большой процент готовых патронных фильтров может идти в брак, что делает нецелесообразным механизацию процесса сборки Эффективность ручного производства низка, оно требует больших затрат. Кроме того, ручная сборка не позволяет достичь высокой производительности при получении патронных фильтров Этим объясняется высокая стоимость патронных фильтров из мембранных материалов.
Известен также способ сборки фильтровальных элементов из гофрированных фильтроматериалов и полых цилиндров и устройство для его осуществления, принятые нами в качестве прототипа. При этом способе соединяют края фильтрующей шторки, помещают внутрь перфорированную трубку, после чего полученный фильтровальный комплект подается на сборку с корпусом.
Для реализации способа применяется устройство, включающее размещенный ча основании механизм получения фильтро- комплекта из фильтрующей шторки и внутреннейтрубки.Полученный фильтрокомплект перемещается вдоль основания по направляющим Это позволяет сохранить геометрическую форму комплекта, устранить характерное для гофрирован- ных материалов провисание при их перемещении без опоры В результате на это этапе сборки гофры не разрываются и комплект на сборку с корпусом поступает без брака. Однако для получения качественных патронных фильтров операция уста- новки фильтрокомплекта в корпус осуществляется вручную
Такой способ также малоэффективен и трудоемок, т.к. используемое устройство не предусматривает механизацию укладки склеенного гофрированного фильтрокомп- лекта в наружный корпус. Основным же недостатком известного способа и устройства для его осуществления является то, что возможны повреждения гофр при использовании в качестве фильтрующей шторки мембранного материала. Повреждение гофр может произойти в момент перемещения фильтрокомплекта из горизонтального положения в вертикальное, оптимальное для установки в корпус из-за возможного провисания гофр в нижней части Фильтрокомплекта при горизонтальной сборке. Особенно это ощутимо при сборке крупногабаритных фильтров с легкоповреждаемым мембранным фильтрующим материалом. Наличие даже незначительных трещин и повреждений значительно снижает качество выпускаемых патронных фильтров, увеличивает их
брак, т.к. снижение качества патронных фильтров недопустимо при использовании в процессах фильтрации сред, например, воды в электронной промышленности, растоороп в медицинской и микробиологической промышленности.
Целью изобретения является устранение перечисленных недостатков и разработка способа сборки фильтрующего
0 элемента, обеспечивающего повышение качества изготавливаемых патронных фильтров из мембранных материалов и создание устройства, обеспечивающего получение этого качества при механизации процесса
5 изготовления патронных фильтров.
Поставленная цель достигается тем, что в способе сборки фильтрующего элемента, включающем соединение краев фильтрующей шторки с размещением внутри пер0 форированной трубки и помещение полученного фильтрокомплекта в корпусе, согласно изобретению, перед надеванием корпуса, в него вставляют защитную фиксирующую гильзу с приемным раструбом,
5 внутрь которой вставляют фильтрокомп- лскт, после чего гильзу освобождают от собранного фильтрующего-элемента.
Поставленная цель достигается также тем, что в устройстве для сборки фильтрую0 щего элемента, включающем размещенный на основании механизм получения фильтрокомплекта из фильтрующей шторки и перфорированной трубки, согласно изобретению, на основа5 нии соосно механизму получения фильтрокомплекта неподвижно установлена защитная фиксирующая гильза с раструбом, обращенным к механизму получения фильтрокомплекта, а за нею размещена ка0 ретка с захватными средствами и подвижным пальцем. Причем в цилиндрической части гильзы напротив пальца выполнена прорезь. Целесообразно при этом, чтобы захватные средства включали патрон с кулач5 ками для захвата перфорированной трубки и установленные на каретке кулачки для зажима корпуса. Кроме того, подвижный палец должен быть выполнен с возможностью возвратно-поступательного движения в ра0 диальном направлении относительно гильзы.
Именно наличие защитной гильзы, соосно установленной между механизмом получения фильтрокомплекта и кареткой,
5 подающей корпус ;австречу фильтрокомп- лекту, позволяет, согласно способу, вставить фильтрокомплект в корпус без сминания или повреждения гофр, предотвратить дефекты фильтрующей шторки и, тем самым, достигнуть цель изобретения: повышемие качества патронных фильтров, особенно для фильтров, имеющих в качестве фильтрующих мембранные материалы. Это позволяет сделать вывод, что заявляемые изобретения связаны между собой единым изобретательским замыслом.
