Изобретение относится к электротехнике, в частности к технологическому оборудованию для изготовления электрических машин, и может использоваться в электромашиностроении.
Известен станок для непосредственной намотки в пазы катушек на явновыражен- ные полюса, описанный в патенте США № 2934280 и содержащий станину, проводоводитель, включающий подвижный шток, и установленную на штоке намоточную головку с направляющими иглами, а также механизм продольного перемещения и качания проводоводителя.
Образование витка обеспечивается продольным возвратно-поступательным перемещением проводоводителя и его кача- тельным движением, при котором намоточная головка с иглой, направляющей провод, смещается по окружности на величину, равную шагу обмотки по пазам. В
электрических машин с явновыраженными полюсами под пазом понимается междуполюсное пространство между двумя следующими один за другим по окружности полюсами. В одном пазу располагаются стороны катушек, намотанных на рядом расположенные полюса. В процессе намотки всех видов катушек, размещаемых в пазу, уровень плоскости намотки остается неизменным, так как игла, направляющая провод, находится на постоянном расстоянии от продольной оси машины. Это приводит к неупорядоченному размещению проводников в пазу, появлению большого количества перекрещиваний провода,.что создает возможность возникновения межвитковых замыканий. Кроме того, при намотке катушек с постоянным нерегулируемым положением направляющей провод иглы снижается плоскость заполнения паза статора, что затрудняет качественное получение обмотки статоров с высоким коэффициентом заполЈ
XI
ел XI о
W о
нения паза, глубокими пазами и большим шагом (свыше 120°) пазового деления.
Таким образом, основными недостатками станка описанной конструкЧГйй я%ляются его ограниченные технологические возможности и недостаточно высокое качество намотки.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является станок для намотки статоров электрических машин Г содержащий станину, проводоводитель, включающий подвижный шток и установленную на штоке намоточную головку с направляющими иглами, а также механизм продольного перемещения и качания проводоводителя. Однако в станке имеется возможность регулирования шага обмотки по пазам за счет регулирования величины качания проводоводителя. Это несколько расширяет технологические возможности стайк. но не устраняет неупорядоченного размещения витков в пазу, при котором отсутствует раскладка витков по высоте полюса.
Таким образом, основными недостатками станка также являются его недостаточно широкие технологические возможности и недостаточно качественная намотка.
Цель изобретения - расширение технологических возможностей путем увеличения номенклатуры обматываемых статоров и повышение качества намотки путем уменьшения числа перекрещивания провода.
Указанная цель достигается тем, что в станке для намотки статоров электрических машин, содержащем станину, на которой расположены проводоводитель, включающий полый подвижный шток, и установленную на штоке намоточную головку с направляющими иглами, а также механизмы продольного перемещения и качания проводоводителя, проводоводитель снабжен полой подвижной штангой с приводом ее продольного перемещения, установленной внутри полого штока соосно ему на направляющих элементах, на концах полой штанги выполнены кольцевые пазы; направляющие иглы установлены в намоточной головке с возможностью перемещения в радиальном направлении и кинематически связаны со штангой через двуплечие рычаги, каждый из которых одним концом соединен с соответствующей направляющей иглой, а другим установлен в одном кольцевом пазу полой штанги, причем ось качания двуплечего рычага закреплена в намоточной головке; а механизм продольного перемещения кинематически связан с приводом качания проводоводителя Указанная цель достигается также тем, что механизм
продольного перемещения полой штанги выполнен в виде двуплечего рычага, одним концом установленного в кольцевом пазу штанги, а другим соединенного с траверсой,
имеющей возможность радиального перемещения кинематически связанной с приводом ее перемещения через систему продольных и поперечных реек, находящихся в зацеплении с шестернями, установленньгми на кронштейне, имеющем возможность перемещения; кроме того, кинематическая связь механизма продольного перемещения штанги с приводом качания проводоводителя содержит кулачок, связанное с ним коромысло и серьгу, соединенную с кронштейном, имеющим возможность перемещения.
