v
Ё
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки инструмента из быстрорежущей стали | 1983 |
|
SU1121304A1 |
| Способ термической обработки инструмента из быстрорежущей стали | 1991 |
|
SU1797626A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЫХ ШТАМПОВЫХ ИНСТРУМЕНТОВ ИЗ ОТХОДОВ БЫСТРОРЕЖУЩЕЙ СТАЛИ ДЛЯ ДЕФОРМИРОВАНИЯ МЕТАЛЛОВ | 2009 |
|
RU2406590C1 |
| Способ термической обработки быстрорежущих сталей | 1978 |
|
SU722965A1 |
| Способ термической обработки изделий | 1982 |
|
SU1104174A1 |
| Способ термической обработки быстрорежущей стали | 1990 |
|
SU1749268A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕЛКОРАЗМЕРНОГО РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2006 |
|
RU2315675C1 |
| Способ термической обработки сварного режущего инструмента | 1982 |
|
SU1122716A1 |
| Способ термической обработки быстрорежущих сталей с интерметаллидным упрочнением | 2016 |
|
RU2634548C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩИХ СТАЛЕЙ | 2013 |
|
RU2543027C2 |
Изобретение относится к металлургии и может быть использовано при термической обработке детал ей из быстрорежущих сталей. Целью изобретения является повышение стойкости деталей путем увеличения ударной вязкости при сохранении уровня прочности на изгиб и твердости, повышение экономичности способа. Детали из быстрорежущих сталей греют под закалку до 1100°С, закаливают и подвергают однократному отпуску при 150°С. Способ позволяет повысить эксплуатационную стойкость деталей, работающих в условиях ударных нагрузок, в 2 раза и экономичность термической обработки. 1 табл.
Изобретение относится к термической обработке вольфрамовых (в отличие от безвольфрамовых) быстрорежущих сталей, когда они используются для изготовления кузнечно-прессового и холодно-штампово- го инструмента, а также других деталей узлов, механизмов и машин, работающих в условиях больших контактных и динамических нагрузок, интенсивного абразивного- изнашивания, и может быть использовано в инструментальной, машиностроительной и других отраслях промышленности для получения высокой твердости, прочности на изгиб и ударной вязкости деталей.
Наиболее близким к изобретению по технической сущности (термообработка хо- лодно-штампового инструмента, деталей, работающих в условиях высоких нагрузок, например, при холодной высадке) является способ термической обработки инструмента из быстрорежущей стали.
Однако он также энергоемок, трудоемок, а инструмент, обработанный по данному способу, не обладает достаточной стойкостью при больших динамических нагрузках из-за незначительной ударной вязкости.
Целью изобретения является повышение стойкости деталей путем увеличения ударной вязкости при сохранении уровня прочности на изгиб и твердости.
Поставленная цель достигается тем, что согласно способу термической обработки, быстрорежущей стали, включающему нагрев под закалку, закалку с температуры ниже принятой и последующий процесс отпуска, закалку производят с температуры 1100°С, а последующий отпуск осуществляют однократно при 150°С.
Увеличение температуры закалки выше указанной приводит к росту зерна, увеличению содержания остаточного аустенита и
Х|
сл
ю
vj Ч)
ю
уровня напряжений, вызванных мартенист- ным превращением, снижению прочности и вязкости закаленной быстрорежущей стали
Уменьшение температуры закалки не позволяет получить нужные твердость и предел текучести, что снижает стойкость инструмента (деталей) вследствие его абразивного изнашивания и потери формы из-за пластических деформаций.
Увеличение температуры отпуска выше указанной до 450-500°С уменьшает твердость, а отпуск в интервале температур 510-560°С с дисперсионным твердением быстрорежущей стали уменьшает ударную вязкость. Дальнейшее увеличение температуры снижает твердость и прочность.
Температуры отпуска ниже предложенной не снимают в достаточной степени высокий уровень закалочных напряжений в стали, что также уменьшает ударную вязкость.
