Изобретение относится к кондитерской промышленности, в частности к устройствам для получения конфетных изделий.
Известно устройство для формования и охлаждения корпусов конфет, включающее загрузочный бункер с питающим валком, формующий ротор, гибкие элементы, механизм съема корпусов, охлаждающую камеру, камеру для отсоса горячих паров.
Известное устройство позволяет совместить операции формования и охлаждения корпусов конфет. Однако последующие технологические операции - глазирование, охлаждение глазури - в известном устройстве не выполняются. Это требует привлечения дополнительных устройств для получения готовых изделий и увеличивает продолжительность их получения
Известно устройство для формова ния вязкопластичных конфетных масс, состоящее из бункера с питающим валком, полого формующего валка с ячейками в виде продольных пазов, в которых смонтированы толкатели, копиров, ножа, транспортера, планок с подпружиненными упорами.
Недостатком известного устройства является низкая- эффективность вследствие того, что оно позволяет выполнять лишь одну операцию, а именно формование корпусов. Это обстоятельство значительно увеличивает продолжительность процесса получения готбвых изделий, Выполнение последующих технологических операций требует дополнительных технических средств и энергозатрат, что также снижает
XI
сл ся XI XI
эффективность известного устройства. Кроме того, разрезание дугообразным ножом массы в продольных пазах на части, приводит к разрушению образовавшейся структуры, что увеличивает затраты времени на достижение требуемых прочностных свойств отформованных корпусов. К тому же при формовании массы в ячейки в виде длинных продольных пазов не достигается равномерность заполнения ячеек по длине, вследствие чего снижается степень однородности структуры, физико-механических свойств полученных изделий.
Цель изобретения - сокращение продолжительности процесса получения готовых изделий путем совмещения операций формования корпусов, их охлаждения, глазирования и охлаждения глазури в одном устройстве.
Поставленная цель достигается тем, что в устройстве Для получения конфетных изделий, содержащем полый формирующий барабан с ячейками на наружной поверхности, в каждой из которых смонтирован пор- шень с толкателем, перемещаемый посредством копира, неподвижно установленного внутри формующего барабана, и транспортер отличием является то, что вдоль поверхности формующего барабана по направлению его , под соответствующим углом к горизонтальному радиусу формующего барабана в начальный момент рабочего цикла, с возможностью контактирования с ячейками установлены следующие узлы: ванна с шоколадной массой-90°; узел первичного охлаждения - 140 - 210°, узел формования - 200 - 250°, узел нанесения шоколадной массы - 240 - 280°, узел вторичного охлаждения - 270 - 330°; узел сьема изделий - 320 - 350°.
Ванна с шоколадной массой установлена под углом 90° по направлению вращения формирующего барабана относительно горизонтального его радиуса в момент начала работы цикла. Такое расположение ванны является наиболее оптимальным и позволяет равномерно погружать ячейки в шоколадную массу и добиваться полного покрытия необходимым по толщине слоем шоколадной массы поверхности ячеек, контактирующих с конфетной массой в процессе ее формования. Отклонения от указанной величины угла затрудняют получить равномерную толщину слоя шоколада на стенках ячейки, что не позволяет достичь поставленной цели.
Узел первичного охлаждения установлен под углом 140 - 210°. Такой диапазон величины угла расположения данного узла позволяет получить слой шоколадной массы
равномерной толщины на стенках ячеек. Кроме того, обеспечивается оптимальная продолжительность охлаждения слоя, что главным образом определяет проведение
дальнейших технологических операций, с требуемым качеством.
Расположение узла первичного охлаждения относительно горизонтального радиусаформующегобарабана,
0 соответствующего начальному моменту рабочего цикла, менее 140° приводит к сокращению промежутка времени, в течение которого происходит стекание излишней шоколадной массы со стенок ячеек после их
5 погружения в ванну. Вследствие этого, при последующем охлаждении закристаллизовавшийся слой шоколада будет иметь различную толщину и неоднородную структуру, что существенно снижает качество готовых
0 изделий. Кроме того, из-за неравномерности толщины слоя увеличится время охлаждение, так как скорость кристаллизации будет неодинаковой на различных участках слоя.