Наличие подвижной штанги, установленной внутри полого штока, и ее кинематическая связь, с одной стороны, с направляющими провод иглами, а с другой - с автономным приводом, с помощью механизма ее продольного перемещения позволяет осуществлять радиальное смещение направляющих игл, т.е. перемещать плоскость намотки параллельно самой себе и располагать траекторию движения направляющих игл с проводом на различном радиальном расстоянии от продольной оси
статора. Тем самым достигается принудительно упорядоченная раскладка витков катушки по высоте полюса, повышается плотность намотки, снижается вероятность перекрещивания витков, т.е. обеспечивается повышение качества намотки. Кроме того, возможность смещения направляющих игл в радиальном направлении снимает ограничения по числу полюсов и глубине паза. Это существенно расширяет технологические возможности станка и позволяет обеспечить качественную намотку вне зависимости от числа полюсов.
Кинематическая связь механизма продольного перемещения полой штанги с приводом качания проводоводителя позволяет осуществить коррекцию траектории направляющих сил с проводом в процессе намотки каждого витка Это обеспечивается изменением радиального положения направляющей иглы, несущей провод, при ее входе в паз по сравнению с положением на выходе ид паза; причем радиальное удаление направляющей иглы от продольной оси статора на входе в паз больше, чем на ее
выходе из паза. Такая коррекция траектории направляющей иглы с обмоточным про- водом позволяет уложить виток в пазы вдоль пблюса параллельно оси статора, а не наклонно к ней. что имеет место в прототипе
и приводит к появлению дополнительных
перекрещиваний витков. При корректировании траектории таких перекрещиваний не возникает, увеличивается плотность намотки, уменьшается вероятность поврежденияГ витковой изоляции, т.е. повышается качество намотки. Кроме того, благодаря плотной укладке проводников в пазу появилась возможность расширить номенклатуру обматываемых статоров, имеющих обмотку с большим числом витков в катушке, что, в свою очередь, расширяет технологические возможности станка.
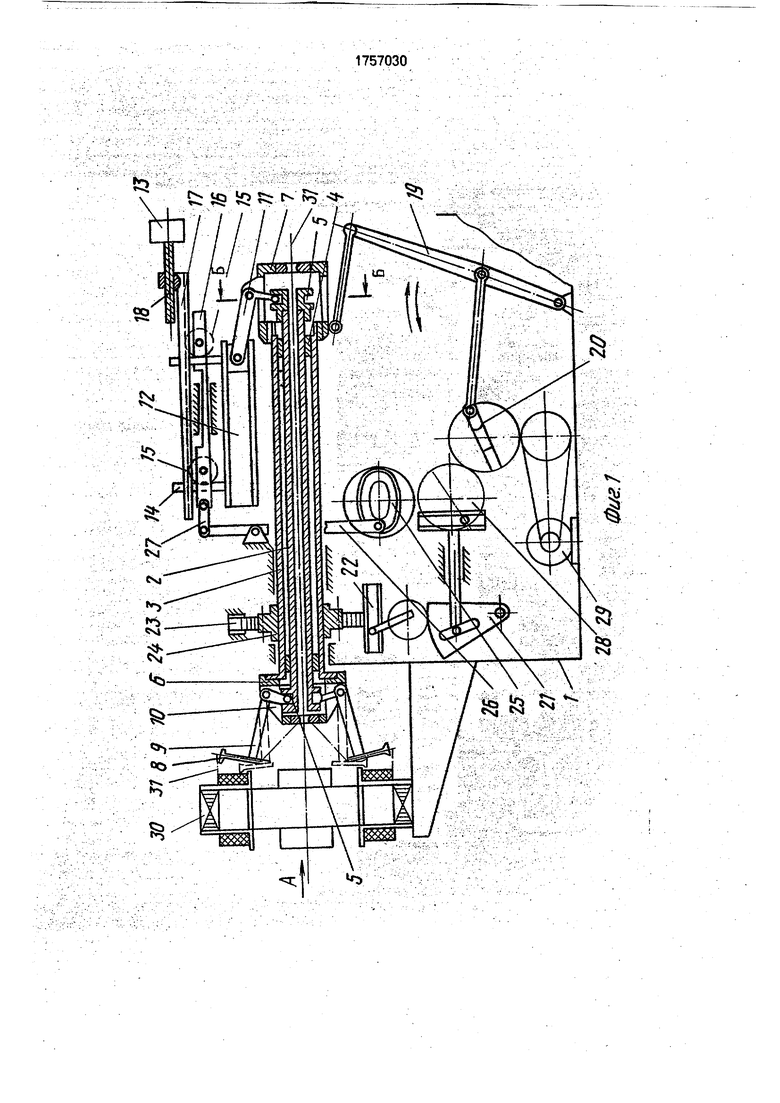
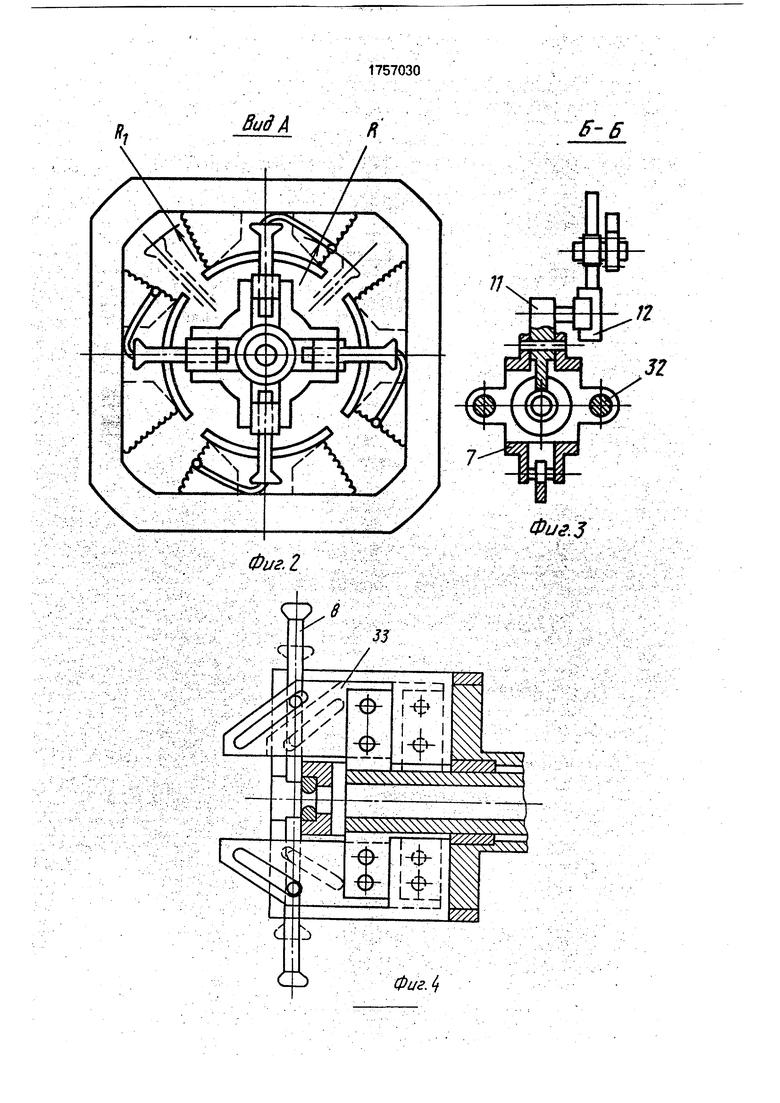
На фиг. 1 изображен станок, общий вид на фиг. 2 - вид А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4-5 - варианты конструкций намоточной головки; на фиг. 6-8 - обматываемый полюс с двумя положениями уложенного по его периметру витка (без коррекции и с коррекцией траектории направляющей иглы); на фиг. 9 - траектория направляющей иглы при намотке верхнего и нижнего витков катушки (траектория иглы с добавлением коррекции показана сплошной линией).
