Изобретение относится к гидропрессовой сборке соединений с натягом.
Целью изобретения является снижение металлоемкости и повышение надежности герметизации рабочей зоны силового цилиндра устройства для гидропрессовых работ.
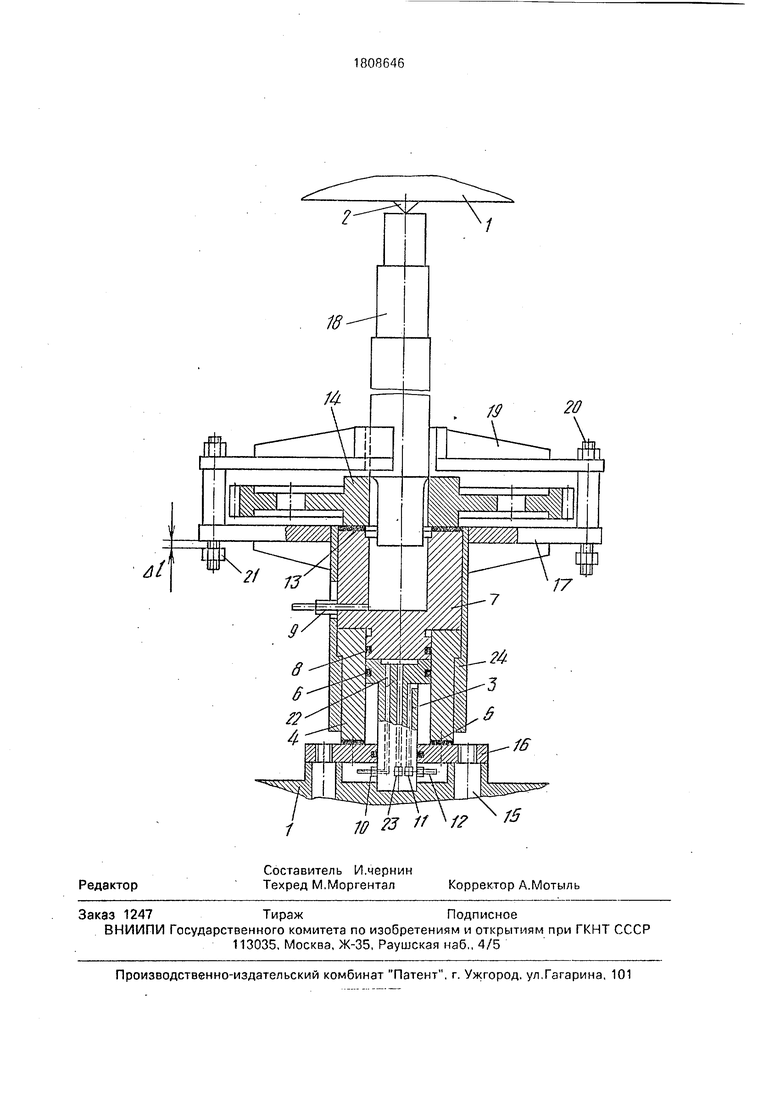
На чертеже схематично изображено устройство, продольный разрез.
Устройство содержит смонтированные на основании Топору 2 и соосно и оппозит- но последней направляющий шток 3. На штоке установлен с возможностью относительного осевого перемещения полый корпус 4, при этом цилиндрические поверхности контакта последнего и штока имеют уплотнения 5 и 6. В гюлости корпуса 4, обращенной к сопрягаемым деталям, размещен с возможностью перемещения как
относительно корпуса, так и относительно торца направляющего штока, плавающий поршень 7 со ступенчатой торцовой поверхностью, уплотнением 8 и штуцером 9. В штоке 3 выполнены внутренние каналы, один из которых выведен на торец, противоположный торцу крепления штока к основанию, и соединен с источником давления масла (не показан) через штуцер 10, второй - подведен к полости противосдвига, образованной поверхностями штока и корпуса силового цилиндра, извязан с источником давления масла через регулировочный клапан 11 и штуцер 12. На торце поршня размещена уплотнительная прокладка 13 по поверхности контакта с охватывающей деталью 14 формируемого соединения. Для предотвращения перекосов подвижных частей устройства при запрессовке предусмот00
рены штанги 15, установленные с зозмож- ностьго осевого перемещения в направляющих основания и закрепленные на фланце 16. Основная траверса 17 механизма зажима напрессовываемой на сопрягаемый вал 18 охватывающей детали 14 соединена с дополнительной траверсой 19 при помощи стержневых элементов 20 с гайками 21, при этом гайки 21 на резьбовых концах стержневых элементов со стороны основной траверсы установлены с зазором, который можно регулировать в соответствии с необходимой величиной начальной механической запрессовки А I. Маслоподводящие каналы в штоке 3 снабжены обратным 22 и сливным 23 клапанами, обечайка 24 скреплена с корпусом 4 на горячей посадке.
