обработке титановых сплавов, то до образования нароста, защищающего режущую кромку от износа и выкрашиваний, особенно в усповиях черновой обработки, может произойти выкрашивание режущей кромки или ее катастрофический износ, приводящие к нестабильности процесса резания.
Цель изобретения - повышение стойкости инструмента.
Поставленная цель достигается тем, что согласно способу резания материалов, при котором в процессе резания формируется нарост, связанный б&оим основанием с передней поверхностью инструмента, основание нароста формируют на передней поверхности инструмента перед началом резания, а верхнюю часть - в процессе резания.
Формируя основание нароста перед началом резания, в процессе резания практи- чески мгновенно формируется верхняя часть нароста и процесс резания с самого начала идет стабильно, так как образовавшийся нарост защищает режущую кромку от износа и выкрашиваний. При этом основа- ние нароста может иметь заранее заданные адгезионные свойства как по отношению к передней поверхности инструмента, так и по отношению к срезаемому слою обрабатываемого материала. Наибо- лее просто способ реализуется путем формирования основания нароста из обрабатываемого материала, упрочненного при нанесении его на переднюю поверхность, например, ионно-плазменным или электроискровым методами. Толщина основания принимается в пределах 0,5-8 мкм. Предлагаемый способ позволяет формировать нарост даже в таких условиях, где считалось, что это явление вообще не может происходить, например при обработке титановых сплавов.
На фиг. 1 показан резец со сформированном основан нем нароста перед началом процесса резания; на фиг. 2 - то же, в про- цессе резания.
Способ осуществляется следующим образом.
На передней поверхности 1 резца 2 с заточенным передним углом у вдоль режу- щей кромки 3 перед началом резания формируют основание 4 нароста 5, например, в виДСиоЯнб-плазм енного покрытия из материала обрабатываемой детали. В процессе резания уже в первый момент начавшегося процесса деформированный металл на поверхности контакта сцепляется со сродст- вемным материалом основания 4 нароста затормаживается, внутреннее трение в срезаемом слое металла значительно возрастает с заторможенный слой начинает расти, образуя верхнюю часть 6 нароста с реальным передним углом у, прочно присоединенную к основанию 4 нароста, соединенного с передней поверхностью. Срезаемый слой, переходя в стружку 7, перемещается относительно верхней части нароста и, обтекая его на некотором расстоянии от режущей кромки, приходит в соприкосновение с передней поверхностью в зоне 8, расположенной за основанием нароста, и изнашивает ее, при этом саму режущую кромку нарост защищает от износа и выкрашиваний.
Пример. Обрабатывается предварительно по корке торец диска из титанового сплава ВТ5 на режимах: Vpea 22 м/мин; S 0,8 мм/об, t б мм. На переднюю поверхность резца из сплава ВК8 до начала резания вдоль режущей кромки наносят основание нароста из сплава ВТ5 на ионно- плазменной установке Булат-ЗТ шириной 1 мм, толщиной 5 мкм. В процессе резания срезаемый слой сплава ВТ5 уже в первый момент вследствие сродства материалов и адгезии прочно соединяется с предварительно нанесенным на резец основанием нароста из упрочненного сплава ВТ5. При этом течение материала в стружку идет с преодолением сил внутреннего трения, которое после сцепления срезаемого слоя с искусственным основанием нароста резко возрастает, а заторможенный слой начинает резко расти, пока не сформируется верхняя часть нароста. Окончание формирования нароста и его наличие подтверждается течением части срезаемого слоя вдоль режущей кромки в виде так называемого уса. Ранее известными способами нарост при обработке титановых сплавов получить не удавалось, Резание титанового сплава с наростом позволяет стабилизировать процесс резания, предохранить режущую кромку от износа и выкрашивания и за счет этого увеличить стойкость по крайней мере в 2 раза в сравнении с резанием без нароста.
Формула изобретения
1.Способ резания материалов, при котором на передней поверхности инструмента формируют нарост, отличающийся тем, что, с целью стабилизации процесса резания и повышения стойкости инструмента, основание нароста формируют перед началом резания, а верхнюю часть нароста - в процессе резания.