Станок для намотки статоров содержит станину 1, проводоводитель, включающий полую подвижную штангу 2, установленную внутри полого штока 3 соосно ему на коль- цевых направляющих 4, причем на концах полой штанги 2 выполнены кольцевые пазы 5. На полом штоке 3 установлена намоточная головка б, а со стороны, противоположной намоточной головке 6, закреплен неподвижный кронштейн 7, В намоточной головке 6 установлены подвижно в радиальном направлении направляющие иглы 8, каждая из которых закреплена на одном из плеч соответствующего двуплечего рычага 9, второе плечо когорого установлено в кольцевом пазу 5 полой штанги 2, а ось качания рычага 9 закреплена на корпусе tO намоточной головки 6, жестко скрепленном со штоком 3. Число направляющих игл намоточной головки соответствует числу обматываемых полюсов статора. В кольцевом пазу 5 штанги 2 со стороны, противоположной намоточной головке б, одним плечом установлен другой двуплечий рычаг 11, второе плечо которого шарнирно связано с ра- диально подвижной траверсой 12, снабженной автономным приводом ее перемещения 13. Ось качания рычага 11 закреплена на неподвижном кронштейне 7. Кинематическая связь подвижной траверсы 12 с приводом 13 представляет собой две зубчатые пары, включающие рейки 14 и йге- стерни 15, причем рейки 14 закреплены йа траверсе 12, а оси вращения входящих с ними в зацепление шестерен 15 закреплены на подвижном кронштейне 16. Кроме того,
шестерни 15 взаимодействуют с продольной рейкой 17, связанной с выходным звеном 18 привода 13. Продольное возвратно-поступательное перемещение
проводоводителя обеспечивается приводом 19, представляющим собой шатунно-кулис- ный механизм, угол качания которого регулируется за счет изменения радиуса кривошипа 20. Качательное движение про0 водоводителя обеспечивается приводом 21, представляющим собой устройство для преобразования вращательного движения в возвратно-поступательное с остановками. Выходное звено 22 этого устройства связа5 но с рейкой 23, взаимодействующей с шестерней 24, посаженной на проводоводитель. Привод качания проводоводителя связан также сГподбижным кронштейном 16 через кулачок 25,
0 взаимодействующий с коромыслом 26 и серьгами 27. Связь между приводами 21 и 19 осуществляется с помощью элемента 28. Механизмы станка приводятся в движение электродвигателем 29, от которого вра5 щение через ременную и зубчатую передачи сообщается приводам продольных и поворотных движений проводоводителя, а также кулачку 25. Станок имеет обматываемый статор 30 и обмоточный провод 31
0 На фиг 3 показано сечение проводоводителя по кронштейну 7 и рычагу 11. Кронштейн 7, перемещающийся продольно совместно со штоком 3, удерживается от проворота направляюТциТЙи 32.
