Изобретение относится к способам и устройствам для ремонта корпусов шестеренных насосов и может быть использовано в различных отраслях промышленного производства.
Известен способ ремонта, при котором изношенные поверхности колодцев корпусов насосов при малых износах при величине от 0,1 до 0,3 мм (задиры, риски на поверхности) восстанавливают растачиванием под увеличенный размер, например, на специальном двухшпиндельном расточном станке типа 2705 или на фрезерных станках повышенной точности. Требуемые номинальные зазоры между вершинами зубьев качающих шестерен и стенками расточенных колодцев достигаются смещением отверстий под цапфы валов-шестерен в опорных втулках. Смещение осей шестерен должно быть не меньше разности радиусов головок зубьев шестерен и колодцев корпуса.
Использование растачивания при ремонте корпусов шестеренных насосов со смещением базовых отверстий во втулках ограничено величинами износов и требуемой степенью точности сборки конструкции. Забоины, задиры, риски в корпусе, не проходящие через посадочные места и не захватывающие обработанные поверхности, длиной до 3 мм и шириной не более 1 мм и глубиной до 0,2 мм устраняют зачисткой. Количество дефектов в одном колодце не должно превышать десяти. Эллипсность колодцев после расточки должна быть не более 0,01 мм, а конусность не более 0,02 мм, непараллельность осей колодцев не более 0,02 мм, несовпадение плоскостей днищ колодцев не более 0,02 мм. Размер комплекта опорных втулок и шестеренок при сборке по высоте должен быть таким, чтобы они выступали не более чем на 0,1 мм или утопали не более, чем на 0,14 мм от плоскостей выточки корпуса. Комплекс операций по механической обработке поверхностей с высокой степенью точности их исполнения при малых полях допусков, а также малые поля допусков при сборке существенно ограничивают использование данного метода. Операции механической обработки весьма трудоемки и себестоимость работ с высокой степенью точности значительна. Поэтому использование данного метода ремонта не всегда возможно и экономически оправдано.
Известен способ ремонта, когда при больших износах боковых поверхностей колодцев, а также при третьем ремонте корпуса нагревают в печи и подвергают пластической деформации обжатию в горячем состоянии. Для этого корпуса помещают в электронагревательную печь с автоматическим регулированием температуры и выдерживают 30 мин при температуре 500oC. Затем корпус устанавливают в матрицу приспособления и обжимают на прессе с усилием 500 кН в специальной пресс-форме. Обжатие завершают при температуре не ниже 430oC. Обжатый корпус подвергают термической обработке: нагревают и выдерживают в течение 30 мин при температуре 520oC, закаливают в воде при температуре 60 -100oC и отпускают в течение 4 6 ч при температуре 170 180oС. Затем у обжатого корпуса фрезеруют поверхности: верхнюю под крышку и торец днища под табличку для маркировки. С помощью специального кондуктора засверливают в корпусе базовые отверстия, растачивают колодцы на токарном или фрезерном станке и восстанавливают резьбовые отверстия под болты крышки корпуса и фланцев трубопроводов [2]
Рассмотренный способ также весьма трудоемок, требует специального оборудования, включает много финишных операций механической обработки с требуемой высокой точностью изготовления и поэтому не всегда рентабелен.
Известен также способ ремонта колодцев корпусов запрессовкой в них гильз из латуни или бронзы с последующей расточкой внутренних поверхностей до номинальных размеров. Для этого внутренние поверхности колодцев вначале растачивают и при необходимости фрезеруют. На обезжиренные поверхности гильз и корпусов наносят клеевой эпоксидный состав и запрессовывают гильзы. После запрессовки корпус в течение 2 ч высушивают в сушильном шкафу при температуре 180 200oC [3]
Рассмотренный способ, кроме выполнения ряда предварительных работ, требует выполнения комплекса финишных операций с точным базированием и высокой степенью точности механической обработки, зачастую не обеспечивая требуемую точность сборки по соосности валов, что вызывает повышенный износ опорных втулок, самих шестерен и уплотнений, возникают утечки и насосы зачастую не достигают требуемой величины производительности 90% от расчетной даже при стендовых испытаниях.