5 Расположение узла первичного охлаждения с углом более 210° способствует чрезмерному увеличению времени стекания шоколадной массы, вследствие чего ее толщина на стенках ячеек становится меньше
0 требуемой. Это приводит к низкому качеству глазури на поверхности готовой конфеты, а при еще больших углах установки шоколадная масса стекает полностью, что исключает возможность достижения
5 поставленной цели.
Узел формирования устанавливается под углом 200 - 250° относительно горизонтального радиуса формующего барабана в начальный момент рабочего цикла, Соблю0 дение указанных пределов угла установки позволяет осуществить формование конфетной массы в ячейке с полностью закристаллизовавшейся глазурью на их стенках, обладающий необходимой толщиной и
5 структурно-механическими свойствами. Это позволяет сократить время процесса получения готовых изделий и улучшить качество.
Установка узла формовании с углом
0 меньше 200 приводит к сокращению продолжительности охлаждения шоколадной глазури на стенках ячеек. Вследствие этого последняя не успевает полностью перейти в твердое агрегатное состояние. При даль5 нейшем формовании конфетной массы пластичный слой глазури нарушится, что не позволяет достичь поставленной цели.
Если угол установки узла формирования превысит 250°, то чрезмерно увеличится продолжительность охлаждения шоколадной массы на стенках ячеек. Это приводит к образованию пленки конденсата водяных паров и растворению в нем сахара поверхностных слоев шоколада, что в дальнейшем вызывает сахарное поседение последнего. Кроме того, неоправданно увеличиваются затраты времени и энергии на охлаждение.
Узел нанесения шоколадной массы на поверхность отформованного корпуса расположен под углом 240 - 280° относительно горизонтального радиуса формующего барабана в начальный момент рабочего цикла.
При углах расположения этого узла менее 240° не обеспечивается достаточного промежутка времени для снятия внутреннего давления в объеме конфетной массы после формования, что в дальнейшем приведет к нарушению приданной формы, появлению трещин на нанесенной глазури после ее охлаждения.
Если угол расположения узла нанесения шоколадной массы больше 280° то не- оправданно возрастет время выстоя корпусов после формования, что вызывает увеличение общей продолжительности процесса получения готовых изделий, что крайне нежелательно.
Узел вторичного охлаждения располагается под углом 270 - 330° относительно горизонтального радиуса формующего барабана в начальный момент рабочего цикла. Этим обеспечиваются оптимальные условия для охлаждения нанесенного слоя глазури в минимальный промежуток времени. Охлажденная шоколадная глазурь приобретает равномерную мелкокристаллическую структуру и необходимые механические свойства.
Если угол установки меньше 270°, то не обеспечивается необходимый отрезок времени для кратковременного выстоя с целью образования структурных связей между поверхностью корпуса и нанесенной глазу рыо.
При углах установки данного узла более 280° происходит стекание нанесенной шоколадной массы с поверхности корпуса при дальнейшем вращении формующего барабана, что не позволяет получить слой глазури равномерной толщины и требуемого качества.
Узел съема готовых изделий расположен под углом 320 - 350° относительно го- ризонтального радиуса формующего барабана в начальный момент времени. Это обеспечивает своевременный съем готовых изделий в момент, когда они обладают необходимыми структурно-механическими свойствами, определяющими их качество.
Если узел съема готовых изделий будет установлен под углом более 350°, то значительно увеличится продолжительность охлаждения по сравнению с оптимальной, что приведет к неоправданным потерям времени и энергии,
В том случае, когда узел съема готовых
0 изделий будет установлен с углом меньшим, чем 320°, чрезмерно сократится время охлаждения шоколадной глазури, нанесенной на поверхность корпуса. В силу этого шоколадная глазурь не успевает полностью пе5 рейти в твердое агрегатное состояние, что приведет к ее нарушению при съеме. Это исключает возможность достижения поставленной цели.