2.Способ по п. 1,отличающийся тем, что основание нароста формируют ионно-плазменным напылением материала заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ "ГИБРИДНОГО" ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА РЕЖУЩЕМ ИНСТРУМЕНТЕ | 2011 |
|
RU2485210C2 |
| КОМПОНЕНТ ОБРАБАТЫВАЮЩЕГО ИНСТРУМЕНТА | 2008 |
|
RU2475338C2 |
| Способ изготовления режущих пластин с износостойким покрытием | 1990 |
|
SU1742020A1 |
| СПОСОБ ВАКУУМНОГО ИОННО-ПЛАЗМЕННОГО НАНЕСЕНИЯ МНОГОСЛОЙНОГО ИЗНОСОСТОЙКОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2011 |
|
RU2478138C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРОФИЛЯ ПОВЕРХНОСТИ КАТАНИЯ КОЛЕС РЕЛЬСОВОГО ТРАНСПОРТА | 2020 |
|
RU2754627C1 |
| Способ обработки | 1990 |
|
SU1803299A1 |
| Способ химико-термической обработки твердосплавных пластин | 2022 |
|
RU2789642C1 |
| Способ чистовой обработки и резец для его осуществления | 1990 |
|
SU1756018A1 |
| СПОСОБ РАСТАЧИВАНИЯ ОТВЕРСТИЙ В ИЗДЕЛИЯХ ИЗ КОРРОЗИОННОСТОЙКИХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2022 |
|
RU2787289C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ (ВАРИАНТЫ) | 1991 |
|
RU2071869C1 |
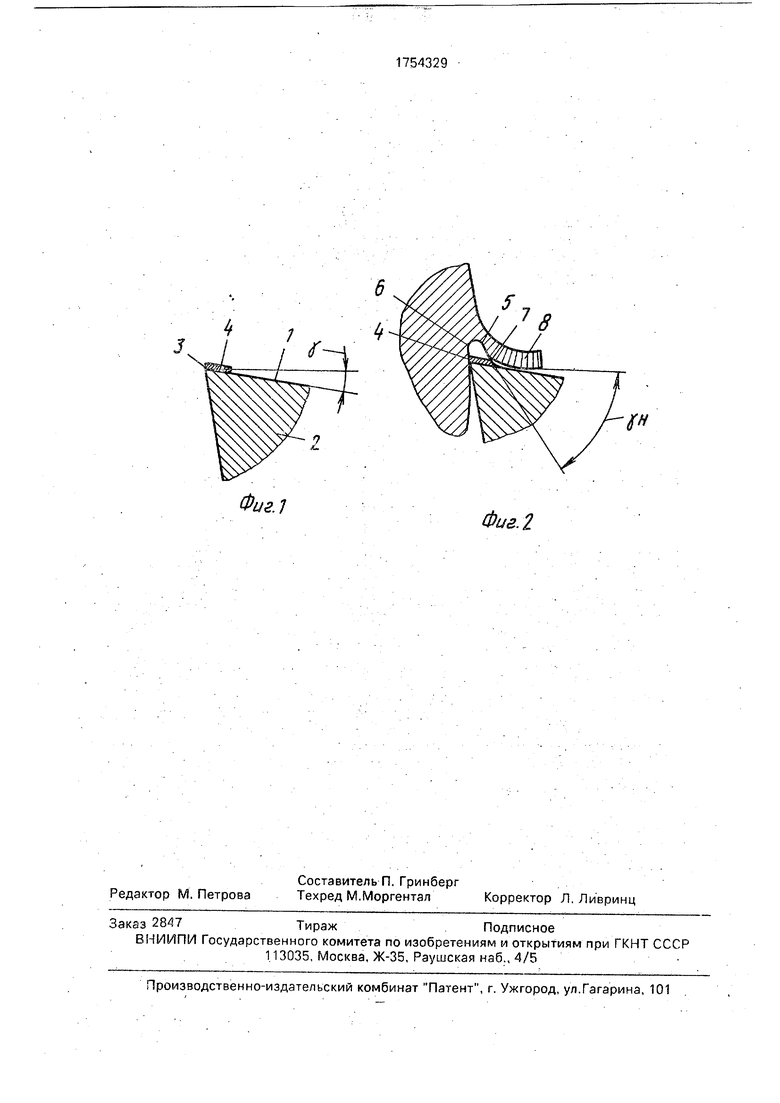
Фиг.1
Фиг. 2
