Изобретение относится к станкостроению, в частности к загрузочным устройствам для металлорежущих станков с ориентированием заготовки в процессе загрузки, преимущественно для длинномерных цилиндрических деталей с проточкой.
Известно устройство для ориентации цилиндрических деталей с кольцевой проточкой, содержащее корпус, подводящий горизонтальный лоток, примыкающий к нему наклонный отводящий лоток и механизм вторичной ориентации, размещенный за подводящим горизонтальным лотком и выполненный в виде упора, установленного ниже уровня дна подводящего горизонтального лотка, имеющее плоскую пружину, кон- сольно зкрепленную на корпусе под углом к продольной оси наклонного отводящего лотка и направляющими, размещенными
между плоской пружиной и наклонным отводящим лотком под углом к последнему.
Для повышения надежности работы устройства при ориентации деталей разной длины обычно загружают детали с допуском до 3 мм, что не обеспечивает надежного их ориентирования. Детали могут заклиниваться на входе в окно (расстояние от точки Б до точки В), так как длина окна выбрана из расчета, чтобы пропускать в лоток короткую деталь, однако окно не может пропустить в лоток длинную деталь. Установление расстояния между рабочей кромкой Б упора 4 и ребром В из расчета на длинную заготовку не позволяет ориентировать короткие детали.
Целью изобретения является расширение технологических возможностей устройства при ориентировании деталей разной длины.
он
взЈ
Э го достигается тем, что устройство для ориентации цилиндрических деталей с кольцевой проточкой снабжено дополнительным механизмом вторчной ориентации, расположенным за основным механизмом ориентации, причем длина окна основного механизма вторичной ориентации выбрана из расчета на деталь минимальной длины, а длина окна дополнительно из механизма вторичной ориентации из расчета на зато- товку максимальной длины. Для сбора заготовок в один отводящий канал из двух окон используется фигурная направляющая, закрепленная на корпусе в зоне выполнения окна и образующя с наклонным отводящим лотком воронку. Нижняя часть расположена параллельно поверхности наклонного отводящего лотка и является общим каналом для дальнейшего прохождения деталей Общий канал создает условия для формирования потока движения деталей в одном направлении. Ширина канала фигурной направляющей регулируется за счет перемещения последней.
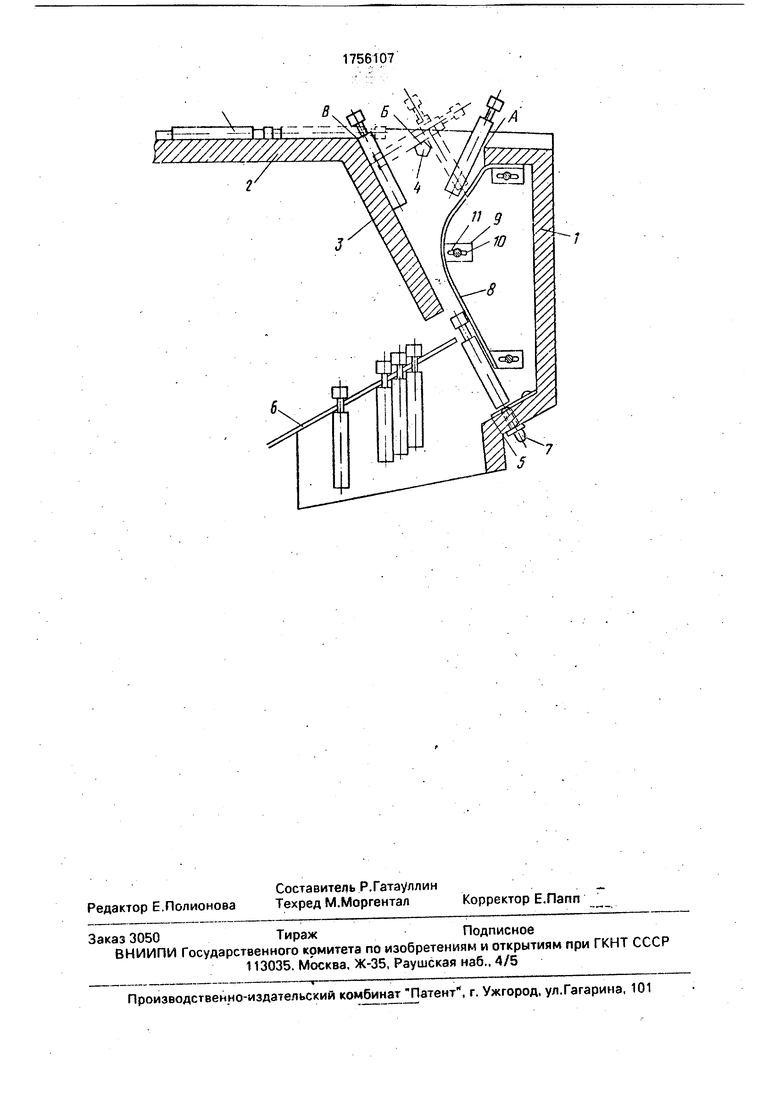
На чертеже изображено устройство для ориентации, продольный разрез.
