Известно устройство для деформирования малопластичных металлов и сплавов, содержащее верхний и нижний бойки, между которыми установлена обойма, на торцах которой выполнены кольцевые выточки под смазку. Однако это устройство, уменьшая неравномерность деформации, снижает жесткость схемы напряженного состояния сжатия и не создает возрастающего гидростатического бокового подпора заготовки.
Предлагаемое устройство отличается от известного тем, что торцовые выточки обоймы выполнены в форме выпуклой воронки, а между заготовкой и торцами бойков установлены пластичные прокладки. Это повышает пластичность и улучшает проработку структуры изделий.
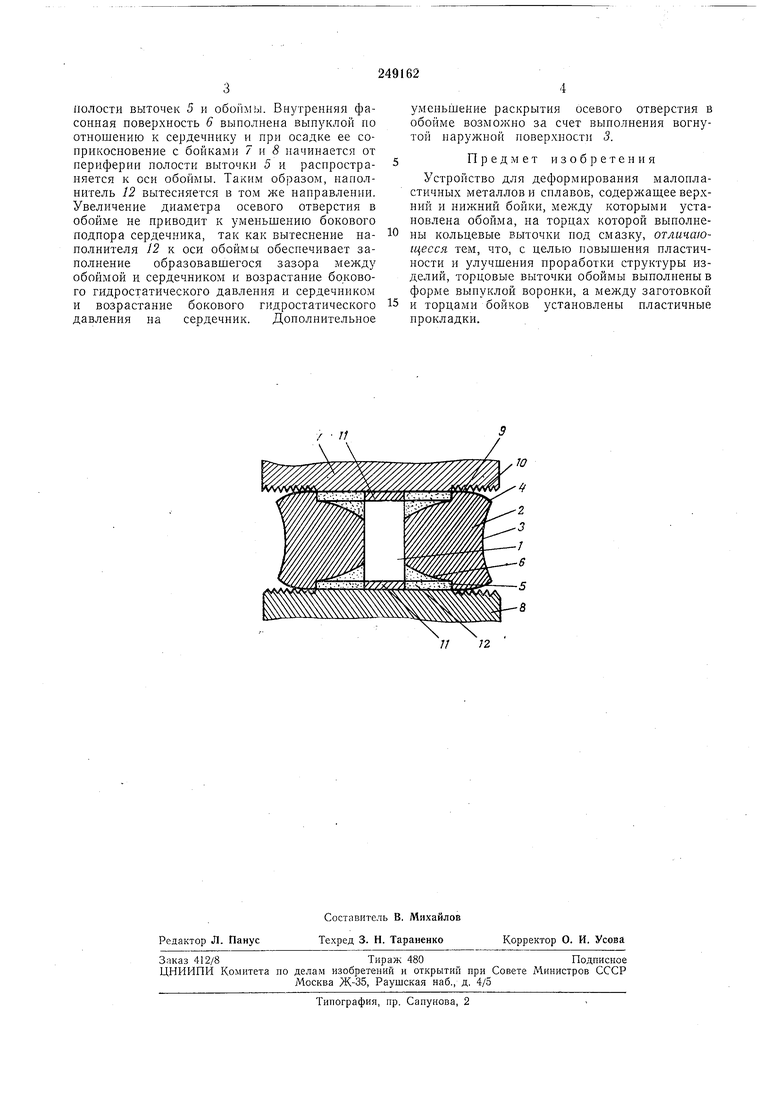
На чертеже изображено описываемое устройство. Сердечник 1 (малопластичный сплав) заключен в обойму 2, снабженную вогнутой боковой поверхностью 3 со скощенными краями 4, торцовыми выточками 5 и,, внутренней фасонной поверхностью 6. Сжатие сердечника и обоймы осуществляется кузнечными бойками 7 (верхним) и 8 (нижним), каждый из которых имеет в периферийной части, контактирующей с плоской частью 9 торцов обоймы, зубчатую насеченную поверхность 10. Давление от бойков 7 и 8 передается на сердечник через пластичные прокладки /Л которые находятся иод верхним и нижним бойком.