Устройство работает следующим образом.
На поршень 7 устанавливают соосно охватывающую деталь 14, сопрягаемый вал 18 заводят через отверстие в траверсе 19 до упора в ступицу детали 14, а второй конец вала упирают в упор (опору) 2. При нагнетании масла через штуцер 10 перемещают поршень 7 вместе с напрессовываемой деталью на длину Д до упора гаек 21 в основную траверсу 17. Создают давление полости противосдвига при подаче масла через штуцер 12. после этого повышают давление в полости между торцами плавающего поршня 17 и штока 3, подавая масло через штуцер 10. При этом деталь 14 зажимается между траверсой 19 и торцом поршня 7 на прокладке 13. Усилие прижатия должно превышать суммарное усилие РСум, создаваемое давлением масла в полости под поршнем 7 и на уплотнитель ной прокладке 13. После достижения расчетного усилия, создаваемого давлением масла под поршнем 7, и обеспечивающего потребное усилие прижатия на прокладке для герметизации рабочей полости, через штуцер 9 подают масло для реализации расклинивающего эффекта в зоне сопряжения собираемых с натягом деталей, а затем через штуцер 10 возобновляют пбдачу масла, повышая давление под поршнем 7. Когда аксиальное усилие на поршне 7 превысит сопротивление посадки сдвигу, обусловленное наличием натяга в сопряжении, и сил трения по поверхностям деталей
устройства, все подвижные части последнего смещаются вдоль сопрягаемого вала 18. При этом масло из полости противосдвига выходит через регулируемый клапан 11, Сопротивление этого клапана регулируют на создание необходимого упомянутого выше суммарного усилия Рсум, то есть регулировкой клапана 11 обеспечивают постоянство усилия прижатия детали 14 и возможность
относительного сдвига последней при дальнейшем повышении давления масла в полости между торцами поршня 7 и штока 3 (превышающем величину давления в указанной полости, необходимого для обеспечения потребной величины РСум). После запрессовки отключают подачу масла через штуцеры 9, 10 и при открытом клапане 23 подают масло через штуцер 12 в полость противосдвига, возвращая устройство в исходное положение) из остальных полостей масло идет на слив в гидросистему устройства).
Формула изобретения Устройство для сборки с натягом соединений деталей типа вал-втулка, содержащее смонтированные на основании соосно и оп- позитно друг другу упор и направляющий ступенчатый шток силового цилиндра с внутренними каналами, устаяовленный на
штоке полый цилиндрический корпус с размещенным в его полости плавающим ступенчатым поршнем, источник высокого давления, связанный с каналами штока, о т- личающееся тем, что, с целью снижения
металлоемкости и повышения надежности герметизации рабочей зоны силового цилиндра, ступенчатый плавающий поршень выполнен с размещенной внутри его большей ступени полостью высокого давления,
диаметр которой больше диаметра собираемого вала на величину, необходимую для его свободного прохода при сборке, и установлен своей меньшей ступенью внутри корпуса со стороны, обращенной к торцу
напрессовываемой втулки, с возможностью осевого перемещения относительно торца направляющего штока, при этом торцовая поверхность плавающего поршня выполнена с возможностью закрепления напрессовываемой втулки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки с натягом соединений деталей типа вал-втулка | 1991 |
|
SU1801726A1 |
| Устройство для сборки с натягом соединений деталей типа вал-втулка | 1988 |
|
SU1541002A1 |
| Устройство для сборки с натягом соединений деталей типа вал-втулка | 1991 |
|
SU1794623A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1988 |
|
SU1516295A1 |
| Устройство для сборки запрессовкой деталей типа вал - втулка | 1991 |
|
SU1812044A1 |
| Устройство для сборки с натягом деталей типа вал-втулка | 1986 |
|
SU1402419A1 |
| Устройство для сборки с натягом деталей типа вал-втулка | 1987 |
|
SU1530403A1 |
| Устройство для сборки с натягом соединений деталей типа вал - втулка | 1987 |
|
SU1454635A1 |
| Устройство для сборки с натягом деталей типа вал-втулка | 1986 |
|
SU1368156A1 |
| Устройство для сборки запрессовкой деталей типа вал - втулка | 1990 |
|
SU1745494A2 |
Использование; в механосборочном производстве для гидропрессовой сборки соединений с натягом. Сущность изобретения: ступенчатый плавающий поршень с размещенной внутри его большей ступени полостью высокого давления, диаметр которой превышает диаметр сопрягаемого вала при сборке, установлен своей меньшей ступенью внутри корпуса цилиндра со стороны, обращенной к торцу напрессовываемой на вал втулки, с возможностью осевого перемещения относительно торца направляющего штока, а последняя закреплена соосно на ступенчатой торцовой поверхности поршня. 1 ил.
| Устройство для сборки с натягом соединений деталей типа вал-втулка | 1988 |
|
SU1541002A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