Заявляемые технические решения позволяют получить следующие преимущества: повышается качество патронных фильтров за счет предотвращения повреж- дения фильтрующей шторки о металлические части узлов устройства; повышается производительность устройства для изготовления фильтрующего элемента за счет обеспечения механизации операции сборки фильтрокомплекта и корпуса и отсутствия ручного труда; достигается возможность изготовления патронных фильтров с любыми гофрированными фильтрующими шторками, в т.ч. и из мембранных материалов, на- иболее дорогостоящих и подверженных травмированию; возможность использования устройства в автоматической линии получения патронных фильтрующих элементов.
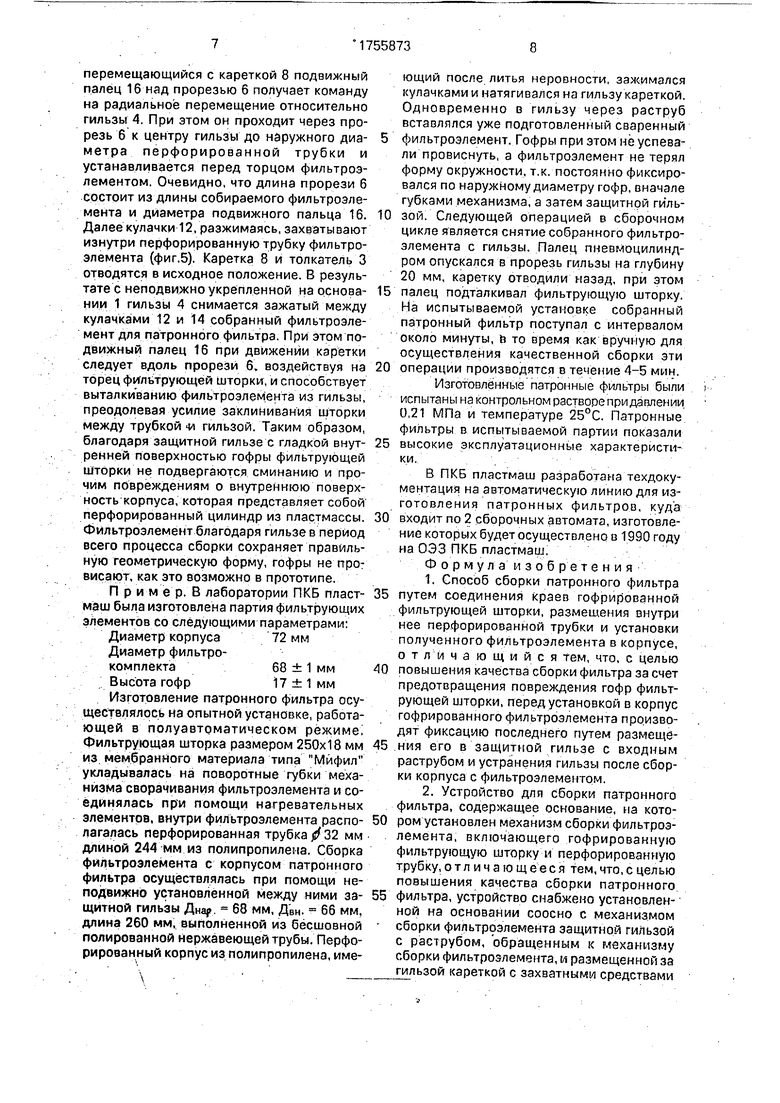
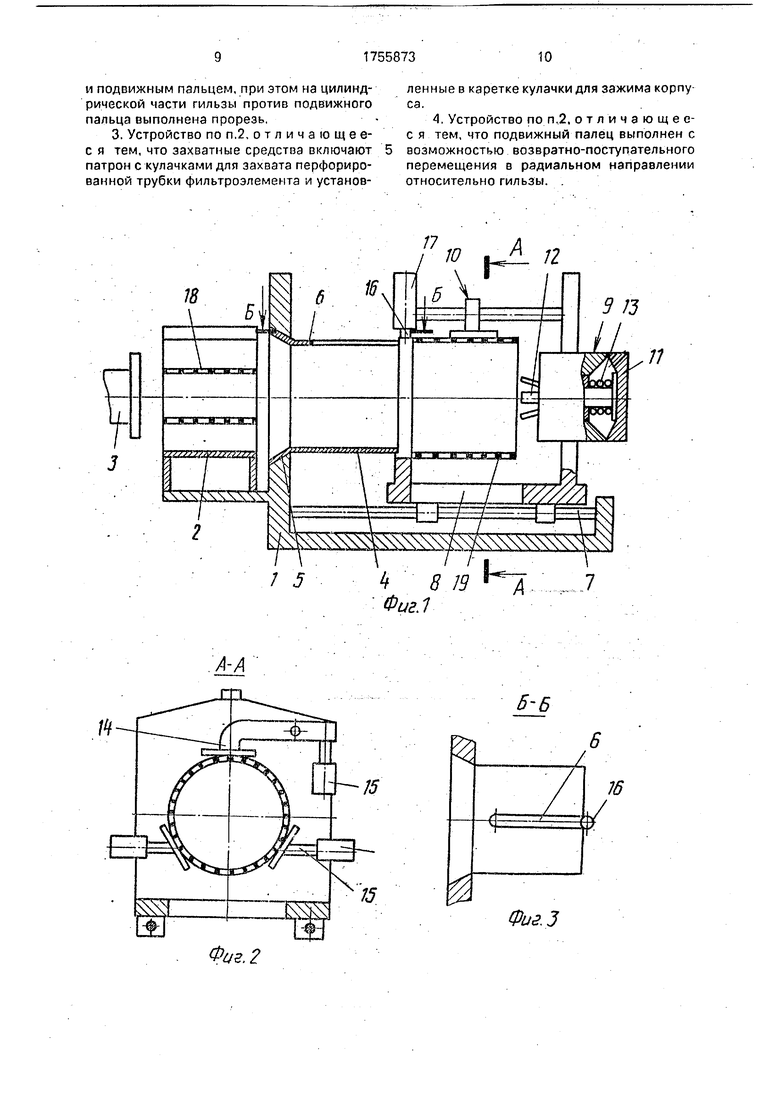
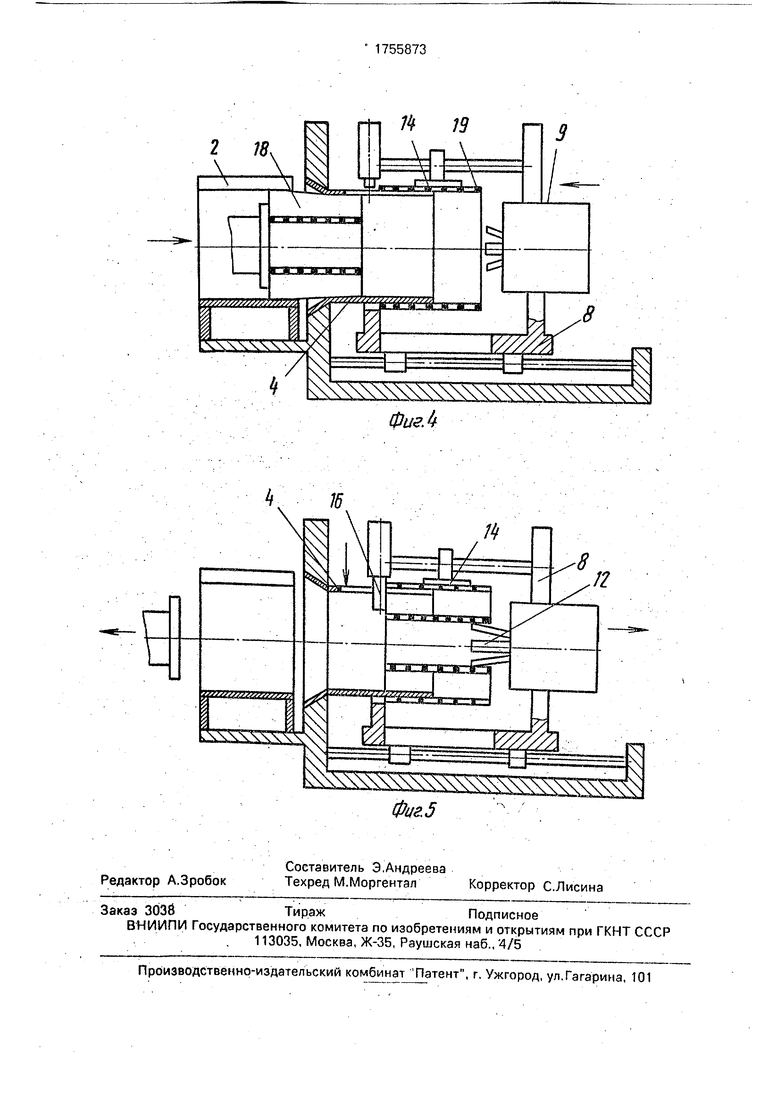
На фиг.1 изображен общий вид устройства с частичными вырывами (исходное положение сборки: корпус зажат в кулачках, фильтрующий комплект размещен в механизме получения фильтрокомплекта); на фиг.2 - сечение А-А на фиг.1; на фиг.З - сечение Б-Б на фиг.1 (показана прорезь на защитной гильзе и подвижный палец}1 на фиг.4 - промежуточное положение сборки (фильтрокомплект заходит в защитную шль- зу, на которую натаскивают корпус патронного фильтра); на фиг.5 - конечное положение сборки (защитная гильза освобождается от собранного фильтрозлемента при помощи кулачков и подвижного палк- ца).