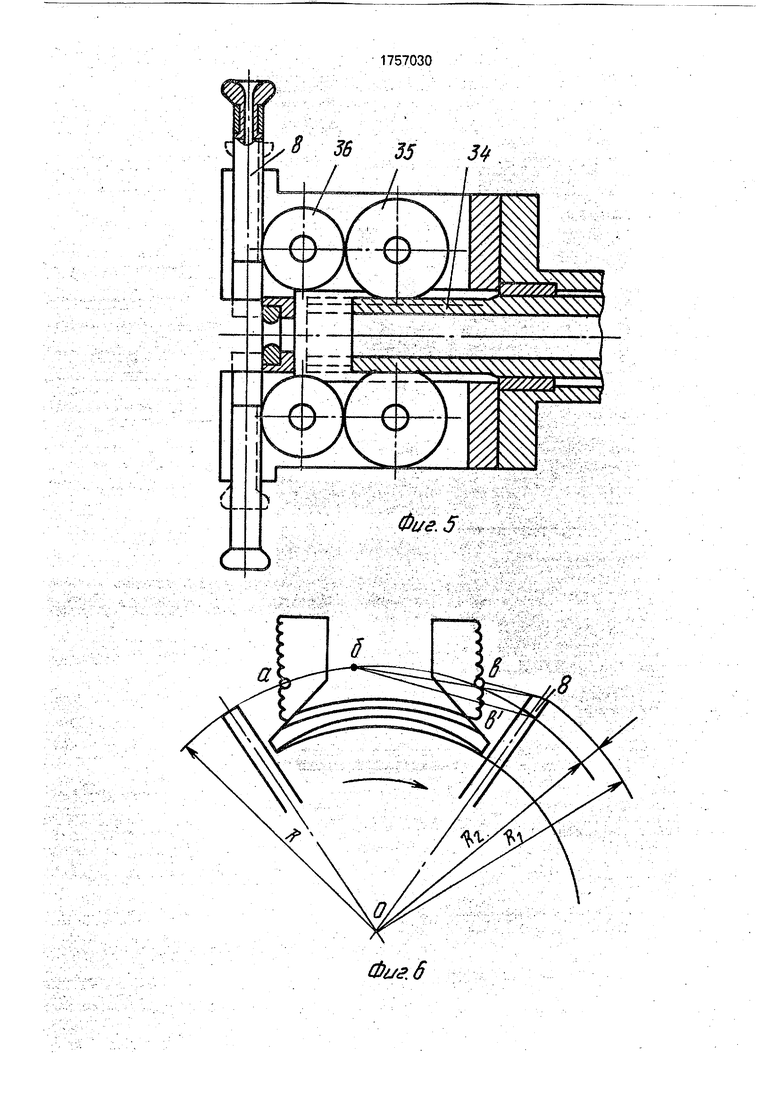
5 На фиг. 4 и 5 показаны варианты конструкции намоточных головок, в которых разведение направляющих игл осуществляется при помощи пластинчатых копиров 33, жестко соединенных со штангой 2 или посред0 ством рейки 34 и ше стерен 35 и 36.
Станок работает следующим образом Обмоточный провод 31 протягивается через полую штангу 2, заправляется в направляющую иглу 8 и закрепляется на паке5 те статора 30. При включении электродвигателя 29 проводоводителю со- общаются от привода продольных перемещений 19 возвратно-поступательные движения, а от привод1Гпо1зоротных движе0 ний 21 - вращение на угол пазового деления пакета статора 30. Направляющие иглы 8, закрепленные на поворотных рычагах 9 намоточной головки 6, заходят в пазы пакета статора 30 и наматывают провод вокруг по5 люсов.
Для достижения упорядоченного расположения витков, повышения плотности намотки катушки направляющие иглы 8 в процессе намотки перемещаются в радиальном направлении. Причем при образовании каждого нового витка необходимо произвести смещение направляющих игл 8 по высоте на один шаг, соответствующий диаметру наматываемого провода. Это обеспечивается следующим образом. Привод 22 получает команду От программного устройства (не показано) и с помощью выходного звена 18 смещает продольную рейку 17, от которой через шестерни 15 получают движение поперечные рейки 14 и с ними вместе траверса 12. При перемещении траверсы 12 поворачивается рычаг 11, который изменяет положение штанги 2 по отношению к прово- доводителю. Рычаги 9 намоточной головки б, контактируя с кольцевым пазом 5 штанги 2, поворачиваются и устанавливают направляющие иглы 8 на новый радиус намотки.
