Предложенное изобретение относится к вспомогательным устройствам поточных линий, не ограниченных выполнением какого-либо одного вида металлообработки, а более конкретно к межстаночному оборудованию для манипулирования при передаче обрабатываемых деталей с помощью захватов.
Уровень данной области техники характеризует бункерно-загрузочное устройство заготовок стержневых цилиндрических из навала в бункере продольно ориентированными в обрабатывающее оборудование, которые включают функционально связанные структурные элементы: качающийся шиберный захват, смонтированный в бункере, ложемент, сформированный планками с регулируемым углом наклона в окно передачи штучных заготовок на отводящий бесконечный транспортер, описанное в авт. св. SU 1340986, МКИ B23Q 7/06.
Неправильно ориентированные заготовки выталкиваются с шибера сбрасывателем обратно в бункер.
Недостатком описанного бункерного загрузочного устройства является низкая производительность из-за образования сводов из произвольно ориентированных деталей в бункере, который необходимо периодически разрушать вручную шанцевым инструментом, а также высокий возврат деталей в бункер, которые неправильно ориентированы, специальным механизмом с автономным приводом, что усложняет конструкцию.
Более совершенным является бункерно-загрузочное устройство деталей стержневого типа (см. Малов А.Н., Загрузочные устройства для металлорежущих станков. М.: Машиностроение, 1972 г., с.63, рис.40, которое содержит бункер для приема заготовок навалом, в котором смонтирован кривошипно-шатунный механизм, взаимодействующий с подпружиненными упорами, связанными с качающейся перегородкой, выполняющей функции противосводового ворошителя, обеспечивая равномерную подачу заготовок к вертикально подвижному вдоль корпуса шиберу, на торце которого заготовки располагаются в один ряд продольно ориентированными при этом.
Лишние заготовки сталкивателем удаляются в бункер.
Шибер поднимает заготовки к наклонному лотку, по которому они скатываются на рабочую поверхность бесконечного транспортера, в частности цепного.
Вращение цепного транспортера и сталкивателя кинематически осуществляется от общего привода.
Недостатком этого бункерно-загрузочного устройства является сложность конструкции и невозможность переналадки на детали разного диаметра, что ограничивает технологические возможности неуниверсального межстаночного оборудования.
В качестве наиболее близкого аналога предложенному устройству подачи деталей по технической сущности и числу совпадающих признаков выбрано бункерно-загрузочное устройство для стержневых деталей по патенту RU 2208507, B23Q 7/03, 2003 г.
Известное загрузочное устройство содержит бесконечный транспортер, размещенный между вертикальным стенками корпуса на станине, бункер, примыкающий извне к одной из стенок, связанный с приводом подъемный шибер которого имеет скошенный в сторону стенки корпуса торец, где продольно размещаются захватываемые заготовки.
Особенностью известного устройства является установленный над подающим транспортером протяженный ложемент переменного проходного сечения, выполненный из регулируемых во взаимно перпендикулярных плоскостях подвижной планки и вертикальной линейки, несущей указанную подвижную планку.
С ложементов на выходе транспортера совмещен наклонный лоток перегрузки от подъемного шибера.
На выходе из бункера неправильно ориентированные заготовки выдавливаются примыкающей стенкой корпуса по обратному скосу торца шибера и автоматически возвращаются в бункер (причем часть толкаемых заготовок при этом ориентированно укладываются на торце шибера для подачи на транспортер).
К недостаткам известного бункерно-загрузочного устройства можно отнести относительно низкую производительность из-за большого возврата заготовок в бункер, которые дополнительно не ориентируются при подъеме шибером.
Кроме того, заготовки несимметричного профиля (с глухим осевым отверстием или с утоненным торцом) подаются транспортером вразнобой, что определяет необходимость их вторичной ориентации вручную по однотипному направлению для непосредственной загрузки в обрабатывающее оборудование.
Технической задачей, на решение которой направлено настоящее изобретение, является повышение функциональной надежности устройства и расширение его технологических возможностей.
