Изобретение относится к уплотнитель- ной технике, а более конкретно - к способам изготовления щеточных металлических уплотнений, которые могут найти применение в газотурбостроении.
Целью изобретения является повышение технологичности и расширение эксплуатационных возможностей.
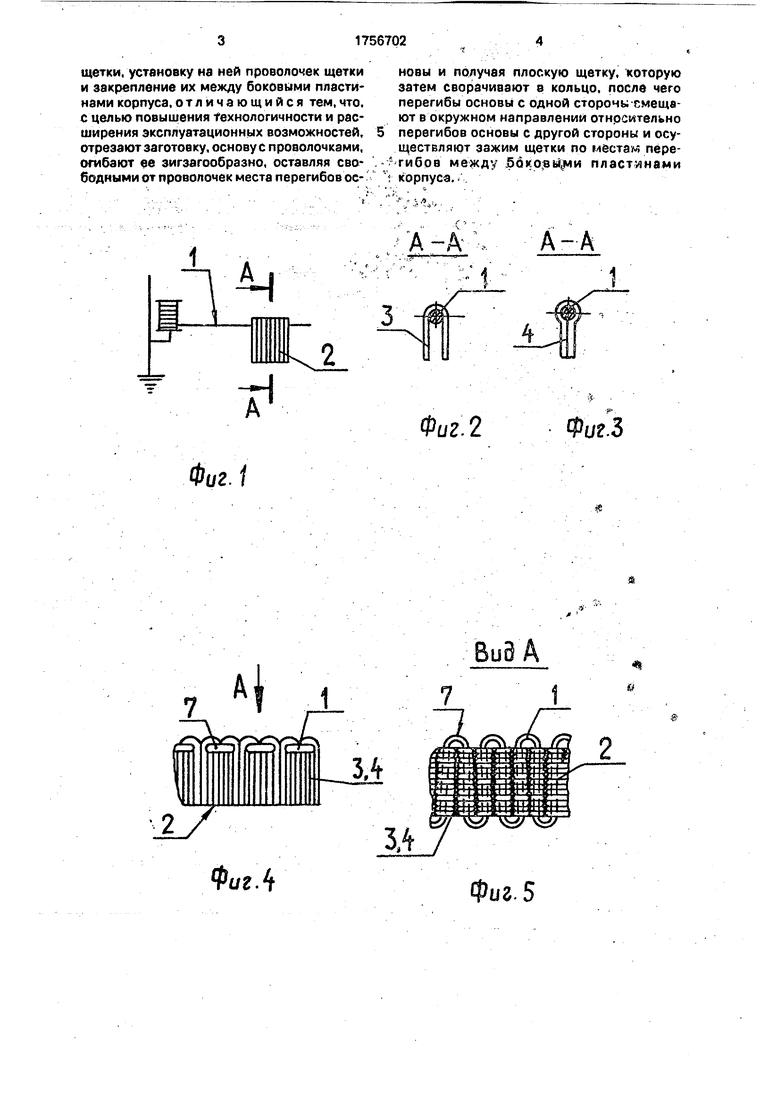
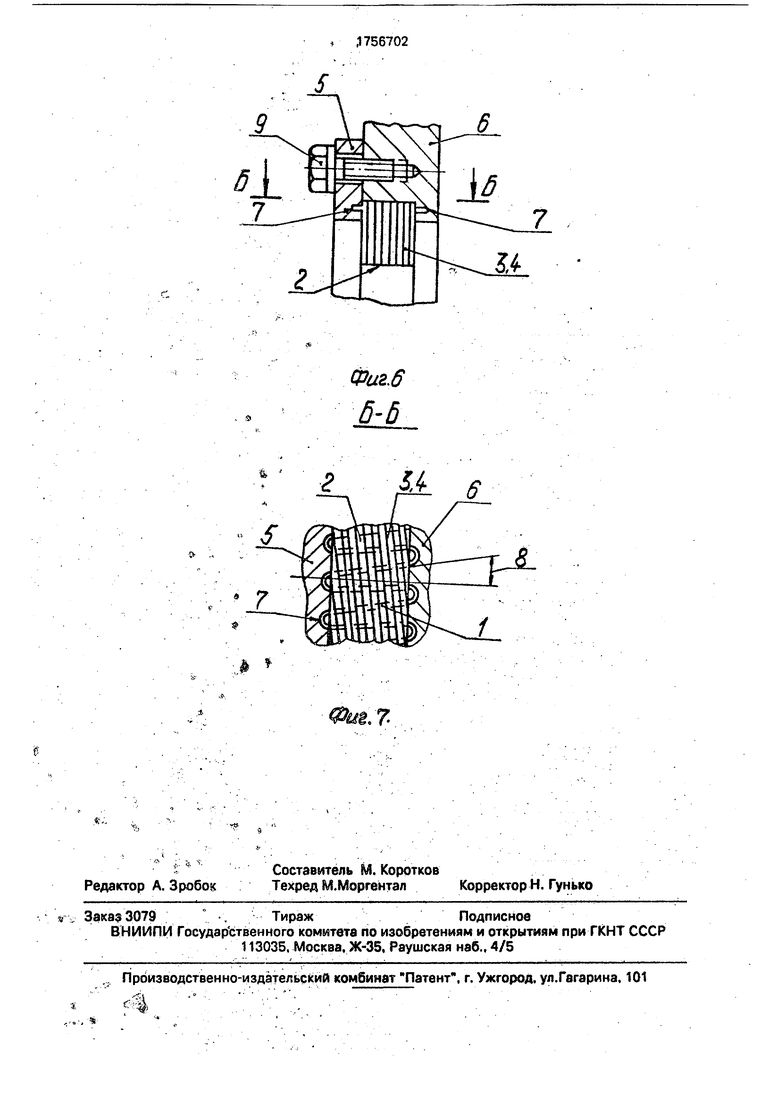
Способ изготовления щеточного уплотнения поясняется чертежами, где: на фиг. 1 показана основа с проволочками щетки; на фиг. 2 - разрез А-А на фиг. 1, проволочка; на фиг. 3 - разрез А-А на фиг. 1, вариант выполнения проволоки; на фиг. 4 - щетка в сборе; на фиг. 5 - вид А на фиг. 4; на фиг. 6 - уплотнение в сборе; на фиг. 7 - разрез Б-Б на фиг. 6.