Наиболее близким к описываемому является способ ремонта корпусов шестеренных насосов, заключающийся в восстановлении изношенных поверхностей полимерным композиционным покрытием, основанным на эпоксидных смолах. Восстановление корпусов насосов нанесением состава на основе эпоксидной смолы состоит в следующем. На тщательно обезжиренные поверхности колодцев корпуса шпателем наносится слой эпоксидного клеевого состава, который при температуре 18 20oC выдерживают 1 -2 ч, а затем еще 2 ч в сушильном шкафу при температуре 180 220oC. Клеевой состав включает: 100 мас.ч смолы ЭД-6, 20 мас.ч. алюминиевой пудры или 160 мас. ч. железного порошка, 15 мас. ч. дибутилфталата. Перед применением дополнительно вводят отвердитель полиэтиленполиамин. Затем колодцы корпусов растачивают под номинальные или уменьшенные ремонтные размеры. Уменьшенные ремонтные размеры используются в случае сборки отремонтированных корпусов насосов с изношенными шестернями, которые не подвергались при их ремонте восстановлению наплавкой, а лишь шлифовались или калибровались [3]
Известный способ ремонта корпусов также содержит ряд операций финишной механической обработки поверхностей, требующих высокой точности исполнения на специальных станках. Кроме того, не гарантируется надежность эксплуатации отремонтированных этим способом насосов, т.к. велика вероятность отказов из-за отслоений покрытий, вызываемых запрессовкой масла, находящегося под высоким давлением до 1,4 1,6 МПа в камерах проточной части, в дефекты покрытия (поры и микротрещины), обнажающиеся после механической обработки. Масло запрессовывается также и между слоем покрытия и поверхностью корпуса на стыках колодцев с впускным и нагнетательным патрубками.
Известно устройство для ремонта корпусов шестеренных насосов при больших износах боковых поверхностей колодцев пластической деформацией обжатием в горячем состоянии. Оно представляет собой матрицу со специальной пресс-формой [2]
Известное устройство предназначено для реализации способа ремонта пластической деформацией корпусов, требует специального оборудования и сложно в устройстве.
В качестве ближайшего аналога выбрано устройство для реализации способа ремонта корпусов шестеренных насосов нанесением полимерногокомпозиционного покрытия на изношенные поверхности, содержащее формообразующие вставки в колодцах, уплотняющие фланцы, крышки и уплотнения, препятствующие оплыванию покрытия до полного его отверждения [3]
Конструкция устройства предназначена для реализации конкретного способа и не обеспечивает требуемого качества покрытия без его дополнительной трудоемкой механической обработки.
Известный способ ремонта корпусов шестеренных насосов и устройство для его реализации не позволяют:
обеспечить требуемую надежность отремонтированных насосов,
обеспечить качество формуемого полимерного покрытия,
сократить трудоемкость выполнения ремонта.
Техническая задача, на решение которой направлено описываемое изобретение, обеспечение качества и упрощение технологии ремонта корпусов шестеренных насосов.
Указанная техническая задача решается тем, что в известном способе ремонта корпусов шестеренных насосов, включающем подготовку изношенных поверхностей расточку и обезжиривание, нанесение полимерного композиционного материала и сушку, расточку и покрытие производят не только по изношенным поверхностям колодцев корпуса, но и по поверхностям впускного и нагнетательного патрубков.
Кроме того, нанесение полимерного композиционного покрытия производят запрессовкой одновременно с вакуумированием.
Устройство для реализации предлагаемого способа ремонта корпусов, содержащее формообразующие вставки колодцев, уплотняющие фланцы, крышки и уплотнения, выполнено с дополнительными вставками, расположенными во впускном и нагнетательном патрубках, а уплотняющие фланцы содержат каналы для удаления воздуха.
Указанная совокупность признаков позволяет придать объекту новые свойства и получить новый технический результат.
