Фаг. 2
Изобретение относится к общему машиностроению, в частности к производству изделий криогенной, электронной и волно- водной техники, и может быть использовано в холодильной, электронной и радиотехнической промышленности.
Цель изобретения - упрощение техно- ШгйЧёского процесса за счет образования неразъемного вакуумно-плотного соединения.
Способ заключается в том, что охватываемую деталь помещают в охватывающую деталь по двум и более посадочным поверхностям по ступенчато изменяемыми размерами, причем на посадочных поверхностях обеих деталей у стыков с торцовыми поверхностями предварительно изготавливают выточки-поднутрения, деформируемые прокладки, например из меди МОб, алюминия АОО, укладывают на стыках посадочных и торцовых поверхностей, в зазорах между посадочными поверхностями, в запрессовку давлением на деформируемые прокладки осуществляют через охватываемую деталь со стороны торца до заполнения выточек-поднутрений пластичным металлом и образования замков.
На фиг.1 показано положение деталей до соединения; на фиг.2 - то же, после соединения.
П р и и е р соединения, полученного по предлагаемому способу, состоящего из штуцера 1, выполненного из стали 45 ГОСТ 1050-470., посадочных поверхностей, корпусная деталь 2 выполнена из стали 45 ГОСТ 1050-74, выточек-поднутрений.
Соединение выполнено посредством прокладок 3 и 4, изготовленных из меди МОб ГОСТ 859-78.
Соединение производят следующим образом.
В штуцере 1 и корпусной детали 2 изготавливают посадочные поверхности и выточки-поднутрения, затем в корпусную деталь 2 укладывают прокладки 3 и 4, вставляют штуцер 1 и всю сборку устанавливают на стол пресса 5.
К торцовой поверхности штуцера 1 через технологическую оправку 6 прикладывают давление Р 50 т. Запрессовка осуществляется путем перемещения на размер а до упора технологической оправки 5 в деталь 2, заполнения выточек-поднутрений пластичным металлом и образования замков. Нагрузку выдерживают в течение 2 мин, затем снимают ее плавно или ступенчато в течение 1 мин.
Общее время проведения процессов соединения деталей не превышает 5 мин.
Для выполнения посадочных зазоров, создания упругой деформации в соединении и увеличения надежности соединения объем деформируемых прокладок 3 и 4 вы-1 бирают больше соответствующего объема
двух выточек-поднутрений на 10-40%.
При значениях менее 10% с течением времени уменьшается надежность соединения. Превышение верхнего предела приводит либо к недопрессовке соединения, либо
