Изобретение относится к порошковой Металлургии и может быть использовано при изготовлении алмазосодержащих буровых коронок.
Известен способ инфильтрации матриц алмазосодержащих буровых коронок, заключающийся втом, что буровую коронку со спрессованной матрицей устанавливают в графитовую ванну, помещают в водородную печь, где матрица инфильтруется пропиточным материалом.
Однако этот способ при всей своей простоте и технологичности не всегда позволяет достигнуть желаемых результатов. В частности, при увеличенных высотах матрицы теряется ее цилиндричность, запредельно увеличивается конусность, что
отрицательно сказывается на работоспособности коронок.
Наиболее близким к предлагаемому является спосо.б инфильтрации матриц коронок, включающий установку спрессованной коронки в графитовую ванну с коррексом, нагрев и пропитку медью, при котором цилиндричность формы матрицы сохраняется за счет предварительной установки раздаточного элемента в виде медного кольца, расплавляемого при нагревании
Однако наличие распорного медного кольца не только увеличивает общую трудоемкость изготовления коронок, но может также спровоцировать снижение качества их изготовления за счет образования медных наплывок на матрице, что затрудняет
XI СЛ 4 СА) Ю Х|
дальнейшую обработку коронок, ведет к перерасходу меди либо к недопропитке матрицы.
Цель изобретения - повышение качества коронок за счет обеспечения их заданной формы и снижения трудоемкости пропитки.
Поставленная цель достигается тем, что согласно способу раздаточный элемент выполнен в виде жесткой конструкции, раздачу осуществляют путем погружения формообразующего элемента в ванну,а перед засыпкой коррексом формообразующий элемент удаляют.
Отличие и преимущества предлагаемого способа от известного заключается в предварительной раздаче матрицы на заданную величину и некоторой фиксации этого размера, что повышает качество коронок и снижает трудоемкость их изготовления.
Способ может быть осуществлен устройством, содержащим графитовую ванну с коррексом, обтекатель, навеску пропиточного материала и алмазную буровую коронку.
Отличие устройства состоит в том, что оно снабжено раздатчиком в виде направляющего конуса с укрепленными на нем формообразующими элементами в виде лепестков и ограничителя величины хода раздачи, при этом лепестки формообразующего элемента выполнены с возможностью перемещения по направляющей конуса раздатчика.
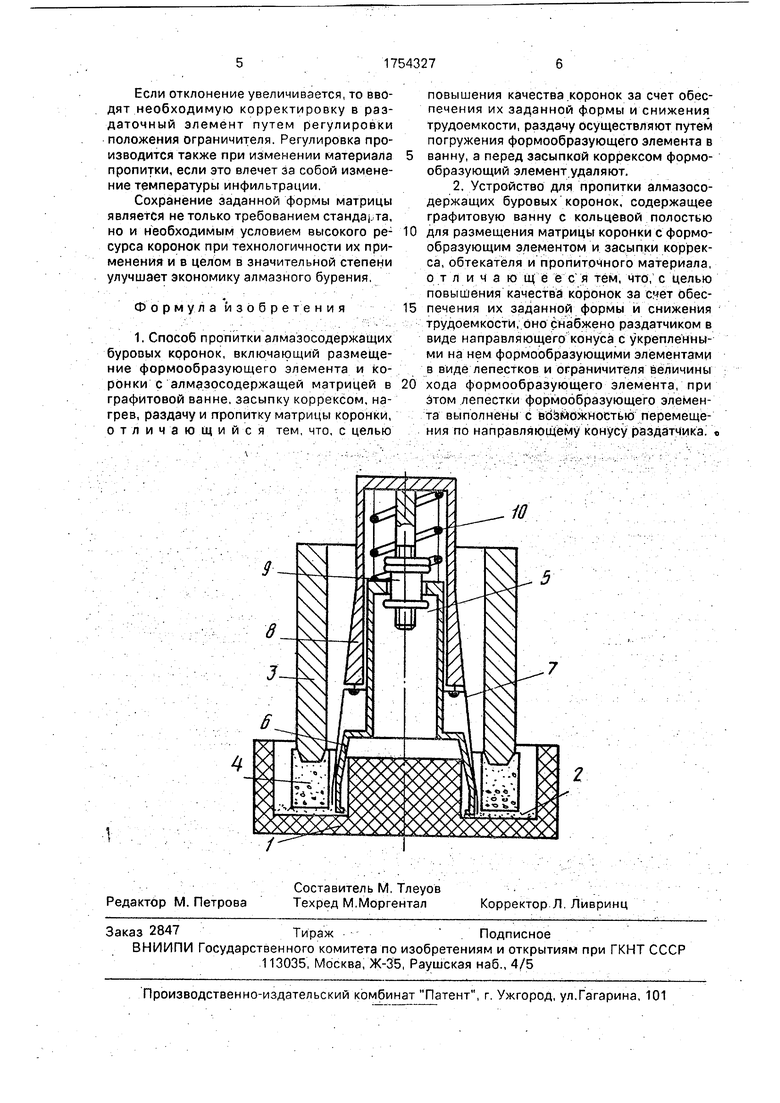
На чертеже изображено устройство для осуществления способа.