Требуемый технический результат достигается тем, что в известном устройстве подачи продольно ориентированных стержневых деталей цилиндрической формы, содержащем бункер с вертикально подвижным шибером, рабочий торец которого скошен в сторону примыкающего корпуса, несущего в верхней части горизонтальный подающий транспортер, оснащенный регулируемым ограничителем, шибер выполнен в форме каскада, включающего подъемник из бункера до совмещения со стационарной платформой и подъемник к лотку, сопряженному с подающим транспортером, над которым установлен манипулятор, управляемый сигналом видеодатчика, ориентированного на торец подаваемой детали, при этом регулируемый ограничитель закреплен над примыкающим к корпусу подъемником и наклонен в бункер, а над стационарной платформой шибера закреплен упор, причем соосно лотку на выходе подающего транспортера установлен осевой толкатель.
Отличительные признаки предложенного технического решения обеспечили в автоматическом режиме вторичное ориентирование продольно подаваемых транспортером цилиндрических стержневых деталей несимметричного профиля, в частности, имеющих глухое осевое отверстие, которые направляются однотипно, при повышении функциональной надежности более производительного устройства в целом.
Выполнение шибера каскадным с центральной стационарной платформой и примыкающими с обеих сторон автономно последовательно действующими подъемниками максимально повысило коэффициент технической загрузки подающего транспортера ориентированными в продольном направлении цилиндрическими деталями за счет дополнительной их самоустановки при перекатывании по состыкованному наклонному торцу каскадного шибера, который выполняет функции ворошителя.
Размещение над подающим транспортером поворотного манипулятора, зажимной захват которого действует по сигналу от видеодатчика, когда деталь неверно ориентирована торцевым отверстием, необходимо для автоматического разворота ее на 180°, в противном направлении. Это обеспечивает вторичное ориентирование деталей в устройстве, из которого они выходят однотипно направленными, в частности, глухим осевым отверстием вперед.
Кантование детали манипулятором посредством зажатой в захвате поворотного пневмоцилиндра, является надежным и наиболее простым средством принудительного ориентирования заданного направления движения в подающем транспортере.
Сканирование торца деталей видеодатчиком бесконтактно обнаруживает отсутствие в ней полости и подает команду на функционирование манипулятора.
Профильный ограничитель в форме линейки, смонтированной перед скатом в подающий транспортер и наклоненной в сторону бункера, гарантированно автоматически сбрасывает вертикально расположенные на подъемнике детали, исключая их неориентированный проход к подающему транспортеру.
Закрепленный над стационарной платформой упор (планка), который расположен на траектории движения неверно ориентированных и выступающих за габарит подъемника деталей, обеспечивает принудительное перемещение деталей на скос подъемника, где она размещается продольно, или съем этих деталей и возврат в бункер, что повышает функциональность и надежность работы устройства.
Установка в лотке на выходе подающего транспортера соосного толкателя, предпочтительно выполненного в виде штока пневмоцилиндра, обеспечивает принудительную поштучную выгрузку в ориентированном продольном положении деталей, направленных глухим осевым отверстием вперед, в технологическое оборудование на обработку.
Следовательно, каждый существенный признак необходим, а их совокупность в устойчивой взаимосвязи являются достаточными для достижения новизны качества, то есть поставленная техническая задача решена не суммой эффектов, а новым сверхэффектом суммы признаков.