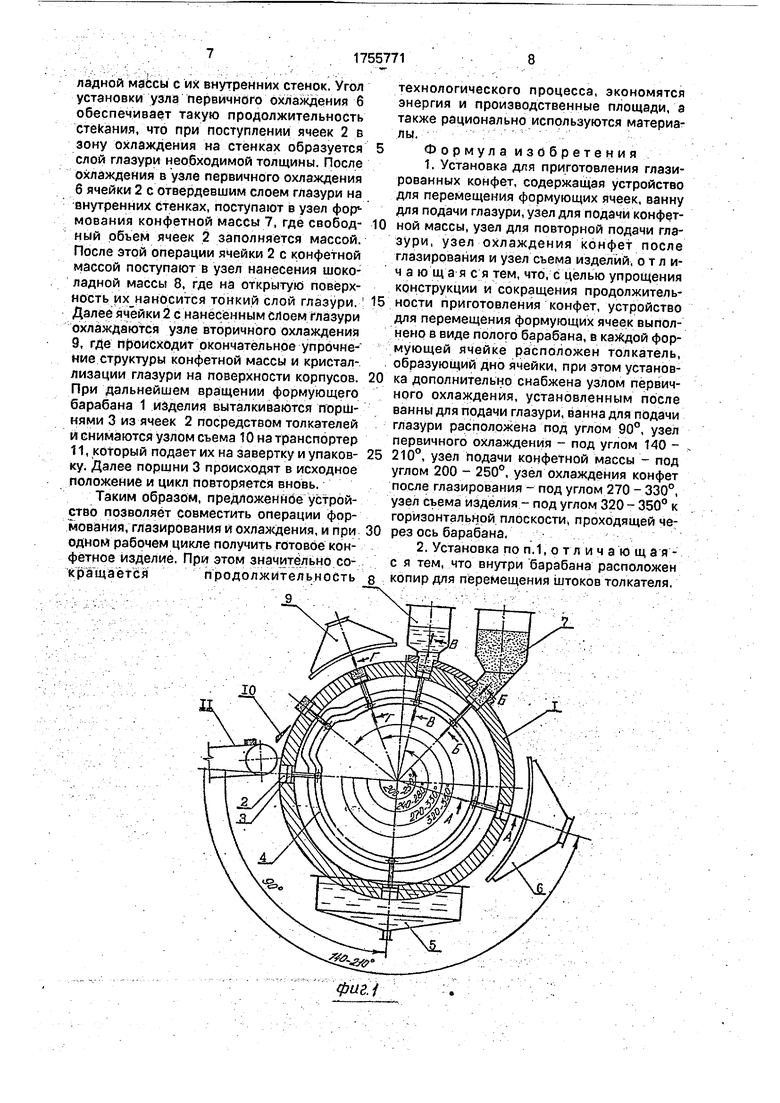
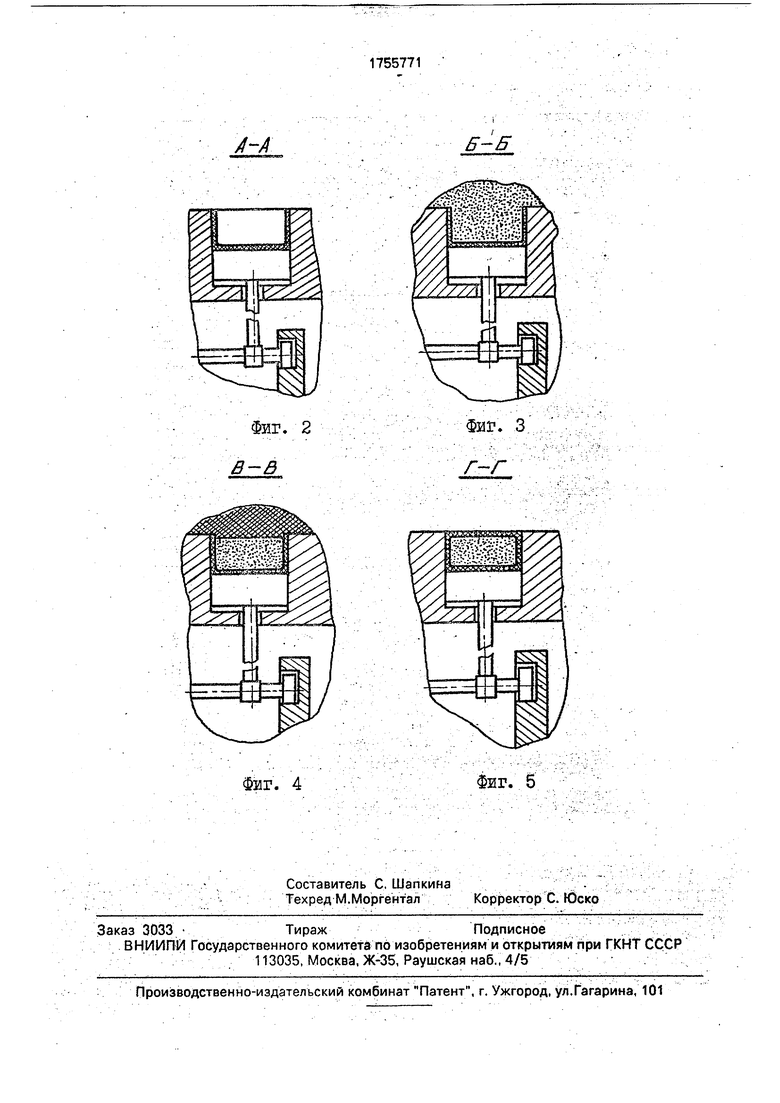
На фиг,1 изображен общий видустрой0 ства для получения конфетных изделий; на фиг 2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - разрез В-В на фиг 1; на фиг,5 - разрез Г-Г на фиг.1.
Устройство для получения конфетных
5 изделий состоит из полого формующего барабана 1, имеющего на поверхности выполненные по форме получаемых изделий ячейки 2, в которых смонтированы поршни 3 с толкателями, движущимися по копирам
0 4, ванны с шоколадной массой 5, узла первичного охлаждения б, узла формования конфетной массы 7, узла нанесения шоколадной массы 8, узла вторичного охлаждения 9, узла съема изделий 10 и транспортера 11.
5 Устройство работает следующим образом.
В начальный момент рабочего цикла поршни 3 утоплены в ячейки 2 и тем самым образуют свободный объем, необходимый
0 для формования конфетной массы. Начальный момент рабочего цикла соответствует такому положению формующего барабана, при котором его горизонтальный радиус перпендикулярен дну ячейки. Отно5 сительно указанного радиуса, в направлении вращения формующего барабана, под различными углами последовательно установлены; ванна с шоколадной массой 5, узел первичного охлаждения 6, узел формо0 вания конфетной массы 7, узел нанесения шоколадной массы 8, узел вторичного охлаждения 9, узел съема изделий 10 и транспортер 11.