Выполнение процесса ремонта корпусов шестеренных насосов восстановлением изношенных поверхностей полимерным композиционным покрытием, основанным на эпоксидных смолах, с помощью расточки и обезжиривания и покрытия не только изношенных поверхностей колодцев корпусов, но и поверхностей впускных и нагнетательных патрубков, позволяет обеспечить требуемую надежность эксплуатации отремонтированных этим способом насосов. Сплошное композиционное полимерное покрытие всех поверхностей проточных частей насосов исключает вероятность эксплуатационных отказов из-за возможных его отслоений, вызываемых, как правило, запрессовкой масла на ребрах поверхностей между полимерным покрытием и металлической поверхностью корпусов в местах переходов из впускных патрубков в колодцы и из колодцев в нагнетательные патрубки. Нанесение полимерного композиционного материала запрессовкой одновременно с вакуумированием позволяет обеспечить качество формуемого полимерного покрытия. Исключается возможность образования дефектов формования поверхности - микротрещин и пор и, соответственно, возможность запрессовки масла в них под давлением и отслоений в процессе работы. Сокращается трудоемкость выполнения ремонта за счет исключения финишной механической обработки восстановленных поверхностей колодцев и патрубков, т.к. способ позволяет сразу получить требуемое качество поверхности покрытия с номинальными размерами в пределах полей допусков с требуемой шероховатостью каналов проточных частей корпусов.
Применение устройства для выполнения способа ремонта корпусов шестеренных насосов с дополнительными вставками, расположенными во впускных и нагнетательных патрубках, и с фланцами, содержащими каналы для удаления воздуха, позволяет реализовать способ, а также обеспечить требуемое качество покрытия. Дополнительные вставки формируют покрытие каналов всасывающих и нагнетательных патрубков корпусов насосов, обеспечивая его форму, размеры, сплошность и отсутствие микротрещин и пор. Каналы во фланцах также способствуют получению требуемого качества поверхности проточной части, облегчая процессы растекания композиционного материала и формования полимерного покрытия. Удаление воздуха из зазоров между вставками и расточенными поверхностями снижает сопротивление течению воздушной пробки, обеспечивает сплошное заполнение пазух между расточенными поверхностями и всеми вставками. Сплошное покрытие всех каналов проточной части корпуса шестеренного насоса исключает возможность его отслоения из-за запрессовки масла в стыки и прочие дефекты получаемой поверхности.
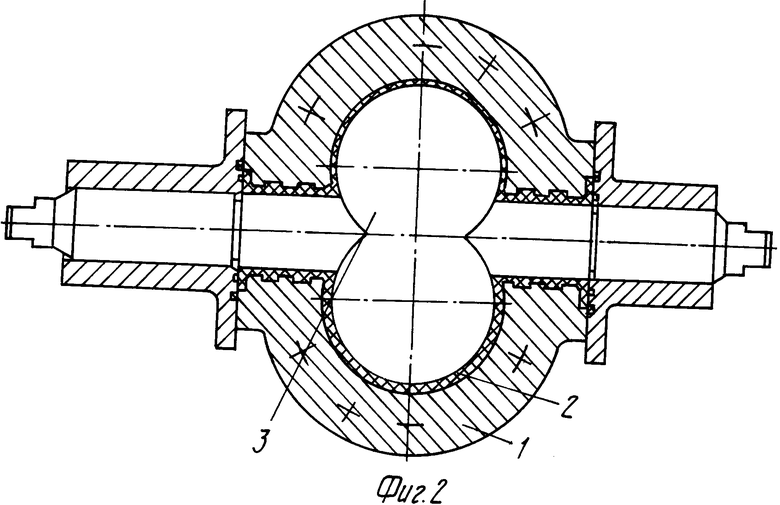
На фиг.1 2 изображены фронтальный и горизонтальный разрезы ремонтируемого корпуса насосов в сборе с устройством.
Способ ремонта корпусов 1 шестеренных насосов осуществляют следующим образом. Подготавливают поверхности путем расточки изношенных поверхностей колодцев и поверхностей патрубков и их обезжиривания, затем наносят полимерный композиционный материал 2 на основе эпоксидного связующего и по изношенным поверхностям колодцев корпусов и по поверхностям впускного и нагнетательного патрубков запрессовкой одновременно с вакуумированием и осуществляют финишную сушку изделия.