Способ изготовления щеточного уплотнения включает изготовление основы 1 щетки 2, установку на ней проволочек 3 и 4 и закрепление их между боковыми пластинами 5, 6 корпуса. Отрезают заготовку щетки 2, основу 1 с проволочками 3, 4 огибают зигзагообразно, оставляя свободными от
проволочек места перегибов 7 основы 1, и получают плоскую щетку 2 (фиг. 4,5), которую затем сворачивают в кольцо. Перегибы 7 основы 1 с одной стороны смещают в окружном направлении относительно перегибов основы с другой стороны под углом 8 к оси уплотнения, осуществляют зажим щетки 2 по местам перегибов 7 между боковыми пластинами 5 и 6 корпуса с помощью болтов 9. Способ позволяет из простой проволочной основы и одинаковых проволочек щетины получать из прямолинейной, плоской щетки широкий диапазон типоразмеров кольцевых щеток, при этом с широким диапазоном углов расположения проволочек относительно оси уплотнения, получать широкий диапазон многозаходных винтовых линий, типа винтовой нарезки. А это позволяет оснастить широкий диапазон типоразмеров уплотнительных буртов с широким диапазоном рабочих частот вращения. Формула изобретения Способ изготовления щеточного уплотнения, включающий изготовление основы
О
XS
кэ
щетки, установку на ней проволочек щетки и закрепление их между боковыми пластинами корпуса,отличающийся тем,что, с целью повышения технологичности и расширения эксплуатационных возможностей, отрезают заготовку, основус проволочками, огибают ее зигзагообразно, оставляя свободными от проволочек места перегибов основы и получая плоскую щетку, которую затем сворачивают в кольцо, после чего перегибы основы с одной сторочь. смещают в окружном направлении относительно перегибов основы с другой стороны и осуществляют зажим щетки по местам перегибов между 5ако, пластинами корпуса.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТОЧНОГО УПЛОТНЕНИЯ | 2008 |
|
RU2389927C1 |
| ЩЕТОЧНОЕ УПЛОТНЕНИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2583480C1 |
| ЩЕТОЧНОЕ УПЛОТНЕНИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2594835C2 |
| Щеточное уплотнение и способ его изготовления | 2023 |
|
RU2805714C1 |
| МАГНИТОЖИДКОСТНОЕ УПЛОТНЕНИЕ ВАЛА | 2011 |
|
RU2451225C1 |
| ЩЕТОЧНОЕ УПЛОТНЕНИЕ КОМПРЕССОРА | 2000 |
|
RU2232324C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВОГО ЩЕТОЧНОГО УПЛОТНЕНИЯ | 2010 |
|
RU2430282C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНОГО ЩЕТОЧНОГО УПЛОТНЕНИЯ | 2010 |
|
RU2425269C1 |
| ЩЕТОЧНОЕ УПЛОТНЕНИЕ | 1999 |
|
RU2206807C2 |
| ЩЕТОЧНОЕ УПЛОТНЕНИЕ | 1990 |
|
SU1766122A1 |
Использование: в газотурбостроении. Сущность изобретения; изготавливают основу щетки, устанавливают на ней проволочки, Отрезают заготовку основы с проволочками, сгибают ее зигзагообразно, оставляя свободными от проволочек места перегибов основы и получая плоскую щетку, к-рую затем сворачивают в кольцо. Перегибы основы с одной стороны смещают в окружном направлении относительно перегибов с другой. Осуществляют зажим щетки по местам перегибов между боковыми пластинами корпуса. 7 ил.
Фиг. 1
А-А
А-А
Фиг. 2
.3
Ъ
ЧЧЯ .
««:«i Uf «Bjr,«B ufiw
«ТЯВ «lla INH. ЯШГ ЧЧП 1 М #ВШ
ЛО/
Фиг. 5
&
Фиг.6 б-б
$&- 6
| Авторское свидетельство СССР № 1462916, кл | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
