(54) ОПРАВКА ДЛЯ АЛМАЗНОГО ВЫГЛАЖИВАНИЯ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка для алмазного выглаживания деталей | 1989 |
|
SU1660945A2 |
| Оправка для алмазного выглаживания деталей | 1980 |
|
SU942965A2 |
| Оправка для алмазного выглаживания деталей | 1973 |
|
SU500048A1 |
| Устройство для алмазного выглаживания цилиндрических деталей | 1988 |
|
SU1720845A1 |
| Устройство для чистовой обработки отверстий | 1989 |
|
SU1646814A1 |
| Устройство для алмазного выглаживания деталей | 1986 |
|
SU1409444A1 |
| Устройство для выглаживания сферических поверхностей деталей | 1974 |
|
SU559815A1 |
| Приспособление для алмазного выглаживания деталей | 1989 |
|
SU1691081A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПЛОСКИХ ТОРЦЕВЫХ ПОВЕРХНОСТЕЙ ЗАГОТОВОК ДЕТАЛЕЙ ИЗ МЯГКИХ СТАЛЕЙ | 2007 |
|
RU2350435C1 |
| Устройство для алмазного выглаживания | 1977 |
|
SU719863A1 |
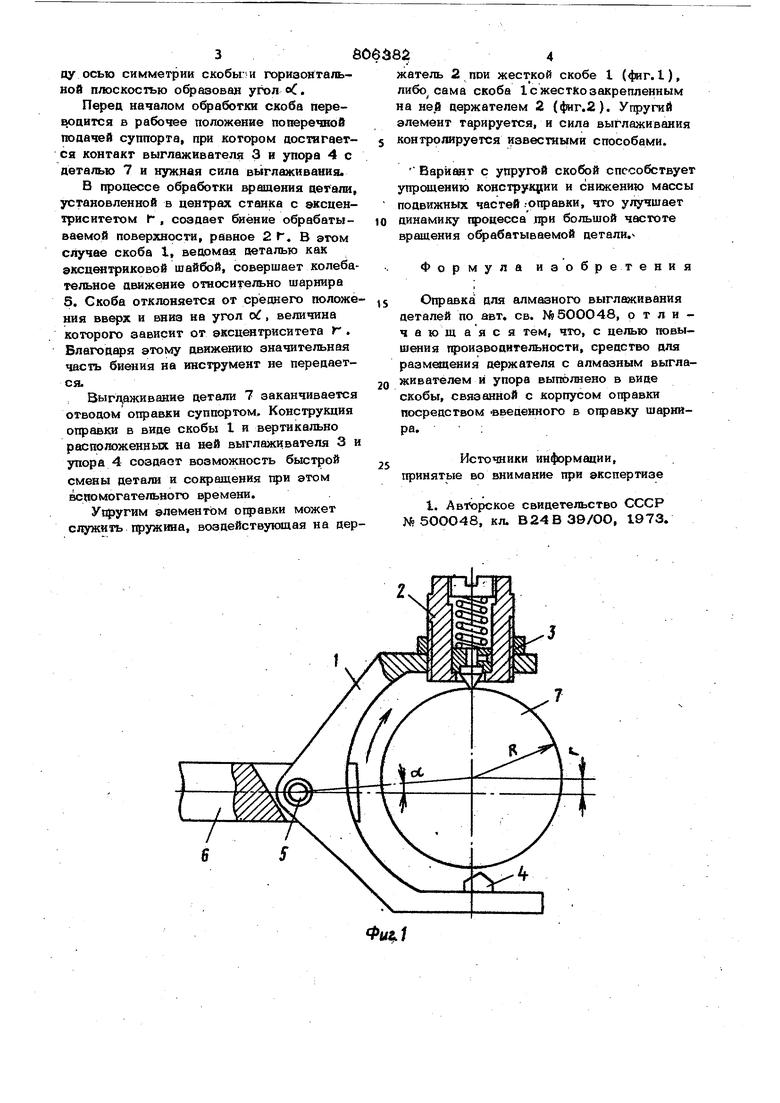
Иэобретет1ие отиосится к пов зшостиопластическому деформированию, применяе мому в качестве ааклювдтельной щм о аботке аеталей, улучшеюшев эксплуатационные качества трущихся т ве| хностей, а именно без снятия стружки к алмазному выглаживанто. По основному авт. св. М 5ООО48 навестив оправка для алмазного выглаживш1ня деталей на токарном станке е налняин биения офабатываемов пов хности, 1фввставлякшая собой кольцо, на котором укреплены опшюитно держатель с выглажя вателем и ушф. Кольцо св$1зш6 с тяотао н ври раёоте совершает водератно-1км;ту- Ш1тельное движение, вьсэываемое биемяем поверхности детали 1, В качестве недостатка О1фавкй слыует отметить, что она не обеспечивает быстрого в удобного снятия и установки аетали отводом всего приспособления с по гмощью поперечной подачи суппорта стайка из-за вьтолнения ее в форме охваты вжядего деталь кольца. Целью изобретения является пювышение производитет ности путям сокращения вспомогательного времени при обработке. Указанная цель достигается тем, что средство для размещ«1ия держателя с инструментом и упора выполнено в виде скобь, ш н«рно связанной с корпусом. На фиг. 1 изофажека сцэедлагаемая о фавка; на фиг. 2-вариант упругой оправке. OiqiaBKa в виде скобы 1 несет на себе д катеяь 2 с выгл кивателем 3 и оппозитно распояож@аиый упс 4. Среоняя ШС1Ъ скобы соединена ШЕфниром 5 с корпусом в, закрепляемым в резцедержателе сушюрта стшка. Оси и шпинделя наэсоаятся в горизонтальной плоскости. Скова охватывает деталь 7, имекяцую обрабатываемой поверхности 1 . Геомезрическне оси окружности радиуса Я и шшшделя не совпадают на величину эксдентриситета г . При этом скоба 1 нахоюстся в положении, при котором межay осью симметрии скобы:; и горизонтальной плоскостью образован угол о(..