Устройство для ориентации цилиндрических деталей с проточкой содержит корпус 1, подводящий горизонтальный лоток 2, установленный на выходе спирального лот- ка вибробункера (не показан), примыкаю- щий к нему наклонный отводящий лоток 3, основной механизм вторичной ориентации, выполненный в виде размещенного за подводящим горизонтальным лотком 2 и уста- новленного ниже его дна упора 4, плоскую пружину 5, консольно установленную на корпусе 1 под углом к продольной оси наклонного отводящего лотка 3, и направляющие 6, размещенные между плоской пружиной 5 и наклонным отводящим лотком 3 регулировочного винта 7. За упором 4 имеется окно дополнительного механизма ориентации, настроенное на заготовки максимальной длины. Первое окно основного механизма вторичной ориентации - расстояние от точки Б до точки В - настроено на максимальную длину заготовки и равно где I длина короткой заготовки. Второе окно -
расстояние от Б до А - равно
- где
I+ 6 - длина длинной заготовки, мм. Имеется фигурная направляющая 8 с лапками 9 для крепежа винтами 10 и с пазом 11 для ее регулировки. На боковой стенке закреплен упор 4, который выполнен в виде правильного пятигранника. На чертеже показано расположение точки Б.
Устрой работает следующим образом. Детали, первично ориентированные вдоль своей оси в вибробункере, поступают по подающему лотку 2 в основной механизм вторичной ориентации, где перемещаются по подводящему лотку 2 к ориентирующему первому окну, длина которого принята из расчета на заготовку минимальной длины. Если деталь имеет минимальный размер, то она проваливается в первое окно основного механизма вторичной ориентации под действием собственной силы тяжести, приложенной в центре тяжести тяжелым концом вниз. В том случае, когда деталь имеет максимальную длину, она переходит через упор 4 к второму окну допол- нительного механизма вторичной ориентации, имеющему размеры из расчета на деталь максимальной длины, и под действием силы тяжести проваливается тяжелым концом вниз в окно. Детали из первого или второго окна поступают на наклонный отводящий лоток 3 правильно ориентированными. Двигаясь по наклонному лотку 3, детали последовательно сходят с него и часть пути пролетают по инерции в направлении, заданном им лотком. В конце своего движения деталь торцом ударяется в пружину 5, которая гасит энергию ее движения и силой обратного воздействия способствует попаданию детали в паз. образованный направляющими б, и в дальнейшем подвешенном состоянии транспортируется ктехно- логическому оборудованию.
Формула изобретения Устройство для ориентации цилиндрических деталей с кольцевой проточкой по авт.св. № 1511052, о т л и ч а ю щ е е с я тем, что, с целью расширения технологических возможностей устройства за счет обеспечения подачи деталей разной длины, оно снабжено дополнительным механизмом вторичной ориентации, размещенным за основным и выполненным в виде окна в корпусе и фигурной направляющей, закрепленной на корпусе в зоне выполнения окна и образующей с наклонным отводящим лотком воронку.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ориентации цилиндрических деталей с кольцевой проточкой | 1988 |
|
SU1511052A1 |
| Устройство для сортировки и кассетирования миниатюрных деталей | 1980 |
|
SU912308A1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ ДЕТАЛЕЙ | 1993 |
|
RU2049643C1 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ПОДАЧИ И ОРИЕНТАЦИИ ИЗДЕЛИЙ | 1991 |
|
RU2015092C1 |
| УСТРОЙСТВО ОРИЕНТАЦИИ ПЛОСКИХ ДЕТАЛЕЙ | 1996 |
|
RU2098257C1 |
| Устройство для ориентации и поштучной выдачи | 1985 |
|
SU1270082A1 |
| СПОСОБ ОРИЕНТАЦИИ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2008984C1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ ДЕТАЛЕЙ | 1998 |
|
RU2130373C1 |
| УСТРОЙСТВО ПОДАЧИ ДЕТАЛЕЙ | 2013 |
|
RU2533980C1 |
| Устройство для ориентации корпусов цоколей для электрических ламп | 1987 |
|
SU1494072A1 |
Использование: для обеспечения подачи деталей в ориентированном положении разной длины. Сущность изобретения: устройство для ориентации цилиндрических деталей с проточкой содержит корпус 1, подводящий горизонтальный лоток 2, установленный на выходе спирального лотка вибробункера (не показан), примыкающий и нему наклонный отводящий лоток 3, механизм вторичной ориентации, выполненный в виде размещенного за подводящим горизонтальным лотком 2 и установленного чиже его дна упора 4, плоскую пружину 5, консольно установленную на корпусе 1 под углом к продольной оси наклонного отводящего лотка 3, и направляющие 6, размещен- ные между плоской пружиной 5 и наклонным отводящим лотком 3 регулировочного винта 7. За упором 4 имеется окно, настроенное на заготовки максимальной длины. Имеется фигурная направляющая 9 с лапками 10 для крепежа винтами 11 и с пазом 12 для ее регулировки. 1 ил.
| Устройство для ориентации цилиндрических деталей с кольцевой проточкой | 1988 |
|
SU1511052A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