Устройство для сборки включает основание 1, на котором размещен механизм. 2 получения фильтроэлемента. Он выполнен, в виде поворотных губок со сварочным уст- ройством, в которые укладываются гофрированная фильтрующая шторка и перфорированная трубка. Механизм 2 снабжен толкателем 3. Соосно с механизмом 2 на основании 1 неподвижно размещена за- щитная фиксирующая гильза 4, имеющая гладкие поверхности как изнутри, так и снаружи, например, полированные. Гильза имеет раструб 5. обращенный к механизму 2 и прорезь 6 на цилиндрической части. За гильзой 4 с возможностью продольного перемещения по направляющей 7, установленной на основании 1, размещена каретка 8 с захватными средствами 9 и 10 и приводом (не показан). Захватное средство 9 выполнено, например, в виде зажимного патрона 11 с пневмоприводом (не показан) В патроне 11 размещены кулачки 12 для захва та перфорированной трубки и пружина 13, осуществляющая перемещение кулачков 12. Захватное средство 10 выполнено в виде кулачков 14 для зажима корпуса и снабжено пневмоцилиндрами 15 для перемещения этих кулачков. Кулачки 14 размещены непосредственно на каретке 8. Число кулачков принимается равное трем. Над прорезью 6 гильзы 4 размещен подвижный палец 16, выполненный в виде штока пневмоцилинд- ра 17, установленного на каретке 8 Таким образом, палец 16 имеет возможность перемещаться вместе с кареткой вдоль устройства и автономно в радйа/Гьно иагТрдвлении. При этом, в зависимости от размещения прорези на гильзе подвижный палец может быть установлен сверху, сбоку или снизу гильзы. Устройство для сборки может быть также оснащено магазинами для перфорированных трубок и корпусов, а также накопителями для приёма собранных фильтрующих элементов (не показаны)
Устройство для сборки работает следующим образом.