Сущность предложенного изобретения поясняется чертежом, который имеет чисто иллюстративную цель и не ограничивает объема притязаний совокупности признаков формулы. На чертеже схематично изображено:
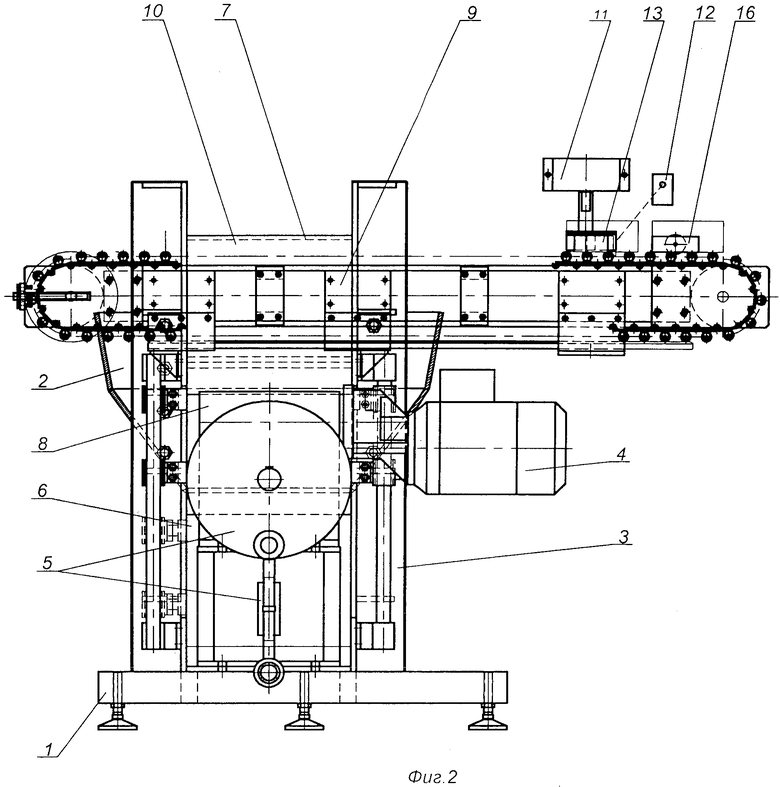
на фиг.1 - общий вид устройства;
на фиг.2 - вид по стрелке А на фиг.1.
Предложенное устройство ориентированной подачи штучных стержневых деталей, имеющих стержневую форму и снабженных осевым глухим отверстием, содержит смонтированные на станине 1 бункер 2, корпус 3 и привод 4, связанный через кривошипно-шатунный механизм 5 с параллельно расположенными подъемниками 6 и 7, примыкающими к неподвижной (стационарной) платформе 8, верхний торец которых скошен в сторону горизонтального подающего транспортера 9, смонтированного в верхней части корпуса 3.
Подающий транспортер 9 выполнен в виде бесконечной роликовой цепи.
Нижний (левый по чертежу) подъемник 6 в исходном положении совмещен с наклонным дном бункера 2 под загрузку деталей навалом.
Торец подъемника 7 в исходном положении совмещен со скосом стационарной платформы 8 (фиг.1).
Подъемник 6, платформа 8 и подъемник 7 совокупно формируют в действии каскад, на котором детали поштучно извлекаются из бункера 2, последовательно ступенчато поднимаются к транспортеру 9 подачи, продольно ориентируясь при перекатывании по торцевым скосам.
В крайнем верхнем положении подъемника 7 скос его торца совмещается с лотком 10, направленным на транспортер 9.
Над транспортером 9 установлен манипулятор 11 (фиг.2), который на фиг.1 условно не показан, выполненный в виде поворотного пневмоцилиндра, управляемого по команде с видеодатчика 12, ориентированного на торец транспортируемой детали.
На штоке поворотного пневмоцилиндра 11 установлен подпружиненный захват 13.
В конце транспортера 9 установлен наклоненный в отводящий склиз 14 лоток 15 (фиг.1).
Соосно склизу 14 закреплен толкатель 16, выполненный в виде штока пневмоцилиндра.
Над подъемником 7, у лотка 10, на корпусе 3 установлен с возможностью регулирования криволинейный ограничитель 17, направленный в сторону бункера 1, а над платформой 8 закреплен упор 18, расположенный на траектории движения деталей в подъемнике 7, которые по какой-либо причине расположены поперек, то есть продольно не ориентированы.
Работает устройство следующим образом.
От привода 4 через кривошипно-шатунный механизм 5 шиберный подъемник 6 приводится в движение, в результате чего захватывается скошенным торцом закатившаяся цилиндрическая деталь, стержень которой располагается вдоль подъемника 6, на его скосе, примыкая к поверхности платформы 8 и перекатываясь по ней.
В крайнем верхнем положении подъемника 6 его скос совмещается с наклонным торцом платформы 8 и скосом торца шиберного подъемника 7, по которым деталь перекатывается до упора в корпус 3.
Далее подъемник 6 опускается в исходное положение в бункере 2, а подъемник 7 под действием кривошипно-шатунного механизма 5 подается вверх.