Устройство состоит из графитовой ванны 1 с корундовым песком (коррексом) 2, на который установлена алмазная буровая коронка, состоящая из корпуса 3 и алмазосодержащей матрицы 4. На период раздачи матрицы 4 в графитовую ванну 1 на песок 2 устанавливается раздаточный элемент 5, состоящий из направляющего конуса 6 с соосно нанизанным на него формообразующим элементом, содержащим лепестки 7 и толкатель 8. Величина поступательного движения формообразующего элемента относительно направляющего конуса 6 регулируется ограничителем 9, а подача назад осуществляется пружиной 10, После раздачи матрицы 4 раздаточный элемент 5 вынимается, а в центральную часть графитовой ванны 1 на возвышение песка 2 устанавливается обтекатель, на который укладывается навеска пропиточного материала.
Устройство работает следующим образом,
В графитовую ванну 1 насыпают небольшой (2-3 мм) слой корундового песка (коррекса) 2, на который устанавливают раздаточный элемент 5. Затем, удерживая спрессованную алмазную коронку зэ корпус 3, опускают матрицу 4 на слой песка 2, следя за тем, чтобы нижняя часть раздаточного элемента 5 оставалась в центре кольца матрицы 4. Нажимая на толкатель 8, смещают формообразующий элемент вниз, при этом лепестки 7 отжимаются направляющим конусом б от центра и раздают на за0 данную величину, ограниченную стопором 9 и конусностью нижних частей устройства, торцовую часть матрицы 4.
Отпускают толкатель 8 и формообразующий элемент усилиями пружины 10 иупру5 гости лепестков 7 возвращается в исходное положение, определенное стопорами 9, и раздаточный элемент 5 убирают из устройства. После этого для удержания размера матрицы 4 в полость коронки засыпают кор0 реке, на который устанавливают обтекатель и укладывают навеску пропиточного материала, затем коррексом обсыпается наружная часть матрицы 4.
Устройство подают в электропечь и на5 гревают до температуры плавления пропиточного материала.
Во время нагревания корпус 3 коронки раздается по диаметру, и пропитка матрицы 4 происходит при ее заранее компенсирую0 щей раздачу корпуса 3 форме, получаемой посредством применения раздаточного элемента 5, Это позволяет обеспечить ци- линдричность формы матрицы 4 после осты- вания устройства. После пропитки
5 (инфильтрации) матрицы 4 температуру плавно снижают и устройство с готовой матрицей выпивают из печи.