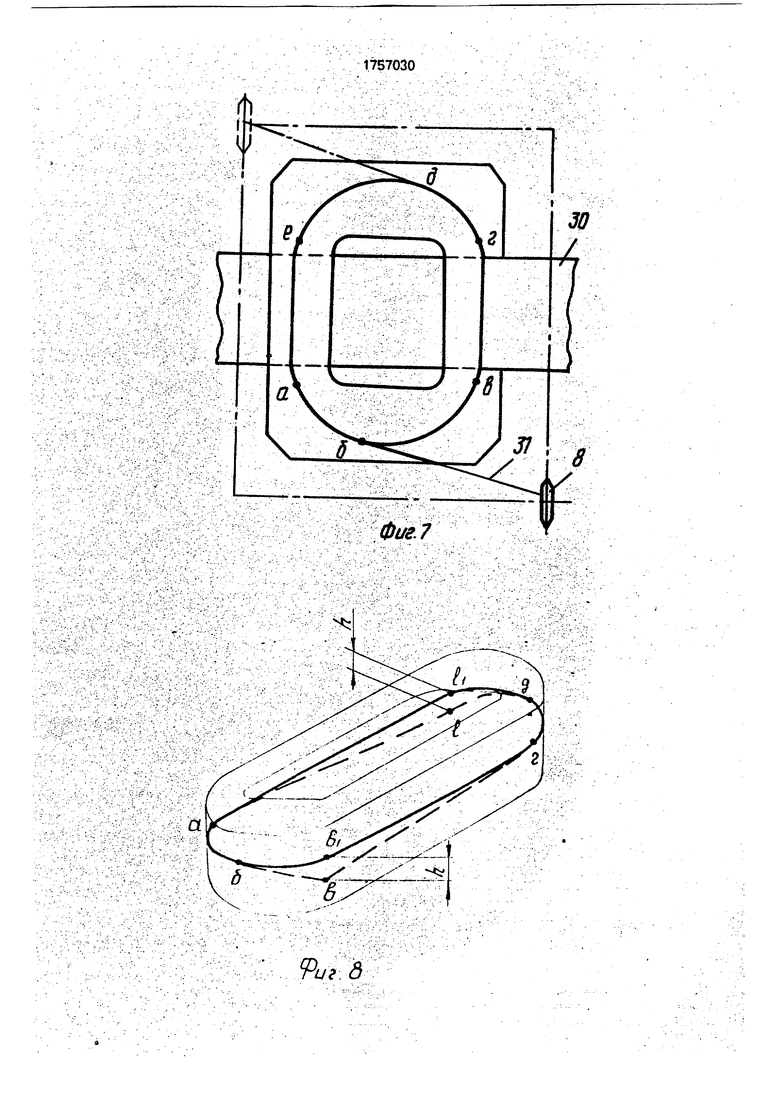
При намотке витков на полюса направляющие провода иглы 8 устанавливаются в крайнее верхнее положение, при котором они максимально удалены от продольной оси статора. Первый виток укладывается на дно паза, т.е. на ярмо статора, а каждый последующий виток первого слоя укладывается на полюс рядом с предыдущим, при этом направляющая игла 8 при укладке очередного витка перемещается в радиальном направлении от дна паза к расточке статора. После укладки первого слоя направляющая игла смещается на необходимое расстояние в направлении к продольной оси статора и начинает формирование второго слоя витков катушки. Остальные слои витков катушки образовывают аналогично, обеспечивая радиальным перемещением направляющей иглы ко дну паза либо от него необходимое заполнение межполюсного пространства - паза. При намотке витков направляющая игла 8, несущая провод 31, совершает совместно с проводоводителем продольные и качательные движения. На фиг. 6-8 показано, что после завершения качательного движения иглы провод уложен в лобовой части катушки на участке а-б. При этом обе точки находятся от оси статора на расстоянии, равном радиусу намоточной иглы R.
Если при последующем продольном движении иглы ее радиус не изменится, то дальнейшая укладка провода в лобовой части будет происходить по участку б-в. Как видно на фиг. б, точка В располагается ближе к оси статора, чем точки а и б.