Гофрированную фильтрующую шторку из мембранного материала с размещенной на ней перфорированной трубкой устанавливают на поворотных губках механизма получения фильтроэлемент2. Края фильтрующей шторки соединяют любым известным способом, например, сваркой. Полученный таким образом фильтрующий комплект 18 в исходном положении сборки (фиг,1) находится в механизме 2, а корпус 19 собираемого патронного элемента зажат кулачками 14 и находится в рабочей зоне устройства для сборки. Далее дается команда на включение каретки 8, которая совершает движение в сторону гильзы 4, при этом вместе с ней перемещаются корпус 19, зажатый кулачками 14, захватное средство 9 и палец 16, находящийся в верхнем положении (фиг.4). Одновременно из механизма 2 толкатель 3 подает фильтроэлемент 18 через раструб 5 в гильзу 4. В виду того что узлы установлены на основании соосно, защитная гильза вставляется в корпус, а в нее заходит фильтроэлемент, т.е. между корпусом и фильтроэлементом размещается защитная гильза. При этом, ход толкателя 3 с фильтроэлементом и каретки 8 с корпусом выбирается с тем расчетом, чтобы совместились торцы собираемых деталей. Для этого по ходу толкателя и каретки выставляются конечные выключатели (условно не показаны). После того, как совместятся торцы собираемых деталей патронного фильтра,
перемещающийся с кареткой 8 подвижный палец 16 над прорезью 6 получает команду на радиальное перемещение относительно гильзы 4. При этом он проходит через прорезь б к центру гильзы до наружного диа- метра перфорированной трубки и устанавливается перед торцом фильтроэ- лементом. Очевидно, что длина прорези 6 состоит из длины собираемого фильтроэле- мента и диаметра подвижного пальца 16. Далее кулачки 12, разжимаясь, захватывают изнутри перфорированную трубку фильтро- элемента (фиг.5). Каретка 8 и толкатель 3 отводятся в исходное положение. В результате с неподвижно укрепленной на основа- нии 1 гильзы 4 снимается зажатый между кулачками 12 и 14 собранный фильтроэле- мент для патронного фильтра. При этом подвижный палец 16 при движении каретки следует вдоль прорези б. воздействуя на торец фильтрующей шторки, и способствует выталкиванию фияьтроэлемента из гильзы, преодолевая усилие заклинивания шторки между трубкой -и гильзой. Таким образом, благодаря защитной гильзе с гладкой внут- ренней поверхностью гофры фильтрующей шторки не подвергаются сминанию и прочим повреждениям о внутреннюю поверхность корпуса, которая представляет собой перфорированный цилиндр из пластмассы. Фильтроэлемент благодаря гильзе в период всего процесса сборки сохраняет правильную геометрическую форму, гофры не провисают, как это возможно в прототипе.
П р и м е р. В лаборатории ПКБ пласт- маш была изготовлена партия фильтрующих элементов со следующими параметрами: Диаметр корпуса72 мм
Диаметр фильтрокомплекта68 ± 1 мм
Высота гофр17 ± 1мм
Изготовление патронного фильтра осуществлялось на опытной установке, работающей в полуавтоматическом режиме. Фильтрующая шторка размером 250x18 мм из мембранного материала типа Мифил укладывалась на поворотные губки механизма сворачивания фильтроэлемента и соединялась при помощи нагревательных элементов, внутри фильтроэлемента распо- лагалась перфорированная трубка 32 мм длиной 244 мм из полипропилена. Сборка фильтроэлемента с корпусом патронного фильтра осуществлялась при помощи неподвижно установленной между ними за-
ЩИТНОЙ ГИЛЬЗЫ Днар 68 ММ, Д вн. 66 ММ,
длина 260 мм, выполненной из бесшовной полированной нержавеющей трубы. Перфорированный корпус из полипропилена, имеющий после литья неровности, зажимался кулачками и натягивался на гильзу кареткой. Одновременно в гильзу через раструб вставлялся уже подготовленный сваренный фильтроэлемент. Гофры при этом не успевали провиснуть, а фильтроэлемент не терял форму окружности, т.к. постоянно фиксировался по наружному диаметру гофр, вначале губками механизма, а затем защитной гильзой. Следующей операцией в сборочном цикле является снятие собранного фильтроэлемента с гильзы. Палец пневмоцилинд- ром опускался в прорезь гильзы на глубину 20 мм, каретку отводили назад, при этом палец подталкивал фильтрующую шторку. На испытываемой установке собранный патронный фильтр поступал с интервалом около минуты, в то время как вручную для осуществления качественной сборки эти операции производятся в течение 4-5 мин. Изготовленные патронные фильтры были испытаны на контрольном растворе при давлен ии 0,21 МПа и температуре 25°С. Патронные фильтры в испытываемой партии показали высокие эксплуатационные характеристики.
В ПКБ пластмаш разработана техдокументация на автоматическую линию для изготовления патронных фильтров, куда входит по 2 сборочных автомата, изготовление которых будет осуществлено в 1990 году на ОЭЗ ПКБ пластмаш.
Формула изобретения
1.Способ сборки патронного фильтра путем соединения краев гофрированной фильтрующей шторки, размещения внутри нее перфорированной трубки и установки полученного фильтроэлемента в корпусе, отличающийся тем, что, с целью повышения качества сборки фильтра за счет предотвращения повреждения гофр фильтрующей шторки, перед установкой в корпус гофрированного фильтроэлемента производят фиксацию последнего путем размещения его в защитной гильзе с входным раструбом и устранения гильзы после сборки корпуса с фильтроэлементом.