Перец началом обработки скоба переводится в рабочее положение поперечной поаачей суппорта, при котором достигается контакт выглаживателя 3 и упора 4с деталью 7 и нужная сила выглаживания.
В процессе обработки вращения детали, установленной в центрах станка с эксцентриситетом 1 , создает биение обрабатываемой поверхности, равное 2 f, В этом случае скоба 1, ведомая деталью как эксцентриковой шайбой, совершает колебательное движение относительно шарнира 5. Скоба отклоняется от среднего положения вверх и вниз на угол оС, величина которого зависит от эксцентриситета . Благодаря этому движению значительная часть биения на инструмент не передается.
Выгдаживакие детали 7 заканчивается отводом оправки суппортом. Конструкция оправки в виде скобы 1 и вертикально расположенных на ней выглаживателя 3 и упора 4 создаст возможность быстрой смены детали и сокращения при этом вс юмогательного времени.
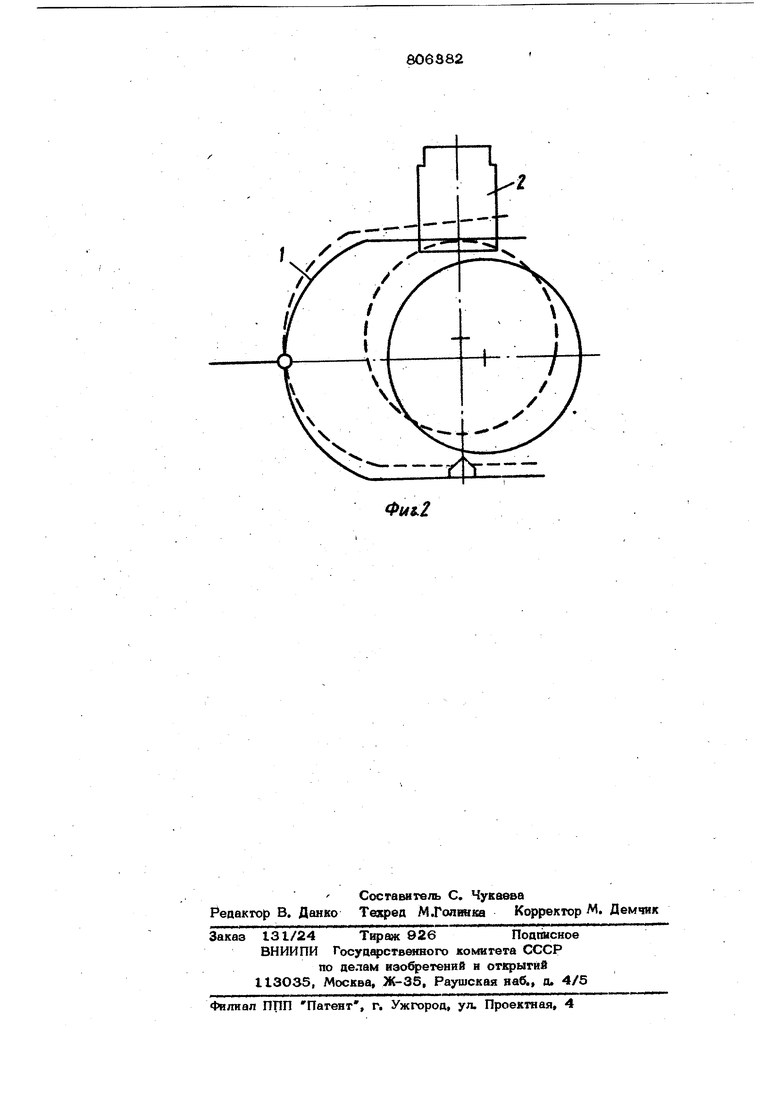
Упругим элементом ог завки может служить пружина, воздействуквдая на держатель 2 пои жесткой скобе I (|нг.I), либо сама скоба 1с жестко закрепленным на ней держателем 2 (фнг.2). Упругий элемент тарируется, и сила выглаживания контролируется звестными способами.
Варишт с упругой скобой способствует упрсядению конструкции и снижению массы подвижных частей ; оправки, что улучшает динамику (фоцесса при большой частоте вращения обрабатываемой детали.
Формула изобретения
Оправка для алмазного выглккивания деталей по авт. св. й 5000 48, отличающаяся тем, что, с целью повышения гфоизводительности, средство для размещения держателя с алмазным выглаживателем и упора выполнено в виде скобы, связанной с корпусом оправки посредством -введенного в оправку шарнира.:
Источники информации, принятые во внимание при экспертизе
1, Авторское свидетельство СССР № 5ООО48, кл. В24В39/ОО, 1973.
- /V-