Ячейки 2 при вращении формующего ба5 рабана погружаются в ванну с шоколадной массой 5, где их стенки смачиваются последней. При дальнейшем вращении формующего барабана 1 ячейки 2 проходят зону, где происходит стекание излишней шоколадной массы с их внутренних стенок. Угол
ладной массы с их внутренних стенок. Угол установки узла первичного охлаждения б обеспечивает такую продолжительность отекания, что при поступлении ячеек 2 в зону охлаждения на стенках образуется слой глазури необходимой толщины. После охлаждения в узле первичного охлаждения б ячейки 2 с отвердевшим слоем глазури на внутренних стенках, поступают в узел мования конфетной массы 7, где свободный объем ячеек 2 заполняется массой. После этой операции ячейки 2 с конфетной массой поступают в узел нанесения шоколадной массы 8, где на открытую поверхность их наносится тонкий слой глазури. Далее ячейки 2 с нанесенным слоем глазури охлаждаются узле вторичного охлаждения 9, где происходит окончательное упрочнение структуры конфетной массы и кристаллизации глазури на поверхности корпусов. При дальнейшем вращении формующего барабана 1 изделия выталкиваются поршнями 3 из ячеек 2 посредством толкателей и снимаются узлом съема 10 на транспортер 11, который подает их на завертку и упаковку. Далее поршни 3 происходят в исходное положение и цикл повторяется вновь.