2.Устройство для сборки патронного фильтра, содержащее основание, на котором установлен механизм сборки фильтроэлемента, включающего гофрированную фильтрующую шторку и перфорированную трубку, отличающееся тем, что, с целью повышения качества сборки патронного фильтра, устройство снабжено установленной на основании соосно с механизмом сборки фильтроэлемента защитной гильзой с раструбом, обращенным к механизму сборки фильтрозлемента, и размещенной за jwibsoft кареткой с захватными средствами
и подвижным пальцем, при этом на цилиндрической части гильзы против подвижного пальца выполнена прорезь.
3. Устройство по п.2, отличаю щее- с я тем, что захватные средства включают патрон с кулачками для захвата перфорированной трубки фильтроэлемента и установленные в каретке кулачки для зажима корпу са.
4. Устройство по п.2, отличэющее- с я тем, что подвижный палец выполнен с возможностью возвратно-поступательного перемещения в радиальном направлении относительно гильзы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления гофрированных фильтрующих элементов | 1990 |
|
SU1761203A1 |
| Фильтрующий элемент | 1979 |
|
SU865330A1 |
| Устройство для бракеража ампул, наполненных прозрачной жидкостью | 1977 |
|
SU682799A1 |
| Фильтрующий элемент, способ изготовления фильтрующего элемента и устройство для его осуществления | 1991 |
|
SU1837936A3 |
| Патронный фильтр для микрофильтрации | 1981 |
|
SU955983A1 |
| Механизм гофрирования | 1990 |
|
SU1837019A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ПЛЕТЕНОЙ ТЕСЬМЫИЗ ПРЯДЕЙ | 1972 |
|
SU352978A1 |
| Устройство для гофрирования полотна материала | 1989 |
|
SU1692862A1 |
| Фильтрующий патрон | 1987 |
|
SU1558431A1 |
| Мембранный патронный элемент | 1986 |
|
SU1468560A1 |
Изобретение относится к области производства патронных фильтров, в частности к способам и устройствам изготовления патронных фильтров с гофрированным фильт- роэлементом. Цель - повышение качества Изобретение относится к области производства патронных фильтров, в частности, к способам и устройствам для изготовления патронных фильтров, содержащих фильтрующие элементы с гофрированными мембранами, Широко известны способы сборки фильтрующих элементов для патронных фитьт- ров, включающие этапы получения фильгроэлемента на свернутой вокруг перфорированной трубки гофрированной шторсборки фильтра за счет предотвращения повреждения гофр фильтрующей шторки. Способ сборки осуществляют путем соединения краев гофрированной фильтрующей шторки, размещения внутри ее перфорированной трубки, фиксации гофр фильтроэ- лементами путем размещения последнего в защитной гильзе с входным раструбом и устранения последних после установки фильтроэлемента в корпусе. Устройство для сборки патронного фильтра содержит основание на котором установлен механизм сборки фильтроэлемента размещенные перед механизмом защитная гильза с раструбом и каретка с захватными средствами и подвижным пальцем на цилиндрической части гильзы против подвижного пальца выполнена прорезь. Захватные средства выполнены в виде патрона с кулачками для захвата перфорированной трубки и для зажима корпуса, последние из которых установлены в камере. Подъемный палец выполнен с возможностью возвратно-поступательного перемещения в радиальном направлении относительно гильзы. 2 с.и 2 з.п, ф-лы, 5 ил. ки и размещения фильтроэлемента в корпусе с последующим монтажом торцовых крышек. Все операции сборки осуществляются вручную. Это связано с тем, что мембраны являются легко повреждаемым материалом и при механизации сборки вершины гофр фильтрующей шторки получают дефекты (сминаются, надрываются), которые обнаруживаются лишь после полного изготовления и испытания патронного фильтра. В результате (Л С X СЛ СЛ 00 XI СО
18
Фие.2
9 /J
5-6
/
г
/
16
/
Фиг.З
2 18
ФигЛ
Фиг.5
| Патент США № 3127341, кл.210-493, 1964 | |||
| Патент ФРГ №2906592, кл | |||
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
| Способ изготовления патронных фильтров | 1987 |
|
SU1502057A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Торфодобывающая машина с вращающимся измельчающим орудием | 1922 |
|
SU87A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
