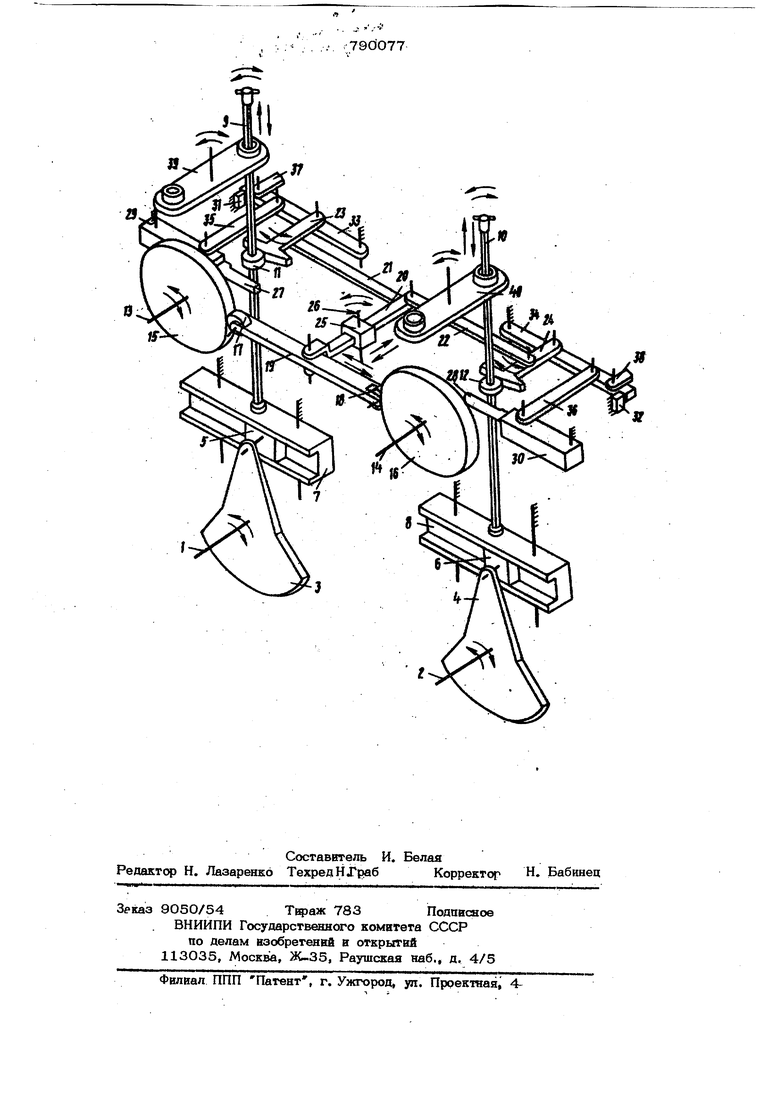
Изобретение относится к технологическому оборудован шо для изготовления электрических машин и может быть использовано в электротехнической Промышленности. станок для намотки статоров электрических машин по авт.св. №65265 содержащий проводоводитель, привод возвратно-поступательного перемещения проводоводителя, привод качательного движения проводоводителя, включающий подвижной рычаг, связанный с одной стороны посредством ролика с кулачком, а с другой - шестерней, установленной на проводоводителе свободно вдоль его оси. Кроме того, устройство содержит дополнительный проводоводитель с щэиводамн воз вратно-поступательного перемещения и качательного перемещения, связанный с вьшеуказанным проводоводителем с помощью тяги и секторов, закрепленных на концах тяг, и вьисодящих в зацепленне с щестернями, и двухплечнй рычаг с подважной вдоль рычага осью вращения, на ОДНОМ плече-которого шарннрно закреплены свободные конць тяг, а на другом шарнирно закреплен подвижной рычаг, несущий на концах ролики, связанные с кулачками ГП. Однако, известный станок имеет существенный недостаток - ограниченность сферы применения, заключающаяся в том, что на нем можно наматьшать статора только с явновыраженными полюсами и однофазную однослойную обмот ку с конЦентрическими катушками. Цель изобретения - расширение технологических возможностей, заключающееся в возможности получения последовательной двухфазной иТрехфазной, однослойной и двухслойной обмотки с концентрическими и разделенными катушечными группами. Цель достигаегся тем, что известный станок снабжен механизмами настройки типа обмотки,. каждый из которых выполнен в виде зубчатой рейки с приводом возвратно-поступательного и качательного движения в упора, зубчатая рейка связана тягой с рычагом, установленным шарнирно на зубчатом сектсре, а упор взаимодейст вует с рычагом. На чертеже изображена кинематическа схема станка. Станок для намотки статоров содержи станину и размещенный на ней привод, яа тяжкое устройство, механизм изменения шага качания, механизм переключения ша га качания (на чертеже не указанны- ) и намотошое устройство. Намоточное устройство выполнено в ви де двух синусных механизмов продольного хода с двумя поступательными парами, состоящими из валов 1 и 2, жестко соединенных с ними кривошипов 3 и 4, а та же камней 5 и б, размещенных с возмож ностью передвижения внутри кулис 7 и 8 которые в свою очередь установлены с возможностью перемещения в направляющих, Жестко закрепленных на станине станка (на чертеже не показан). По центру кулис 7 и 8, перпендикуляр но оси перемещения камней 5 и 6, шарнирно установлены проводоводители 9 и 10 с насаженными на каждом из них шес тернями 11 и 12, имеющие возможность осевого перемещения относительно проводоводителей 9 и 10. С помощью системы зубчатых передач получающих вращение от одного привода (на чертеже не показаны), валы 1 и 2 связаны с валами 13 и 14 и через них со сдвоенными дисковыми кулачками 15 и 16, которые установлены на валы 13 н 14 таким образом, что при вращении их с одинаковой угловой скоростью независимо от направления вращения, расстояние между точками теоретического профиля, совпадающее с центрами вращения роликов 17 и 18, установленных с возможностью вращения на концах размещенного .