В крайнем верхнем положении подъемника 7 скос его торца совмещается с наклоненным лотком 10, по которому деталь скатывается на несущую поверхность движущегося транспортера 9, который продольно перемещает деталь к толкателю 16 на перегрузку.
При этом изображение торца детали, снятое видеодатчиком 12, сопоставляется с контрольным, где присутствует отверстие.
В случае идентичного совпадение обоих изображений деталь свободно проходит дальше, а если торец детали сплошной, то с датчика 12 сигнал рассогласования подается в систему управления пневмоцилиндром 11, в результате чего пружинный захват 13 манипулятора 11 опускается на деталь и зажимает ее (фиг.2).
Далее захват 13 поворачивается манипулятором на 180° и переориентирует деталь осевым глухим отверстием вперед и возвращает ее на транспортер 9.
После разжатия захват 13 возвращается в исходное положение, а свободная деталь перемещается транспортером 9 к лотку 15.
В крайнем положении транспортера 9 деталь останавливается на упоре и скатывается по лотку 15 в склиз 14, где взаимодействует с нормально разомкнутым конечным выключателем путевой системы управления пневмоцилиндром 16, штоком которого деталь проталкивается по склизу 14 в приемное устройство технологического оборудования в заданной пространственной ориентации.
По описанной последовательности действия далее функционирует предложенное межстаночное устройство поштучной подачи продольно ориентированных деталей цилиндрической формы глухим отверстием вперед.
Проведенный сопоставительный анализ предложенного технического решения с выявленными аналогами уровня техники, из которого изобретение явным образом не следует для специалиста-машиностроителя, а с учетом практической возможности серийного изготовления на действующем производстве бункерных загрузочных устройств, можно сделать вывод о соответствии критериям патентоспособности.
| название | год | авторы | номер документа |
|---|---|---|---|
| БУНКЕРНО-ЗАГРУЗОЧНОЕ УСТРОЙСТВО ДЛЯ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 2001 |
|
RU2208507C2 |
| Автоматическая линия для индукционной термической обработки плоских деталей | 1981 |
|
SU1018983A1 |
| Устройство для фасовки продуктов | 2024 |
|
RU2837772C1 |
| Вибрационное загрузочное устройство | 1989 |
|
SU1722985A1 |
| БЕТОНОСМЕСИТЕЛЬНАЯ СИСТЕМА ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ ПО ПРОИЗВОДСТВУ СТРОИТЕЛЬНЫХ БЛОКОВ | 2006 |
|
RU2305628C1 |
| Конвейерная шихтоподача к скиповомупОд'ЕМНиКу дОМЕННОй пЕчи | 1979 |
|
SU850661A1 |
| Устройство для ориентации изделий | 1978 |
|
SU841197A1 |
| Бункерное загрузочно - ориентирующее устройство | 1988 |
|
SU1583250A1 |
| БУНКЕРНО-ЗАГРУЗОЧНОЕ УСТРОЙСТВО ДЛЯ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1994 |
|
RU2066613C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕГРУЗКИ ДЕТАЛЕЙ С НАКОПЛЕНИЕМ ИХ В КАССЕТАХ | 2015 |
