Изобретение относится к области машиностроения, в частности к способам изготовления проволочных щеточных уплотнений с наклонным расположением уплотнительных проволочек, и может быть использовано в машинах и аппаратах для уплотнения вращающихся валов.
Известен способ изготовления проволочного щеточного уплотнения, при котором на каркас наматывают проволоку, разрезают проволоки и изгибают по требуемой форме щеточного уплотнения, а затем зажимают и крепят между двумя крепежными кольцами (пат. ФРГ №3606284, МПК F16J 15/16, 1985).
Известный способ не обеспечивает получения щеточного уплотнения с большим количеством слоев, что снижает эффективность всей конструкции.
Известен также способ изготовления проволочного щеточного уплотнения, при котором последовательно наматывают проволоку на каркас, разрезают намотанные слои, размещают их на крепежном кольце, производят сварку наружных кромок по торцам проволок и окончательную механическую обработку кромок боковых пластин и посадочного диаметра уплотнения (патент РФ №1462917, МПК F16J 15/16, 1987 г.).
Недостатками этого способа являются отсутствие равномерности намотки и образование неоднородности щеточного уплотнения при обеспечении угла наклона проволочек уплотнения к радиусу. Кроме того, после резки концы проволочек перепутываются, за счет чего снижается эффективность уплотнения в целом.
Наиболее близким к изобретению техническим решением по технической сущности является способ изготовления проволочного щеточного уплотнения, заключающийся в том, что последовательно слоями наматывают проволоку на каркас относительно оси его вращения, разрезают намотанные слои посредством электронно-лучевой или лазерной сварки, закрепляют между двумя крепежными кольцами, производят сварку наружных кромок по торцам проволок и окончательную обработку кромок крепежных колец и посадочного диаметра уплотнения (пат. РФ №2133396, MПК F16J 15/00, 1996 г.).
Недостатками данного способа являются невозможность обеспечения равномерного расположения проволочек щеточного уплотнения по его длине, особенно в местах стыков секций, а также наличие зазоров между проволочками, увеличивающихся с увеличением ширины щеточного уплотнения. При изгибе секции в кольцо проволочки плотно прилегают друг к другу только по внутреннему диаметру. При увеличении диаметра уплотнения расстояние между проволочками увеличивается, что приводит к уменьшению плотности и снижает эффективность работы всего щеточного уплотнения, уменьшает угол наклона проволочек, а также приводит к уменьшению толщины уплотнения. В результате усилие зажима проволочек крепежными кольцами изменяется по радиусу, что снижает надежность всей конструкции.
Техническим результатом изобретения является повышение эффективности и надежности работы проволочного щеточного уплотнения, а также возможность изготовления щеточных уплотнений с наклонным расположением проволочек.
Указанный технический результат достигается тем, что в способе изготовления проволочного щеточного уплотнения, заключающемся в том, что последовательно слоями наматывают проволоку на каркас относительно оси его вращения, разрезают намотанные слои посредством электронно-лучевой или лазерной сварки, закрепляют между двумя крепежными кольцами, производят сварку наружных кромок по торцам проволок и окончательную обработку кромок крепежных колец и посадочного диаметра уплотнения, в качестве каркаса используют катушку, выполненную с расположенными по ее периметру на боковых сторонах с одинаковым шагом сквозными радиальными прорезями, глубина которых превышает высоту намотки, разрезку намотанной проволоки осуществляют вдоль прорезей с образованием проволочных сегментов с оплавленными краями, после этого проволочные сегменты извлекают из катушки и боковые поверхности каждого из них подвергают обработке для получения заданной конфигурации, обеспечивающей беззазорную установку проволочных сегментов между двумя крепежными кольцами. Проволочные сегменты выставляют между крепежными кольцами в радиальном направлении или под углом к радиальному направлению.