между сдвоенными дисковыми кулачками 15 и 16 подвижного рычага 19, ос тавалось постоянным. Подвижной рычаг 19 расположен в направляющих и снабжен вилкообразными элементами для размещения в них роликов 17 и. 18. Рычаг 19 установлен щарнирно на одном из плеч двухплечего рыча га 20, причем щарнир расположен в середине рычага 19, а на другом его члече щарнирно закреплены тяги 21 и 22, которые в свою очередь щарнирно соединены с зубчатыми секторами 23 и 24, . находящимися в зацеплении с установленными на проводоводителях 9 и 10 шестернями 11 и 12. Двуплечий рычаг 2О установлен в ползуне 25 с возможностью продольного перемещения относительно 7 7 ползуна 25 и углового вращения совместно с ним, в результате чего обеспечивается изменение величины шага раскладки путем передвижения оси 26 вращения рычага 2О вдоль последнего. Намоточное устройство снабжено двумя механизмами настройки типа обмотки, вьшолненными в виде зубчатых реек 27 и 28 имеющими возможность проворота вокруг неподвижных осей с помощью механизмов 29 и 30 пepeдвижeния и упоров 31 и 32, взаимодействующих с рычагами 33 и 34, установленными шарнир- но на зубчатых секторах 23 и 24, Рычаги 33 и 34 связаны тягами 35 и 36; с рейками 27 и 28, а тягами 37 и 38с механизмами своего проворота (на чертеже не показан). Для поочередной загрузки статоров станок снабжен двумя поворотными планшайбами 39 и 40, установленными с возможностью проворота вокруг своей оси. Каждая из них снабжена двумя гнездами, например, для установки секторов. Станок для намотки статоров работает следующим образом. После намотки статоров в гнезде поворотньрс планшайб 39 и 40 на загрузочных позициях и установки шаблонов, поворотные планшайбы 39 и 4О разворачиваются с помощью привода (на чертеже не показан), перевода подготовленные статора на намоточные позиции. После этого включается основной привод (на чертеже не показан) и валами 1 и 2 приводятся в движение оба синусньк механизма, с помощью которых вращательное движение кривошипов 3 и 4, поступательное движение камней 5 и 6 и кулис 7 и 8 преобразуются в возвратно-Поступательное перемещение проводоводителей 9 и 10, щарнирно соединенных с кулисами 7 и 8. Одновременно через валы 13 и 14, соединенные посредством зубчатых передач (на чертеже не указанны J и вращающиеся с одинаковой скоростью с валами 1 и 2 синусных механизмов, передается вращение сдвоенным дисковым кулачкам 15 и 16, которые при поочередном взаимодействии с роликами 17 и 18, обеспечивают возвратно-поступательное перемещение подвижного рычага 19. В свою очередь, шарннрно соединенный с ним рычаг 20 передает движение через связанные с последним тяги 21 и 22 зубчатым сектором 23 и 24, превращая их возвратно-поступательое перемещение через шестерни 11 а 12 в качательные. движения, совершаемые проводоводителями 9 и 10. При этом, превращение возвратно поо тупательного движения рьгаага 19 в качательное движение шестерен 11 а 12 осуществляется путем тфодольного перемещения рычага 2О относительно ползуна 25 и углового вращения совместно с ним относительно оси 26. После окончания намотки первой катушечной группы изменяется положение оси 26 вращения ползуна 25 относительно рычага 19, тем самым изменяется угол качания рычага 20, а вместе с ним и зубчатых секторов 23 н 24, шестерен 11 и 12 и проводоводителей 9 и 10 для укладки катушек в последующие пары пазов статора второй группы ксицентрических катушек и т.