|
RU2604161C2 |
Изобретение относится к вспомогательным устройствам поточных линий, а именно к межстаночному оборудованию для манипулирования при передаче обрабатываемых деталей с помощью захватов. Устройство для подачи продольно ориентированных стержневых деталей цилиндрической формы содержит бункер с вертикально подвижным шибером, рабочий торец которого скошен в сторону примыкающего корпуса, несущего в верхней части горизонтальный подающий транспортер, оснащенный регулируемым ограничителем. Шибер выполнен в форме каскада, включающего подъемник из бункера до совмещения со стационарной платформой и подъемник к лотку, сопряженному с подающим транспортером, над которым установлен манипулятор, управляемый сигналом видеодатчика, ориентированного на торец подаваемой детали, при этом регулируемый ограничитель закреплен над примыкающим к корпусу подъемником и наклонен в бункер, а над стационарной платформой шибера закреплен упор, причем соосно лотку на выходе подающего транспортера установлен осевой толкатель. Предложенное изобретение обеспечивает в автоматическом режиме вторичное ориентирование продольно подаваемых транспортером цилиндрических стержневых деталей несимметричного профиля, в частности, имеющих глухое осевое отверстие, которые направляются однотипно, при повышении функциональной надежности более производительного устройства в целом. 2 з.п. ф-лы, 2 ил.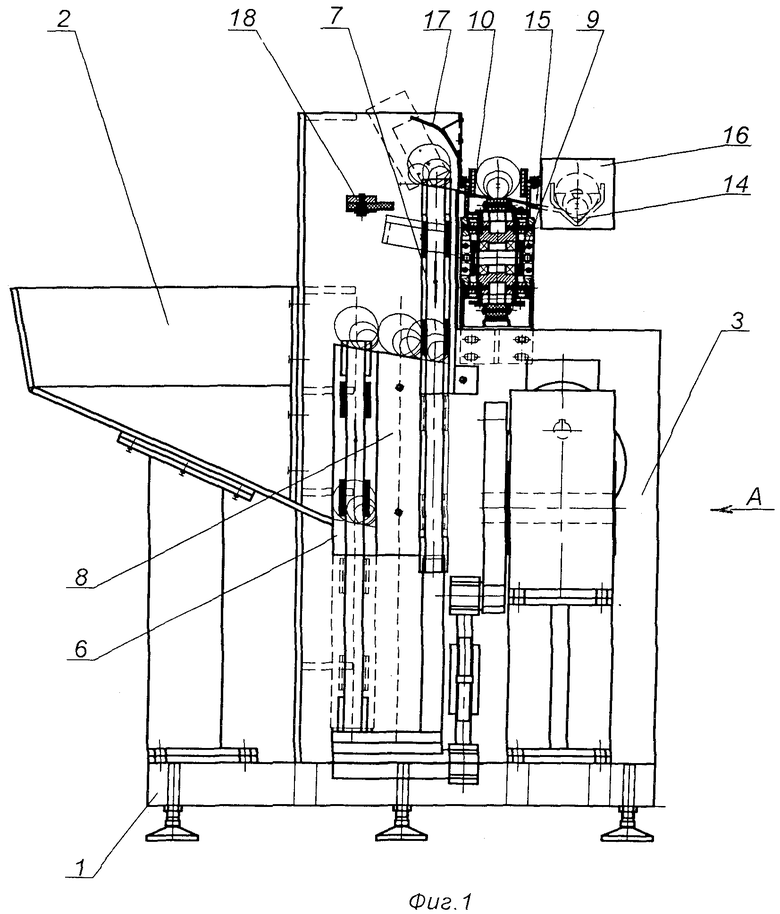
1. Устройство для подачи продольно ориентированных стержневых деталей цилиндрической формы, содержащее бункер с вертикально подвижным шибером, рабочий торец которого скошен в сторону примыкающего корпуса, несущего в верхней части горизонтальный подающий транспортер, оснащенный регулируемым ограничителем, отличающееся тем, что шибер выполнен в форме каскада, включающего подъемник из бункера до совмещения со стационарной платформой и подъемник к лотку, сопряженному с подающим транспортером, над которым установлен манипулятор, управляемый сигналом видеодатчика, ориентированного на торец подаваемой детали, при этом регулируемый ограничитель закреплен над примыкающим к корпусу подъемником и наклонен в бункер.
2. Устройство по п.1, отличающееся тем, что над стационарной платформой шибера закреплен упор.
3. Устройство по п.1 или 2, отличающееся тем, что соосно лотку на выходе подающего транспортера установлен осевой толкатель.
| БУНКЕРНО-ЗАГРУЗОЧНОЕ УСТРОЙСТВО ДЛЯ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 2001 |
|
RU2208507C2 |
| Загрузочное устройство | 1986 |
|
SU1340986A1 |
| RU 94027066 А1, 10.05.1996 | |||
| АВТОМАТИЗИРОВАННОЕ УСТРОЙСТВО | 1991 |
|
RU2014981C1 |
| ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО | 2001 |
|
RU2219037C2 |
| US 3495721 А, 17.02.1970 | |||