Изобретение поясняется фигурами, где на:
фиг.1 - фрагмент технологического диска в виде катушки с прорезями;
фиг.2 - сечение А-А на фиг.1;
фиг.3 в аксонометрии изображен проволочный сегмент щеточного уплотнения;
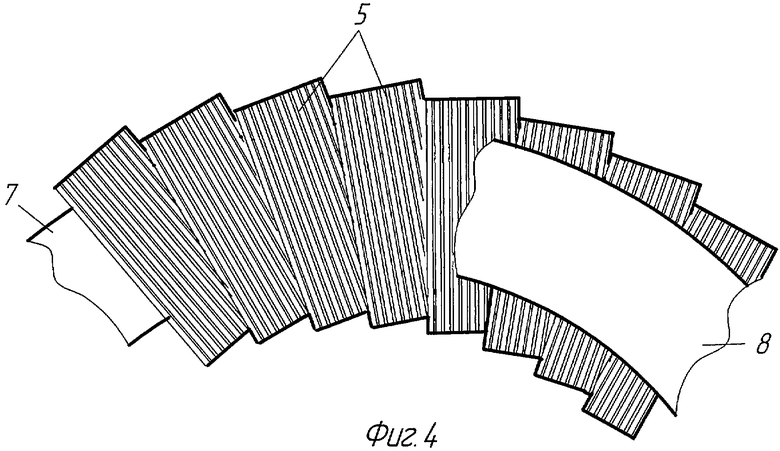
фиг.4 показана установка проволочных сегментов на крепежных кольцах.
В качестве каркаса используют катушку, выполненную из технологического диска, на торцевой поверхности которого выполнен паз с размерами, определяющими ширину щеточного уплотнения и ее высоту 20-30 мм. В зависимости от диаметра щеточного уплотнения наматывают при заданном натяжении проволоку виток к витку с бобин, количество которых равно ширине уплотнения, деленного на диаметр проволоки (намотку можно осуществлять и с одной бобины). По периметру катушки на ее боковых сторонах с одинаковым шагом выполнены сквозные радиальные прорези, глубина которых превышает высоту намотки. После намотки проволоки на высоту 20-30 мм электронно-лучевой или лазерной сваркой производят разрезку проволоки вдоль прорезей. При этом происходит оплавление проволоки с двух сторон прорези, что обеспечивает надежное крепление проволочек в каждом образовавшемся проволочном сегменте щеточного уплотнения. После этого проволочные сегменты извлекают из катушки и каждый из них подвергают механической отработке, например шлифованию, для получения заданной конфигурации, обеспечивающей беззазорную установку этих сегментов между двух крепежных колец. Проволочные сегменты могут быть выставлены как в радиальном направлении, так и под углом к радиальному направлению. После установки между колец проволочные сегменты обжимают с усилием, исключающим их смещение, обрезают рабочий и противоположный ему нерабочий торцы сегментов и затем нерабочие торцы сегментов сваривают с торцами крепежных колец.
Пример осуществления изобретения
Для изготовления проволочного щеточного уплотнения изготовлен технологический диск в виде катушки 1 из нержавеющей стали диаметром 170 мм. Катушка выполнена с проточкой 2 в торце технологического диска шириной 2 мм и глубиной 15 мм. По периметру катушки 1 на ее стенках 3 выполнено с одинаковым шагом двенадцать сквозных радиальных прорезей 4 глубиной 20 мм каждая. Катушку 1 установили на намоточный станок (на чертеже не показан) и намотали 2950 витков стальной проволоки диаметром 0,07 мм. Для исключения выпадения проволочных сегментов 5 после разрезания намотанной проволоки в канавку в качестве фиксатора ввели мочевину. Затем электронно-лучевой сваркой намотанную проволоку разрезали вдоль прорезей 4 на двенадцать проволочных сегментов 5. Для изготовления щеточного уплотнения наружным диаметром 200 мм и внутренним диаметром 180 мм изготовили сорок два сегмента длиной 40 мм, шириной 15 мм и толщиной 2 мм. Проволочные сегменты 5 шлифовали по боковым поверхностям 6 на угол 4°17. На крепежное кольцо 7 уложили проволочные сегменты 5, каждый под углом 40° к его радиусу, вплотную друг к другу и прижали вторым крепежным кольцом 8, получив тем самым цилиндрическую заготовку проволочного щеточного уплотнения. Затем полученную таким образом заготовку предварительно обработали по наружному диаметру в размер 204 мм электроэрозионной сваркой, зафиксировав воедино все его детали. После чего токарной обработкой получили требуемый наружный диаметр уплотнения - 200 мм и шлифовкой - внутренний диаметр уплотнения - 180 мм.