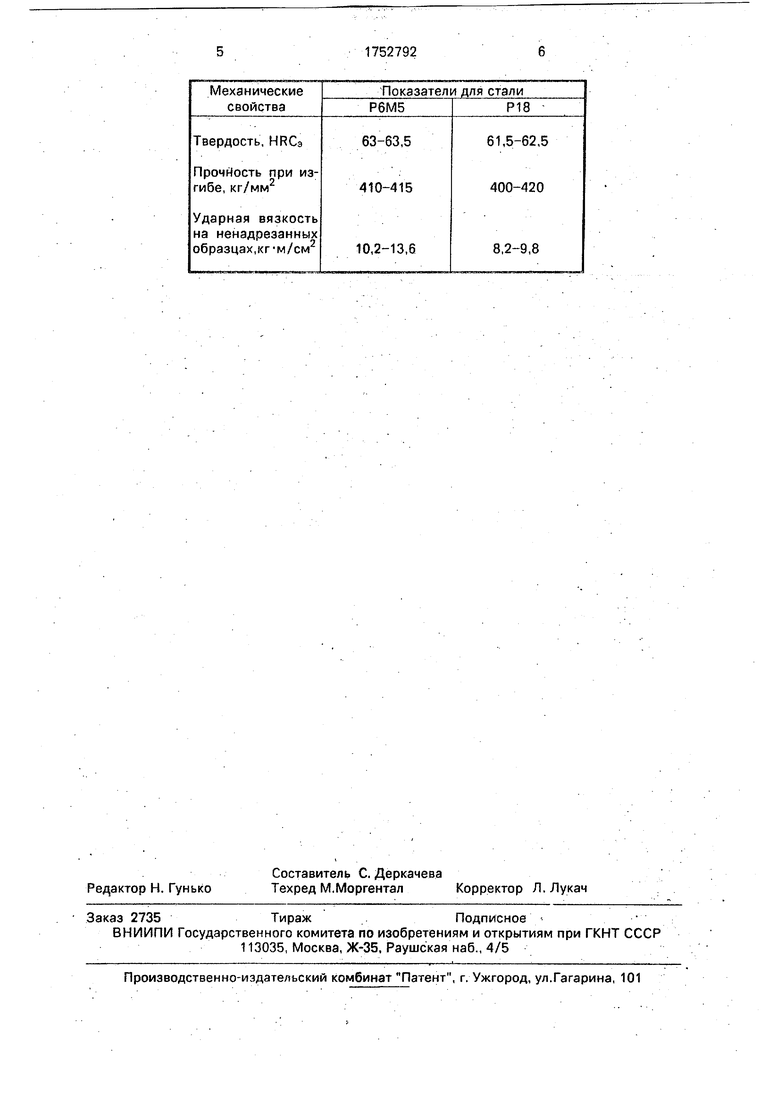
Производят термообработку образцов из быстрорежущих сталей Р6М5 и Р18 по предлагаемому режиму: температура окончательного нагрева 110±10°С, температура однократного отпуска 150±10°С.
Механические свойства сталей после указанной обработки приведены в таблице.
При этом балл зерна аустенита в обеих сталях 12-13, а количество остаточного аустенита 10-11%.
Ударная вязкость сталей существенно больше, чем после термообработки по известным режимам.
В производственных условиях на штатном оборудовании цеха проводят холодную высадку крестообразного шлица винта Мб ГОСТ 17475-80. Пуансоны для холодной высадки изготавливают из стали Р6М5, термо- обработанной по предлагаемому режиму и по известному HRC3 63-63, кг/мм ; ,5 кг-м/см2.
Сравнение ведут по 10 пуансонам от каждого режима термообработки.
Результаты производственных испытаний показывают, что эксплуатационная
стойкость пуансонов, термообработанных по предлагаемому режиму, в два раза выше по сравнению с прототипом.
Предлагаемый режим позволяет термическую обработку вольфрамовых
(в отличие от безвольфрамовых) быстрорежущих сталей 78% BaCl2, 22% NaCI, широко используемого для термообработки большой номенклатуры углеродистых и легированных сталей, с контролем температуры термопарой ТХА-Н или TXA-III, что исключает необходимость изготовления, обслуживания и мелкого планово-предупредительного ремонта отдельной, дополнительной высокотемпературной соляной
ванны, увеличивает точность установки и поддержания на требуемом уровне температуры расплава соли, уменьшает расход электроэнергии на закалку и отпуск, затраты рабочего времени на термообработку деталей, повышает оперативность обработки.
Кроме того, окончательный нагрев деталей под закалку может быть осуществлен и в камерной электропечи типа СНЗ с
контролируемой газовой защитной атмосферой.
Формула изобретения
Способ термической обработки деталей из быстрорежущей стали, включающий нагрев под закалку до температуры ниже принятой, закалку и последующий отпуск, отличающийся тем, что, с
целью повышения стойкости деталей путем увеличения ударной вязкости при сохранении уровня прочности на изгиб и твердости, повышения экономичности способа, закалку проводят с температуры 1100°С, а отпуск
осуществляют однократно при температуре 150°С.
| Способ термической обработки изделий из быстрорежущей стали | 1981 |
|
SU1006515A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ термической обработки инструмента из быстрорежущей стали | 1983 |
|
SU1121304A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