Изношенные поверхности колодцев корпусов 1, всасывающий и нагнетательный патрубки растачивают на фрезерном или токарном станке с нанесением канавок, например, типа "ласточкин хвост" на глубину до 1 мм и обезжиривают. Внутри корпусов размещают необходимые детали устройства для реализации способа, заливают требуемые объемы композиции и запрессовывают ее с помощью вставок в патрубках в зазоры между формообразующими деталями и стенками корпусов при одновременном вакуумировании полости формования. После отверждения композита корпуса подвергают окончательной сушке для упрочнения покрытия.
Устройство для ремонта корпусов 1 шестеренных насосов полимерными композиционными покрытиями 2 содержит расположенные в колодцах формообразующие вставки 3, установленные на боковых торцах уплотняющие фланцы 4, снабженные уплотнениями 5, верхние крышки 6 и 7, размещенные над вставками 3 и снабженные уплотнениями 8 и 9. Во впускном и нагнетательном патрубках размещены дополнительные вставки 10, снабженные уплотнениями 11. Формообразующие вставки колодцев 3 закреплены своими цапфами (не показаны) в нижних вкладышах 12 и верхних крышках 7, отделенных от вставок 3 прокладками 13 и 14. Уплотняющие фланцы 4 содержат каналы для отвода из зоны формования полимерного покрытия 2, отделенные от нее тонкими бумажными фильтрами 15 и снабженные штуцерами 16 для присоединения шлангов вакуумного насоса (не показаны).
Внутри колодцев корпуса 1 последовательно размещают: нижние вкладыши 12, прокладку 14, смазанные техническим вазелином формообразующие вставки 3, прокладку 13, уплотнение 9, верхние крышки 7, уплотнение 8 и прижимают крышкой 6. Уплотняющие фланцы 4 с размещенными в них уплотнениями 11 и с тонкими фильтрами 15 присоединяют к боковым торцам ремонтируемого корпуса 1 и штуцеры 16 подключают к шлангам вакуумного насоса (не показаны). Дополнительная вставка 10 со смазанным до уплотнения 11 участком рабочей поверхности вводится до упора с формообразующими вставками 3 внутрь одного из уплотняющих фланцев 4. Корпус насоса с устройством поворачивают на 90 градусов и размещают с верхним расположением второго патрубка. Подготовленный объем композиции заливают в верхний патрубок через отверстие в уплотняющем фланце 4 устройства, затем в последний вводят вторую дополнительную вставку 10 (также с предварительно смазанным участком рабочей поверхности), которую плавно запрессовывают до соприкосновения с формообразующими вставками 3. Параллельно с этим производят вакуумирование посредством отсоса воздуха из зоны формования через штуцеры 16 вакуумным насосом. Корпус насоса с устройством оставляют под прессом до отверждения, а затем подвергают термообработке в сушильном шкафу при температуре 120oС в течение 2 ч.
Выполнение расточки и покрытия не только по изношенным поверхностям колодцев корпуса, но и по поверхностям впускного и нагнетательного патрубков обеспечивает требуемый уровень надежности работы отремонтированных насосов, гарантируя сплошность покрытия и отсутствие стыковых поверхностей в проточной части насоса на линиях перехода между колодцами и всасывающими и нагнетательным патрубками, исключая тем самым возможность запрессовки масла, находящегося под большим давлением, под слой покрытия.
Нанесение полимерного композиционного материала на подготовленные поверхности запрессовкой одновременно с вакуумированием позволяет обеспечить требуемое качество формуемого покрытия проточной части корпуса насоса - отсутствие пузырьков в слое материала, микротрещин на поверхности и снизить пористость поверхности покрытия.
Сочетание вакуумирования зоны заполнения с запрессовкой полимерного материала позволяет улучшить процесс заполнения пазух между поверхностями вставок и корпусом насоса, снижает сопротивление растеканию по поверхностям, улучшает внутреннюю структуру полимерного покрытия за счет удаления пузырьков воздушных включений.