к деформации соединяемых деталей. Формула изобретения Способ вакуумно-плотного соединения металлических деталей, заключающийся в размещении охватываемой детали в охватывающей по посадочным поверхностям со ступенчато изменяемыми размерами путем запрессовки давлением с использованием деформируемой прокладки из пластичного материала, отличающийся тем, что,
с целью упрощения технологии сборки, у стыков ступеней выполняют выточки-поднутрения, деформируемые прокладки размещают на этих стыках в зазорах между посадочными поверхностями, а запрессовку давлением осуществляют через охватываемую деталь до полного заполнения выточек-поднутрений пластичным материалом с образованием замка, выдерживают нагрузку в течение 2 мин, после чего нагрузку снимают плавно или ступенчато в течение 1 мин.
W/r JrJr/A
Y/// /////////7///
ФагЛ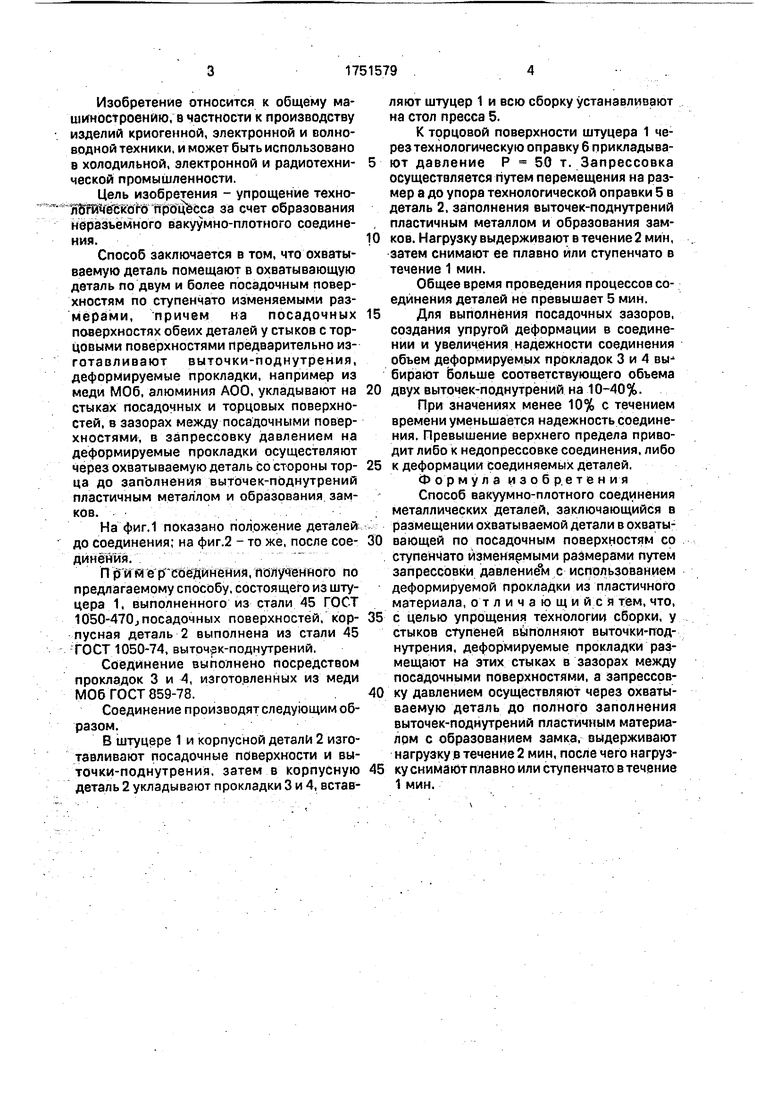
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления составного прокатного валка | 1977 |
|
SU673333A1 |
| КОМБИНИРОВАННОЕ УПЛОТНЕНИЕ ШТОКА | 1999 |
|
RU2167354C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1993 |
|
RU2079397C1 |
| ШТУЦЕРНО-ТОРЦЕВОЕ СОЕДИНЕНИЕ ТРУБОПРОВОДОВ | 1991 |
|
RU2014542C1 |
| Захватное устройство | 1980 |
|
SU899325A1 |
| УЗЕЛ СТЫКА | 1999 |
|
RU2185530C2 |
| УСТРОЙСТВО для ДЕФОРМИРОВАНИЯ МАЛОПЛАСТИЧНЫХ МЕТАЛЛОВ И СПЛАВОВ | 1969 |
|
SU249162A1 |
| Устройство для сборки с натягом соединений деталей типа вал-втулка | 1991 |
|
SU1808646A1 |
| СПОСОБ РЕМОНТА КОРПУСОВ ШЕСТЕРЕННЫХ НАСОСОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2102214C1 |
| Способ определения зоны подавления разрывов | 1989 |
|
SU1651148A1 |
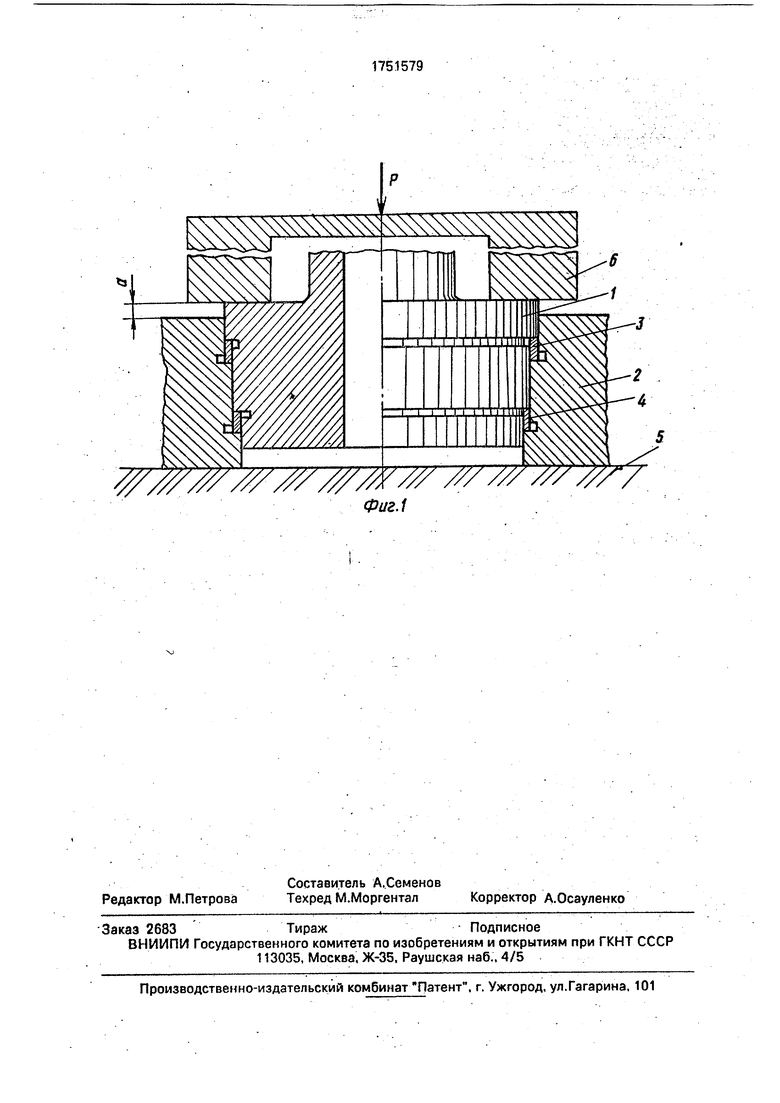
Изобретение относится к общему машиностроению, Ё частности к производству изделий криогенной, электронной и волноводной техники, и может быть использовано в холодильной, электронной и радиотехнической промышленности. Ц.ель изобретения - упрощение технологии проведения способа. Способ заключается в /% том, что охватываемую деталь 1 помещают в охватывающую 2 по двум и более посадочным поверхностям со ступенчато изменяемыми размерами, причем на них у стыков с торцовыми поверхностями предварительно изготавливают выточки-поднутрения в стыках посадочных и торцовых поверхностей, в зазорах между посадочными поверхностями укладывают деформируемые прокладки 3 и 4, например из меди или алюминия, а запрессовку давлением на деформируемые прокладки осуществляют через охватываемую деталь 1 со стороны торца до заполнения выточек-поднутрений пластичным металлом и образования замков, нагрузку выдерживают в течение 2 мин. после чего ее снимают плавно или ступенчато в течение 1 мин. 2 ил. (Л С vi ел ел XI ю 
| Рот А | |||
| Вакуумные уплотнения | |||
| М.: Энергия, 1971, с.240, рис.3-96. |