Затем при продольном ходе проводово- дителя провод укладывается вдоль Паза уже не в плоскости, параллельной продольной оси статора, а наклонно к ней (участок в-г), причем при выходе из паза точка г находится на том же расстоянии R от продольной оси статора, что и точка а
Для повышения плотности укладки витков и более четкого и упорядоченного их положения на полюс статора необходимо Производить корректировку траектории намоточной иглы на определенном участке ее Перемещения при намотке каждого витка.
Корректировка траектории намоточной иглы обеспечивается изменением радиуса ее отклонения от продольной оси статора на
0 некоторую величину Н, зависящую от геометрических размеров витка, диаметра провода и параметров намотки и определяемую в каждом конкретном случае, что является инженерной задачей.
5 Корректировка сводится к подъему и последующему опусканию направляющей иглы на входе ее в паз, что обеспечивает компенсацию опускания провода вдоль полюса на участке б-в в момент перехода про0 водоводителя от качательного к возвратно-поступательному движению. Провод укладывается на полюс в плоскости, параллельной оси статора, при этом точка а занимает положение в/, смещаясь на вели5 чину h, по сравнению с ее положением при отсутствии коррекции траектории намоточной иглы 8. „
При заёершении возвратно-по ступа- тельного перемещения проводоводитель с
0 направляющими иглами 8 совершает обратное качательное движение, по завершении которого имеет место то же явление опускания намоточного провода 31, а следовательно, есть необходимость компенсации этого
5 опускания. Участок, на котором необходимо компенсировать опускание провода, обозначен д-е.
За счет подьема намоточной иглы 8 и в конце качательного движения на величину
0 Н и последующего ее опускания на эту же величину при входе в паз достигается укладка провода по линии д-е. При этом точка е находится на одном расстоянии от центра статора с точками г и д и располагается
5 выше точки е на величину h. Далее проводоводитель совершает прямое возвратно-поступательное перемещение и направляющая игла 8 снова приводит провод в точку а, с которой было начато описа0 ние процесса образования витка.
Таким образом, на участках траектории направляющей иглы 8, соответствующих участку витка б-в и д-е. осуществляется подъем направляющей иглы 8 на величину
5 Н, что соответствует ее положению на расстоянии RI от продольной оси статора и ее последующее опускание до прежнего уровня R.
Величина Н, равная разности радиусов расположения направляющей иглы 8 RI, в
приподнятом положении и обычном И соответствует величине h, равной разности радиусов расположения одного и того же витка провода, намотанного при смещении направляющей иглы 8R и без такого смещения R2
H sh
Подъем и опускание направляющей иглы обеспечивается следующим образом.
Кулачок 25, вращаясь, в определенные моменты, заданные программой, отклоняет коромысло 26, которое в свою очередь через серьги 27 смещает подвижный кронштейн 16с шестернями 15. Взаимодействуя с продольной рейкой 17, шестерни 15 поворачиваются и перемещают поперечные рейки 14 и траверсу 12. Движение траверсы 12, как было описано выше, приводит к изменению положения направляющих игл 8.
Таким образом, механизм продольного перемещения полой штанги относительно штока, кинематически связанный с приводом качания и скорректировать положение каждого витка на полюсе при намотке, обеспечив его расположение в плоскости, параллельной продольной оси статора.
Станок предлагаемой конструкции обеспечивает намотку высокого качества и имеет более широкие технологические возможности по сравнению с известными станками для намотки статоров электрических машин с явно выраженными полюсами, так как позволяет осуществлять намотку статоров с глубокими пазами, обеспечивая при этом высокий коэффициент заполнения паза путем радиального смещения направляющих провод игл; уменьшить число перекрещиваний проводов и в следствие этого исключить опасность замыканий, достичь высокую плотность их укладки, получить экономию обмоточного провода путем регулирования траектории движения направляющих игл; расширить номенклатуру обматываемых статоров за счет возможности плавной регулировки радиального положения направляющих игл и использования одной и той же оснастки для намотки различных статоров,
Последнее преимущество наиболее полно позволяет использовать возможности станка при многономенклатурном производстве.
