со
с


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для выглаживания сферических поверхностей деталей | 1974 |
|
SU559815A1 |
| Устройство для алмазного выглаживания | 1977 |
|
SU719863A1 |
| Устройство для алмазного выглаживания | 1977 |
|
SU975361A1 |
| Способ обработки деталей алмазным выглаживанием | 1987 |
|
SU1459903A1 |
| Устройство для алмазного выглаживания цилиндрических деталей | 1988 |
|
SU1720845A1 |
| Оправка для алмазного выглаживания деталей | 1973 |
|
SU500048A1 |
| Устройство для алмазного выглаживания деталей | 1986 |
|
SU1409444A1 |
| Устройство для обработки вала электродвигателя | 1986 |
|
SU1360903A1 |
| Оправка для алмазного выглажи-ВАНия дЕТАлЕй | 1979 |
|
SU806382A2 |
| Устройство для виброобкатывания | 1990 |
|
SU1731609A1 |
Сущность изобретения: устройство для алмазного выглаживания отверстий содержит укрепленную на жесткой штанге державку с установленными в ней подпружиненными выглаживателями, закрепленный на штанге узел центрирования, который выполнен в виде размещенных на равном расстоянии друг от друга в плоскости, перпендикулярной оси штанги, цилиндрических втулок с установленными в них с возможностью осевого перемещения подпружиненными направляющими, на свободных концах которых установлены с возможностью вращения в двух перпендику1 лярных плоскостях роликовые опоры, а штанга выполнена в виде разъемных секций. 1 з.п. ф-лы, 3 ил.
Изобретение относится к устройствам упрочнения поверхностей деталей методом поверхностного пластического деформирования.
Известна конструкция упругой державки для выглаживания отверстий, содержащей выглаживатель, U-образную скалку, закрепленную в корпусе приспособления на оси с возможностью вращения. На корпусе приспособления устанавливают винт, обеспечивающий жесткость скалки, И индикатор, контролирующий силу выглаживания.
Известна конструкция пружинной державки для выглаживания отверстий, содержащая выглаживатель, установленный не скалке, которая с возможностью вращения крепится на корпусе державки, и пружину.
На державке установлен также винт, обеспечивающий необходимое усилие выглаживания, и индикатор, осуществляющий контроль силы выглаживания.
Недостатком известных конструкций является отсутствие возможности выглаживать поверхность протйженных отверстий, поскольку длина одного из плеч скалки в этом случае будет весьма значительной, что приведет к снижению ее прочности и увеличению массы, а это снизит стабильность силового режима упрочнения.
Наиболее близким по технической сущности и достигаемому эффекту является пружинная державка для выглаживания отверстий большого диаметра, содержащая два выглаживателя, тарированную пружину и корпус, представляющий собой втулку,
VI
сл
Ј
ГО
о
имеющую две резьбовых крышки, вращением которых обеспечивают необходимое усилие выглаживания. Корпус установлен в жесткой штанге.
Недостаток такой конструкции заключается в том, что при упрочнении протяженных отверстий, например внутренней поверхности бурильных труб, масса штанги становится столь значительной, что усилие выглаживания становится нестабильным.
Целью изобретения является расширение технологических возможностей за счет обеспечения обработки протяженных отверстий длинномерных деталей.
В устройстве для алмазного выглаживания отверстий, содержащем два подпружиненных выглаживателя, размещенных в державке, которая закреплена на жесткой штанге, Имеется узел центрирования, закрепленный на штанге и выполненный в виде втулок, размещенных в плоскости, перпендикулярной оси штанги, на равном расстоянии друг от друга, и установленных в них с возможностью осевого перемещения подпружиненных направляющих элементов. При этом на свободных концах направляющих элементов установлены с возможностью вращения в двух взаимно перпендикулярных плоскостях роликовые опоры, а штанга выполнена в виде разъем-- ных секций.
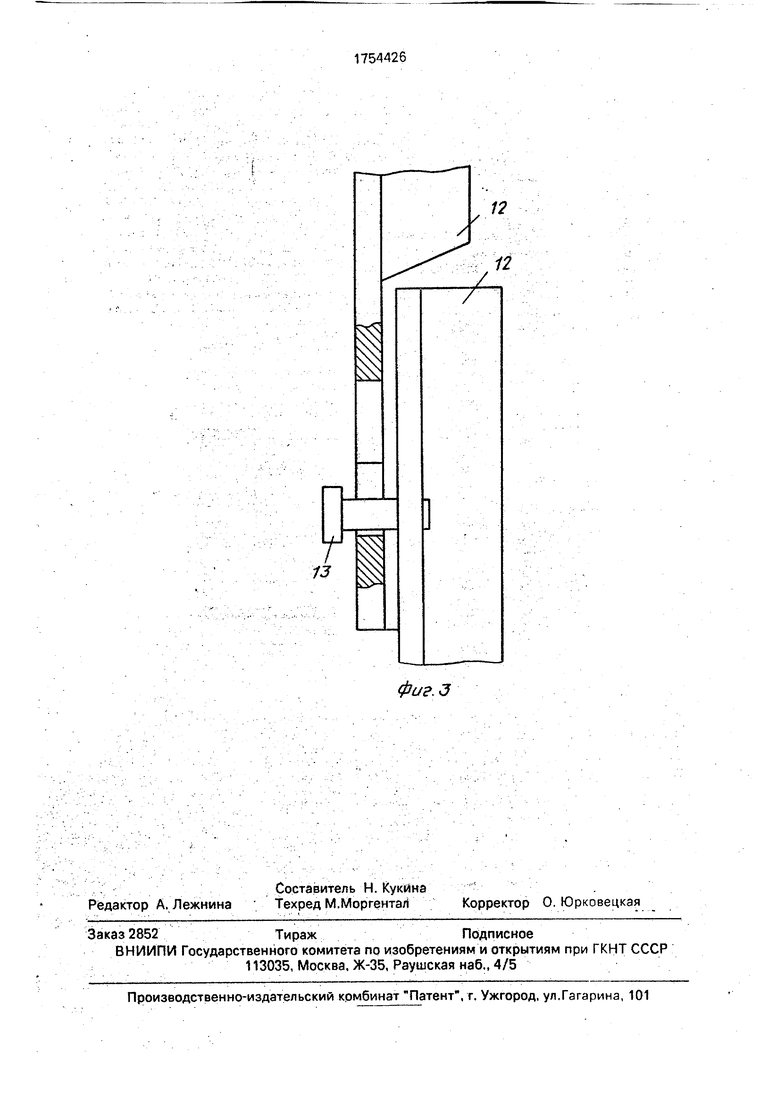
На фиг. 1 изображена схема предлагаемого устройства; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - возможное соединение разъемных секций штанги (горизонтальная стрелка на фиг. 1 с обозначением So означает движение осевой подачи инструмента со скоростью, равной So, а круговая стрелка с обозначением ш означает вращательное движение детали со скоростью со.