Пример. Пропитываются коронки БИТ, имеющие наружный диаметр 59 мм и
0 высоту матрицы 15 мм. Экспериментальная пропитка по известной технологии показала диаметр по подрезным алмазам 59,1 мм, а по торцу - 58,9 мм, при этом внутренний диаметр равен 41,8. Необходимо раздать
5 торец на 0,2 мм. Раздатчик настраивается на диаметр выдвинутых лепестков 42,0 мм, Опускание коронки в графитовую ванну производят после установки раздаточного элемента, которым раздают матрицу на 0,2
0 мм. Затем раздаточный элемент вынимается, матрица засыпается песком (коррексом) сначала внутри коронки, а затем снаружи, ложится обтекатель и на него - навеска пропиточного материала. Ванна с коронкой от5 правляется в печь, где производится инфильтрация матрицы. После остывания матрица имеет по подрезным алмазам диаметр 59,08 мм, а по торцу - 59,6 мм, значит применяемый способ и устройство способствуют достижению цели
Если отклонение увеличивается, то вводят необходимую корректировку в раздаточный элемент путем регулировки положения ограничителя. Регулировка производится также при изменении материала пропитки, если это влечет за собой изменение температуры инфильтрации
Сохранение заданной формы матрицы является не только требованием станда) та, но и необходимым условием высокого ресурса коронок при технологичности их применения и в целом в значительной степени улучшает экономику алмазного бурения,
Формула изобретения
1. Способ пропитки алмазосодержащих буровых коронок, включающий размещение формообразующего элемента и коронки с алмазосодержащей матрицей в графитовой ванне, засыпку коррексом, нагрев, раздачу и пропитку матрицы коронки, отличающийся тем, что, с целью
повышения качества коронок за счет обеспечения их заданной формы и снижения трудоемкости, раздачу осуществляют путем погружения формообразующего элемента в
ванну, а перед засыпкой коррексом формообразующий элемент удаляют.
2, Устройство для пропитки алмазосодержащих буровых коронок, содержащее графитовую ванну с кольцевой полостью
для размещения матрицы коронки с формообразующим элементом и засыпки коррек- са, обтекателя и пропиточного материала, отличающееся тем, что, с целью повышения качества коронок за счет обеспечения их заданной формы и снижения трудоемкости, оно снабжено раздатчиком в виде направляющего конуса с укрепленными на нем формообразующими элементами в виде лепестков и ограничителя величины
хода формообразующего элемента, при этом лепестки формообразующего элемента выполнены с возможностью перемещения по направляющему конусу раздатчика. 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ инфильтрации матриц алмазных буровых коронок | 1987 |
|
SU1574372A1 |
| Способ изготовления алмазного инструмента и устройство для его осуществления | 1986 |
|
SU1444138A1 |
| Способ изготовления алмазной буровой коронки | 1982 |
|
SU1110888A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 1993 |
|
RU2049655C1 |
| АЛМАЗНАЯ БУРОВАЯ КОРОНКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2298078C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОЙ БУРОВОЙ КОРОНКИ | 2013 |
|
RU2534164C1 |
| Способ изготовления буровой коронки | 1989 |
|
SU1738680A1 |
| Способ восстановления буровых коронок из алмазосодержащих материалов | 1989 |
|
SU1717282A1 |
| АЛМАЗНАЯ БУРОВАЯ КОРОНКА | 1990 |
|
RU2023858C1 |
| АЛМАЗНАЯ БУРОВАЯ КОРОНКА ДЛЯ БУРЕНИЯ С ПРОДУВКОЙ ВОЗДУХОМ | 1999 |
|
RU2167260C1 |
Использование: изготовление алмазосодержащих буровых коронок. Сущность изобретения: формообразующий элемент и коронку с алмазосодержащей матрицей размещают в графитовой ванне, засыпают коррексом, нагревают, производят раздачу и пропитку матрицы коронки, при этом раздаточный элемент выполняют в виде жесткой конструкции, раздачу осуществляют путем погружения формообразующего элемента в ванну, а перед засыпкой коррексом формообразующий элемент удаляют. Способ осуществляется с помощью устройства, содержащего графитовую ванну с кольцевой полостью для размещения матрицы коронки с формообразующим элементом, засыпку коррекса, обтекатель, пропиточный материал и раздатчик в виде направляющего конуса с укрепленными на нем формообразующими элементами в виде лепестков и ограничителя величины хода раздачи, при этом лепестки формообразующего элемента выполнены с бозможностью перемещения по направляющей конуса раздатчика 2 с п.ф-лы, 1 ил. сл с
10
| Способ инфильтрации матриц алмазных буровых коронок | 1987 |
|
SU1574372A1 |
| кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