Таким образом, предложеннбе устройство позволяет совместить операции формования, глазирования и охлаждения, и при одном рабочем цикле получить готовое конфетное изделие. При этом значительно сокращаетсяпродолжительность
технологического процесса, экономятся энергия и производственные площади, а также рационально используются материалы. Формул а из0 бретени я
1.Установка для приготовления глазированных конфет, содержащая устройство для перемещения формующих ячеек, ванну для подачи глазури, узел для подачи конфетной массы, узел для повторной подачи глазури, узел охлаждения конфет после глазирования и узел съема изделий, отличающаяся тем, что, с целью упрощения конструкции и сокращения продолжительности приготовления конфет, устройство для перемещения формующих ячеек выполнено в виде полого барабана, в каждой формующей ячейке расположен толкатель, образующий дно ячейки, при этом установка дополнительно снабжена узлом первичного охлаждения, установленным после ванны для подачи глазури, ванна для подачи глазури расположена под углом 90°, узел первичного охлаждения - под углом 140 210°, узел подачи конфетной массы - под углом 200 - 250°, узел охлаждения конфет после глазирования - под углом 270 - 330°, узел съема изделия - под углом 320 - 350° к горизонтальной плоскости, проходящей через ось барабана.
2.Установка поп.1,отличающая- с я тем, что внутри барабана расположен копир для перемещения штоков толкателя.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ГРИЛЬЯЖНЫХ КОНФЕТ | 2009 |
|
RU2421012C2 |
| СОСТАВ ДЛЯ ПРИГОТОВЛЕНИЯ КОНФЕТ "ИСКУШЕНИЕ" И СПОСОБ ПРОИЗВОДСТВА КОНФЕТ "ИСКУШЕНИЕ" | 1997 |
|
RU2112395C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОМАДНЫХ КОНФЕТ С БЕСКРАХМАЛЬНОЙ ОТЛИВКОЙ КОРПУСОВ КОНФЕТ | 1997 |
|
RU2118097C1 |
| Способ производства глазированных кондитерских изделий из сушеных бананов (варианты) | 2021 |
|
RU2770870C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОМАДНЫХ КОНФЕТ И КРИСТАЛЛИЧЕСКОГО ИРИСА | 1997 |
|
RU2109457C1 |
| СПОСОБ ПРОИЗВОДСТВА КОНФЕТ СО СБИВНЫМИ КОРПУСАМИ | 2008 |
|
RU2392822C1 |
| Способ производства конфет сбивных сортов | 1990 |
|
SU1741728A1 |
| СПОСОБ ПОЛУЧЕНИЯ ДВУХСЛОЙНЫХ КОНФЕТ | 2006 |
|
RU2358433C2 |
| Способ производства конфет сбивных сортов | 1990 |
|
SU1777770A1 |
| СПОСОБ ПРОИЗВОДСТВА ЖЕЛЕЙНЫХ КОНФЕТ | 1999 |
|
RU2158094C1 |
Использование: в пищевой промышленности, в частности кондитерской, для упрощения конструкции и сокращения продолжительности приготовления конфет. Сущность изобретения: установка содержит полый формующий барабан с ячейками на наружной поверхности, в каждой из которых смонтирован поршень.с толкателем, пе- ремещаемый посредством копира, неподвижно установленного внутри формующего барабана . Вдоль поверхности формующего барабана по направлению его вращения, под соответствующим углом к горизонтальному радиусу формующего барабана в начальный момент рабочего цикла, установлены следующие узлы: ванна шоколадной массы под углом 90°, узел первичного охлаждения 140 - 210°, узел формования - 200 - 250°, узел нанесения шоколадной массы - 240 - 280°, узел вторичного охлаждения - 270 - 330°, узел съема изделия - 320 - 350°. 1 з п. ф-лы, 5 ил. ел С
Фиг.1
Л-А
Б-Б
| Лунин О.Г., Черноиванник А.Я | |||
| Оборудование предприятий кондитерской промышленности | |||
| - М.: Пищепромиздат, 1963, с.170, 211-213. |