Устройство содержит два алмазных выглаживателя 1, которые установлены в крышках 2, помещенных с возможностью осевого перемещения в державке 3 и подпружиненных пружиной 4. Державка жестко закреплена на штанге 5 перпендикулярно ее оси так, что выглаживатели 1 находятся на равных расстояниях от оси штанги 5.
В плоскости, перпендикулярной оси штанги, на равном расстоянии друг от друга установлены втулки б (в данном случае количество втулок равно трем и угол между их осями составляет 120°). Во втулках 6 с возможностью осевого перемещения размещены направляющие элементы 7, опирающиеся на пружины 8..На свободных концах направляющих элементов 7 установлены стойки 9, на которых с возможностью
вращения вокруг их оси укреплены вилки 10.
В вилках 10 с возможностью вращения в плоскости, перпендикулярной плоскости
вращения вилок, установлены роликовые опоры 11. Штанга 5 содержит необходимое количество разъемных секций 12, которые крепятся друг относительно друга шпильками 13. Обрабатываемая деталь (труба) обоз0 начена позицией 14.
Устройство работает следующим образом,
Трубу 14 устанавливают в патрон станка (не показан). Затем протягивают через тру5 бу 14 соединенные секции 12.Вконцетрубы 14, противоположном патрону станка, штангу 5 помещают таким образом, чтобы ролики 11 коснулись поверхности трубы 14 и алмазные выглаживатели 1 вошливсопри0 косновение с внутренней поверхностью трубы 14. После этого суппорт станка (не показан) подводят к патрону и ближайшую секцию 12 зажимают в резцедержатале станка (не показан). Включают вращение
5 шпинделя и движение подачи S суппорта от шпинделя. После того, как суппорт в результате движения подачи S достигнет окончания направляющих станка (не показаны), отключают вращение шпинделя и движение
0 суппорта. Снимают последнюю секцию 12 с резцедержателя (в этом случае длины направляющих станка и секций 12 должны быть одинаковыми). Подводят суппорт к шпинделю, крепят в резцедержателе остав5 шуюся крайнюю секцию 12, потом вновь включают вращение шпинделя и движение суппорта. Этот Процесс повторяется до тех пор, пока не будет обработано все отверстие. По мере движения штанги 5 по враща0 ющейся трубе 14 ролики 11 на вращающихся вилках 10 занимают положение, соответствующее наименьшему сопротивлению продвижению по трубе. Кроме того, ролики 11 обеспечивают соосность
5 трубы 14 и штанги 5, что в целом содействует повышению жесткости устройства. При этом при движении штанги 5 подпружиненные выглаживатели 1 упрочняют поверхность отверстия трубы 14. Пружина 4
0 тарируется предварительно таким образом, чтобы выглаживание осуществлялось на оптимальном режиме. Пружины 8 должны обеспечивать жесткость устройства. Ролики 11 выполняются из эластичного пластика
5 (полиуретан, резина и т.д.),чтобы не оставлять на поверхности отверстия рисок и других следов. Секции 12 предпочтительно выполнять из стальных угольников Они легки и имеют достаточную жесткость. Соединение секций 12 шпильками 13, как
показано на фиг. 3, легко в изготовлении и надежно.
Формул а изобретения 1. Устройство для алмазного выглаживания отверстий в деталях, включающее укрепленную на жесткой штанге державку с установленными в ней подпружиненными выглаживателями,отличающееся тем. что. с целью расширения технологических возможностей за счет обеспечения обработки протяженных отверстий длинномерных деталей, оно снабжено закрепленным на штанге узлом центрирования, состоящим из трех жестко связанных между собой, расположенных с равным угловым
1U
12
0
5
шагом в плоскости, перпендикулярной оси штанги, втулок с подпружиненными к ним направляющими элементами, при этом каждый из направляющих элементов установлен во втулке с возможностью осевого перемещения и оснащен стойкой, закрепленной на его свободном торце, вилкой, установленной не стойке с возможностью вращения относительно оси последней, и роликовой опорой, соединенной с вилкой с возможностью вращения в плоскости, перпендикулярной оси штанги, причем штанга выполнена в виде разъемных секций.
фиг. 2
Т
13
т
т
фиг.З
| Торбило В.М | |||
| Алмазное выглаживание.- М.: Машиностроение | |||
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
| Торфодобывающая машина с вращающимся измельчающим орудием | 1922 |
|
SU87A1 |
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Шланговое соединение | 0 |
|
SU88A1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Там же, с | |||
| Шланговое соединение | 0 |
|
SU88A1 |
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