Таким образом, способ согласно изобретению позволяет изготавливать проволочные щеточные уплотнения с любой требуемой плотностью проволочной щетины, заданным наклонным расположением проволочек, а также повысить эффективность и надежность щеточного уплотнения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТОЧНОГО УПЛОТНЕНИЯ | 2012 |
|
RU2485373C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОТНА ЩЕТОЧНОГО УПЛОТНЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2491462C1 |
| Щеточное уплотнение и способ его изготовления | 2023 |
|
RU2805714C1 |
| ЩЕТОЧНОЕ УПЛОТНЕНИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2594835C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТОЧНОГО УПЛОТНЕНИЯ | 2005 |
|
RU2289742C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТОЧНОГО УПЛОТНЕНИЯ | 2012 |
|
RU2485374C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТОЧНОГО УПЛОТНЕНИЯ | 1996 |
|
RU2133396C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВОГО ЩЕТОЧНОГО УПЛОТНЕНИЯ | 2010 |
|
RU2430282C1 |
| ЩЕТОЧНОЕ УПЛОТНЕНИЕ РОТОРОВ, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2518709C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТОЧНЫХ УПЛОТНЕНИЙ ГТД | 1994 |
|
RU2076256C1 |



Изобретение относится к способам изготовления проволочных щеточных уплотнений. Способ изготовления проволочного щеточного уплотнения заключается в намотке проволоки на каркас последовательно слоями, разрезке намотанных слоев проволоки посредством электронно-лучевой или лазерной сварки, закреплении между двумя крепежными кольцами. Сварку наружных кромок производят по их торцам. Затем осуществляют окончательную обработку кромок крепежных колец и посадочного диаметра уплотнения. В качестве каркаса используют катушку, выполненную с расположенными по ее периметру на боковых сторонах с одинаковым шагом сквозными радиальными прорезями, глубина которых превышает высоту намотки. Разрезку намотанной проволоки осуществляют вдоль пазов с образованием проволочных сегментов с оплавленными краями. После этого проволочные сегменты извлекают из катушки и каждый из них подвергают обработке для получения заданной конфигурации, обеспечивающей беззазорную установку проволочных сегментов между крепежными кольцами. Изобретение позволяет изготавливать проволочные щеточные уплотнения с любой требуемой плотностью проволочной щетины, заданным наклонным расположением проволочек, а также повысить эффективность и надежность щеточного уплотнения. 2 з.п. ф-лы, 4 ил.
1. Способ изготовления проволочного щеточного уплотнения, заключающийся в намотке слоями проволоки на каркас относительно оси его вращения, разрезке намотанных слоев электронно-лучевой или лазерной сваркой, закреплении между двумя крепежными кольцами, сварке наружных кромок по торцам проволок и окончательной обработке кромок крепежных колец и посадочного диаметра уплотнения, отличающийся тем, что в качестве каркаса используют катушку, выполненную с расположенными по ее периметру на боковых сторонах с одинаковым шагом сквозными радиальными прорезями, глубина которых превышает высоту намотки, разрезают намотанную проволоку вдоль пазов с образованием проволочных сегментов с оплавленными краями, после этого проволочные сегменты извлекают из катушки и каждый из них подвергают обработке для получения заданной конфигурации, обеспечивающей беззазорную установку проволочных сегментов между крепежными кольцами.
2. Способ изготовления проволочного щеточного уплотнения по п.1, отличающийся тем, что проволочные сегменты выставляют между крепежными кольцами в радиальном направлении.
3. Способ изготовления проволочного щеточного уплотнения по п.1, отличающийся тем, что проволочные сегменты выставляют между крепежными кольцами под углом к радиальному направлению.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТОЧНОГО УПЛОТНЕНИЯ | 1996 |
|
RU2133396C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТОЧНОГО УПЛОТНЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2210694C2 |
| US 4934759 A, 19.06.1990 | |||
| SU 1462917 A1, 27.11.1996 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТОЧНОГО УПЛОТНЕНИЯ | 1996 |
|
RU2133396C1 |
| БУНКЕРНОЕ УСТРОЙСТВО | 0 |
|
SU211275A1 |
| GB 2001400 A, 31.01.1979. | |||