д. согласно схеме намотки. После намотки всех катушек первой фазы механизмом проворота через тяги 37 и 38 проворачиваются рычаги 33 и 34 относительно неподвижных осей и отводятся от упоров 31 и 32. Одновреме1ш с этим, через тяги 35 и 36 механизмы 29 и 30 передвижения проворачиваются вокруг неподвижных осей, вводя рейки 27 я 28 в зацепление с шетернями 11 to 12, а сектора 23 и 24 вьшодятся из ёаценления с щестернями 11 и 12. Затем еханизмамн 29 „и 30 передвижения рейки 27 и 28 проворачивают находящиеся с ними в зацеплении шестерни 11 и 12 и провод овод ител и 9 и 10 на угол, соот ветствующий схеме намотка. После окончания проворота проводоводителей 9 и 10 механизм проворота рычагов 33 и 34 проворачивает их до упоров 31 н 32, вследствие чего секторы 23 и 24 вводят ся в зацепление, а рейки 27 и 28 выводятся из зацепления с щетернями 11 и 12, тем самым начиная намотку перво катущечной группы второго яруса и т.д. Во время процесса намотки статоров производится замена обмотанных статоро необмотанныки на Зaгpyao шыx позициях cTaiiKa, тем самым перекрьшая время на загрузку рабочим временем намотки. По окончен i i цикла намотки статоров механизмами отрезки проводов (на чертеже не показаны) производится отрезка проводов, от намотанных статоров, защемление концов проводов, идущих от проводоводителей 11 и 12 и разворот планшайб 39 и 40, Затем в зону намотки подаются необмотанные статоры и aвтoмaтичecкиii цикл возобновляется. Во время разворота планшайб 39 и 4О производится возврат проводоводителей 9 и 1О .в исходное положение. Предлагаемая констру1щия станка для: намотки статоров электрических машчш обеспечивает обмотку статоров не только с явновыраженными полюсами и однофазную однослойную обмотку с концентрическими катушками, но и последовательную двухфазную н трехфазную, а также однослойную и двухслойную обмотку с кондентрическтли и разделенными катушками и др. Формула изобретения Станок для намотки статоров электрических машин по авт.св, № 652657, огл ичающи йся тем, что, с целью рааш1фения технологических возможностей, снабжен механизмами настройки типа обмотки, калсдый из которых выполнен в виде зубчатой рейки с приводами возвратно-:поступательного н качательного движений и упора, зубчатая рейка связана тягой с рычагом, установленным шарнирно на зубчатом секторе, а упор взаимодействует с рычагом. Истбчнюси Шформации, пршштые во вннмш не при эксп этизе 1. Авторское свидетельство СССР № 652657, кл. Н. О2 К 15/08, 1979.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для намотки статоров электрических машин | 1976 |
|
SU652657A1 |
| Станок для намотки статоров электрических машин | 1990 |
|
SU1757030A1 |
| Станок для намотки коллекторных элек-ТРичЕСКиХ МАшиН | 1978 |
|
SU817886A1 |
| Станок для намотки статора электрической машины | 1978 |
|
SU765941A1 |
| Станок для намотки статоров | 1983 |
|
SU1156200A1 |
| Станок для изготовления обмотки статоров электрических машин | 1983 |
|
SU1103327A1 |
| СТАНОК ДЛЯ ОБМОТКИ СТАТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 1973 |
|
SU385376A1 |
| Станок для намотки и укладки катушек в пазы статора электрических машин | 1980 |
|
SU907711A1 |
| Устройство для бандажирования обмоткиСТАТОРОВ элЕКТРичЕСКиХ МАшиН | 1978 |
|
SU817883A1 |
| Станок для намотки якорей электрических машин | 1976 |
|
SU750663A1 |