В -начальный момент деформации верхний 7 и нижний 8 бойки сближаются, подвергая обжатию пластичные прокладки // н сжимая наполнитель 12, который заполняет торцовые
выточки во внутренней части обоймы. При этом насеченная поверхность 10 бойков 7 и 3 внедряется в плоскую часть 9 торцов обоймы, предотвращая вытекание наполнителя 12 из торцовых выточек 5. Дополнительная гарантия уплотнения наполнителя создается за счет повышенного перехода на торцы бойков 7 и 8 скошенных краев 4 обоймы. Прн дальнейшем сближении бойков 7 и 8 начинается пластическая деформация сердечника. Пластичные
прокладки 11, имея меньшее сопротивление деформации, чем сердечник, деформируются в первую очередь, компенсируя сдерживающее воздействие сил трения по контактной поверхности сердечника с бойками 7 и 8. Это нриводит к уменьшению неравномерности деформации сердечника и, следовательно, к возможности ковки его без разрушения. Однако уменьшение неравномерности деформации не сопровождается снижением жесткостп объемной схемы напряженного состояния сжатия.
Осадка сердечника происходит в условиях увеличивающегося бокового подпора. В начальный момент за счет сжатия наполнителя J2 без пластической деформации сердечника
полости выточек 5 и обоймы. Внутренняя фасонная поверхность 6 выполнена выпуклой по OTHonjeHHio к сердечнику и при осадке ее соприкосновение с бойками 7 и 8 начинается от периферии полости выточки 5 и распространяется к оси обоймы. Таким образом, нанолпитель 12 вытесняется в том направлении. Увеличение диаметра осевого отверстия в обойме не приводит к уменьшению бокового подпора сердечника, так как вытеснение наполнителя 12 к оси обоймы обеспечивает заполнение образовавшегося зазора между обоймой и сердечником и возрастание бокового гидростатического давления и сердечником и возрастание бокового гидростатического давления на сердечник. Дополнительное
умены1 ение раскрытия осевого отверстия в обойме возможно за счет выполнения вогнутой наружной поверхности 3.
Предмет изобретения
Устройство для деформирования малоиластичных металлов и сплавов, содержаш.ее верхний и нижний бойки, меладу которыми установлена обойма, на торцах которой выполнены кольцевые выточки под смазку, отличающееся тем, что, с целью повышения пластичности и улучшения проработки структуры изделий, торцовые выточки обоймы выполиены в форме вьшуклой воронки, а между заготовкой и торцами бойков установлены пластичные прокладки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ДЕФОРМИРОВАНИЯ МАЛОПЛАСТИЧНЫХ СПЛАВОВ | 1971 |
|
SU319371A1 |
| Способ деформирования малопластичных материалов | 1980 |
|
SU925505A1 |
| СПОСОБ ОСАДКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ИЗ ХРУПКИХ И МАЛОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2012 |
|
RU2501624C2 |
| Способ деформирования малопластичных материалов | 1980 |
|
SU944718A1 |
| Контейнер трубопрофильного пресса | 1979 |
|
SU897362A1 |
| Способ деформирования малопластичных материалов | 1980 |
|
SU946765A1 |
| ИНСТРУМЕНТ ДЛЯ ПЕРИОДИЧЕСКОЙ ДЕФОРМАЦИИ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 1989 |
|
RU2015782C1 |
| Способ изготовления изделий | 1977 |
|
SU722644A1 |
| Способ осадки заготовок из труднодеформируемых материалов и устройство для его осуществления | 1986 |
|
SU1412866A1 |
| СПОСОБ ДЕФОРМАЦИОННОЙ ОБРАБОТКИ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2001 |
|
RU2202434C2 |
72