Применение в устройстве формообразующих вставок колодцев с номинальными или увеличенными ремонтными диаметрами позволяет, кроме того, исключить финишную механическую обработку поверхностей полимерного покрытия колодцев корпусов, снижая себестоимость их ремонта. При этом сохраняется качество восстановленной поверхности покрытия, достигнутое формованием, и гарантируется качество сборки насосов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕМОНТА ГИДРАВЛИЧЕСКИХ ДВИГАТЕЛЕЙ | 2003 |
|
RU2238425C1 |
| Способ ремонта гидравлических двигателей | 2017 |
|
RU2653896C1 |
| СПОСОБ РЕМОНТА ГИДРАВЛИЧЕСКИХ ДВИГАТЕЛЕЙ | 2013 |
|
RU2534698C2 |
| СПОСОБ РЕМОНТА ГИДРАВЛИЧЕСКИХ ДВИГАТЕЛЕЙ | 2013 |
|
RU2535107C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОЛИМЕРНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1998 |
|
RU2150386C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ КОЛОДЦЕВ КОРПУСОВ ШЕСТЕРЕННЫХ НАСОСОВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2009 |
|
RU2416489C1 |
| УСТРОЙСТВО ДЛЯ ВИБРОПРЕССОВАНИЯ АРБОЛИТА | 1999 |
|
RU2162030C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ КОЛОДЦЕВ КОРПУСОВ ШЕСТЕРЕННЫХ НАСОСОВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2236335C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2002 |
|
RU2207956C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ САМОСМАЗЫВАЮЩЕГОСЯ ПОДШИПНИКА | 2000 |
|
RU2178102C2 |
Использование: ремонт корпусов шестеренных насосов, используемых в различных отраслях промышленного производства. Сущность изобретения: осуществляют подготовку изношенных поверхностей - расточку, обезжиривание, нанесение полимерного композиционного материала и сушку. Расточку, обезжиривание, нанесение полимерного покрытия осуществляют по изношенным поверхностям колодцев корпуса, а также по поверхностям впускного и нагнетательного патрубков. Нанесение покрытия осуществляют запрессовкой одновременно с вакуумированием. Устройство для реализации способа содержит формообразующие фланцы, крышки уплотнения, вставки для впускного и нагнетательного патрубков. Уплотняющие фланцы выполнены с каналами для удаления воздуха. 2 с.п. ф-лы, 2 ил.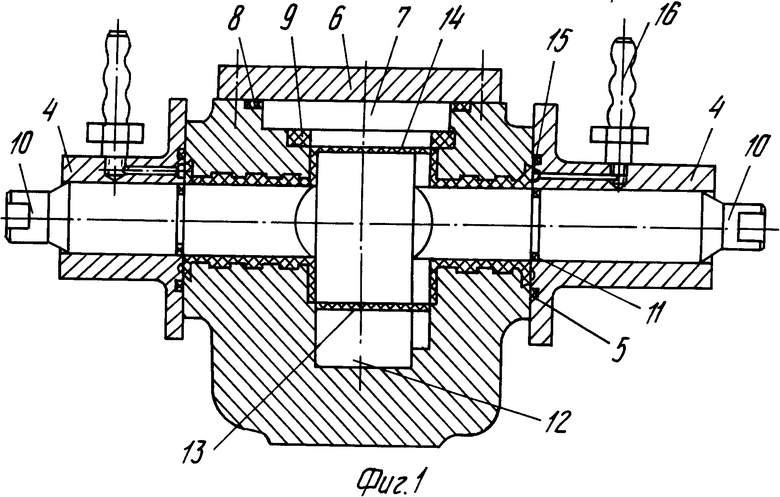
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Беккер И.Г | |||
| Ремонт технологического оборудования лесозаготовительных машин | |||
| - М.: Экология, 1991, с | |||
| Способ добывания бензина и иных продуктов из нефти, нефтяных остатков и пр. | 0 |
|
SU211A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Гологорский Е.Г., Колесниченко В.В | |||
| Техническое обслуживание и ремонт дорожно-строительных машин | |||
| Учебное пособие для ПТУ | |||
| - М.: Высшая школа, 1991, с | |||
| Способ добывания бензина и иных продуктов из нефти, нефтяных остатков и пр. | 0 |
|
SU211A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Баккер И.Г | |||
| Ремонт технологического оборудования лесозаготовительных машин | |||
| - М.: Экология, 1991, с | |||
| Приспособление для записи звуковых колебаний | 1921 |
|
SU212A1 |
