получения заготовок изделий с осевой полостью | 1988 |
|
SU1703237A1 |
| Штамп для горячей объемной штамповки | 1989 |
|
SU1657268A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ПОКОВОК С ФЛАНЦЕМ | 2013 |
|
RU2540026C1 |
| ШТАМП С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ МАТРИЦ ДЛЯ ШТАМПОВКИ ПОКОВОК ТИПА КРЕСТОВИН | 2013 |
|
RU2550067C1 |
| Многопозиционный штамп последовательного действия к прессу | 1990 |
|
SU1780915A1 |
| Штамп для закрытой объемной штамповки высокопластичных материалов | 1984 |
|
SU1238872A1 |
| Способ получения поковок типа стержня с головкой и штамп для его осуществления | 1982 |
|
SU1174142A1 |
| Штамп для радиальной калибровки изделий | 1989 |
|
SU1706777A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК С ЦЕНТРАЛЬНЫМ ОТВЕРСТИЕМ | 2004 |
|
RU2275272C2 |
| СПОСОБ И ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРОБОК ШАРОВЫХ КРАНОВ | 2017 |
|
RU2648916C1 |
Сущность изобретения: инструментальный узел содержит пуансон, матрицу, бандаж. Внешняя боковая поверхность матрицы в поперечных сечениях выполнена овалообразной. матрица расположена с натягом в бандаже по участкам большего диаметра и размещена относительно пуансона меньшим диаметром перпендикулярно его боковым участкам рабочей поверхности, предназначенным для формовки боковых стенок, ограничивающих паз изготавливаемой детали.5 ил.
5
Ф1/8.2
2 3
Редактор Т.Лазоренко Техред М.Моргентал
Заказ 2646ТиражПодписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва. Ж-35, Раушская наб., 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул.Гагарина, 101
ФиьЗ
Корректор А.Козориз
| Холодная объемная штамповка | |||
| Справочник/ Под ред | |||
| Г.А.Навроцкого | |||
| М.: Машиностроение, 1973, с | |||
| Ручная тележка для грузов, превращаемая в сани | 1920 |
|
SU238A1 |