Формула изобретения
1.Станок для намотки статоров электрических машин, содержащий станину, на которой расположены проводоводитель,
включающий полый подвижной шток, и установленную на штоке намоточную головку с направляющими иглами, и механизмы продольного перемещения и качания про- водоводителя,отличающийся тем,что,
с целью повышения качества путем уменьшения числа перекрещиваний провода, и расширения технологических возможностей путем увеличения номенклатуры обматываемых статоров, проводоводитель
снабжен полой штангой с приводом ее продольного перемещения, установленной внутри полого штока соосно ему на направляющих элементах, на концах полой штанги выполнены кольцевые пазы,
направляющие иглы установлены в намоточной головке с возможностью перемещения в радиальном направлении и кинематически связаны со штангой через двуплечие рычаги, каждый из которых одним концом соединен с соответствующей направляющей иглой, а другим установлен в одном кольцевом пазу полой штанги, при этом ось качания двуплечего рычага закреплена в намоточной головке, а механизм продольного перемещения кинематически связан с приводом качания проводоводите- ля.
2.Станок по п. 1,отличающийся тем, что механизм продольного перемещения полой штанги выполнен в виде двуплечего рычага, одним концом установленного в другом кольцевом пазу штанги, а другим соединенного с траверсой, имеющей возможность радиального перемещения и кинематически связанной с приводом ее перемещения через систему продольных и поперечных реек, находящихся в зацеплении с шестернями, установленными на кронштейне, имеющем возможность перемещения.
3.Станок по пп. 1 и 2, отличающий с я тем, что кинематическая связь механизма продольного перемещения штанги с приводом качания проводоводителя содержит кулачок, связанное с ним коромысло и серьгу, соединенную кронштейном, имеющим возможность перемещения.
s s $; 5
fc
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления обмотки статоров электрических машин | 1983 |
|
SU1103327A1 |
| МЕХАНИЗМ ПРОВОДОВОДИТЕЛЯ К СТАТОРООБМОТОЧНОМУ | 1973 |
|
SU373820A1 |
| Станок для намотки статоров электрических машин | 1976 |
|
SU652657A1 |
| Станок для намотки статоров электрических машин | 1981 |
|
SU1040572A1 |
| Станок для намотки статоров электрических машин | 1977 |
|
SU702463A1 |
| Станок для намотки статоров электрических машин | 1979 |
|
SU790077A2 |
| Станок совмещенной намотки обмоток статоров электрических машин | 1986 |
|
SU1334295A1 |
| Станок для намотки обмоток статоров электрических машин | 1986 |
|
SU1417113A1 |
| Станок для намотки статоров электрических машин | 1986 |
|
SU1403260A1 |
| Станок для намотки обмоток статоров электрических машин | 1985 |
|
SU1300601A1 |

Использование: электромашиностроение, технология изготовления статоров электрических машин. Сущность изобретения: станок содержит станину, на которой расположен проводоводитель, снабженный полой штангой с приводом ее продольного перемещения, установленной внутри полого штока соосно к ним на направляющих элементах. На концах полой штанги выполнены кольцевые пазы. Механизм продольного перемещения полой штанги выполнен в виде двуплечего рычага, одним концом установленного в кольцевом пазу штанги а другим соединенного с траверсой имеющей возможность радиального перемещения и кинематически связанной с приводом ее перемещения через систему продольных и поперечных реек. 2 з.п. ф-лы, 9 ил.
ОСО/.9а
о
s Б
г-Xй
I
I U
J
Фиг. 5
Фиг 6
Риг д
30
фиг. 7
Фм9
| Станок для намотки статоров электрических машин | 1976 |
|
SU652657A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
