Изобретение относится к сварке в углекислом газе и может быть использовано при подаче углекислого газа в процессе сварки.
Известен способ охлаждения сварочных горелок углекислым газом путем.подачи его в жидком состоянии из баллона в горелку под давлением до 7,5 МПа редуцированием из жидкого состояния непосредственно на горелке.
Недостатками такого способа являются повышенные требования к технике безопасности и высокая металлоемкость конструкции, связанные с подачей газа высокого давления непосредственно к сварочной горелке, а также нарушение стабильности процесса подачи газа из-за интенсивного намораживания влаги и появления сухого льда на рабочих органах горелки, трубопроводов и редуктора при прерывании процесса сварки.
Наиболее близким по технической сущности к изобретению является способ подачи углекислого газа с централизованным снабжением, включающий поддержание в изотермическом сосуде давления углекислоты 2,0 - МПа, редуцирование углекислого газа на выходе из сосуда до давления 0,03 - 0,05 МПа, подвод газа по системе трубопроводов к горелке под давлением 0,03 - 0,05 МПа и электроэнергии по кабелю.
Недостатками этого способа являются необходимость подогрева редуктора для уменьшения его переохлаждения и перегрев горелки и токоподводящих кабелей при сварке протяженных швов, что приводит к интенсивному износу оборудования и необходимости увеличения сечения кабеля и веса горелки, а соответственно, повышения трудоемкости процесса сварки и металлоемкости конструкции.
Х|
01 xl 00
сл
Цель изобретения - повышение надежности работы оборудования при сварке протяженных швов, снижение трудоемкости и уменьшение металлоемкости конструкции.
Это достигается тем, что в способе подвода углекислого газа в зону сварки, включающем подачу из изотермического сосуда с давлением 2,0 - 2,5 МПа углекислоты к редуктору, с выхода которого углекислый газ подают по системе трубопроводов в зону сварки под давлением 0,03 - 0,05 МПа, согласно изобретению осуществляют ступенчатое снижение давления путем редуцирования до 0,8 - 1,0 МПа и двойного дросселирования до 0,3 - 0,5 МПа до горелки и до 0,03 - 0,05 МПа на горелке, при этом дросселирование до 0,3 - 0,5 МПа осуществляют в зоне кабеля.
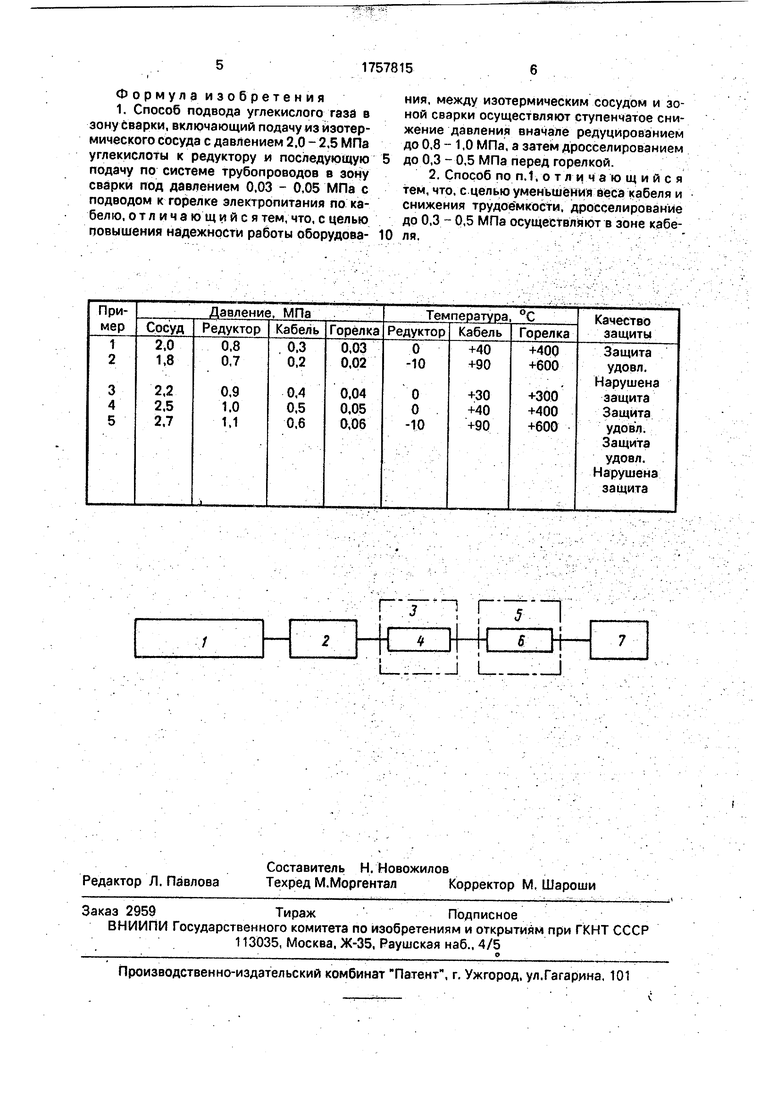
На чертеже изображена схема устройства для осуществления способа,
Позицией 1 обозначен изотермический сосуд с углекислотой, 2 - редуктор, 3 - кабель, 4 - дроссель, 5 - горелка, б - дроссель, 7 - зона сварки.
Осуществляют способ следующим образом.
Из изотермического сосуда 1 углекислоту с давлением 2,0 - 2,5 МПа подают в редуктор 2. Углекислый газ редуцируют до давления 0,8 - 1,0 МПа и по системе трубопроводов через дроссель 4 зоны кабеля 3 и дроссель 6 горелки 5 подают в зону 7 сварки под давлением 0,03 - 0,5 Мпа. Дросселирование в зоне кабеля 3 осуществляют до давления 0,3-0,5 Мпа, а в горелке 5 до давления 0,03 - 0,05 МПа.
Начальное давление редуцирования углекислого газа 2,0 - 2,5 МПа определяется давлением в изотермическом сосуде. Конечное давление редуцирования определяется из условия исключения переохлаждения редуктора и составляет 0,8 - 1,0 МПач
Последовательное снижение давления углекислого газа в зоне кабеля до 0,3 - 0,5 МПа и в горелке до 0,03 - 0,05 МПа обеспечивает оптимальные условия их охлаждения.
При давлении в сосуде Р 2,0 МПа и Р 2,5 МПа необходимо изменять схему редуцирования,
При Р 0,8 МПа снижается эффективность охлаждения при сварке протяженных швов,
При Р 1,0 МПа происходит переохлаждение дросселя зоны кабеля
При Р 0,3 МПа снижается эффективность охлаждения при сварке протяженных швов.
При Р 0,5 МПа происходит переохлаждение дросселя горелки.
Оптимальное давление в интервале
0,8 -1,0 МПа устанавливают плавным регулированием его вентилем редуктора при
корректировке в процессе сварки нагрева
кабеля и горелки.
Применение дюз с изменяемым проходным сечением от 0,2 мм до 0,4 мм позволяет выбрать оптимальное давление в зоне кабеля и в горелке.
Редуцирование углекислого газа до 0,8 - 1,0 МПа позволяет существенно упростить конструкцию редуктора, из которой исключается система его подогрева, а также позволяет использовать гибкие трубопроводы в магистрали, что расширяет возможность транспортировки и подключения
углекислого газа k сварочным постам.
При снижении давления в зоне кабеля от 0,8 - 1,0 МПа до 0,3 - 0,5 МПа возможно уменьшить сечение кабеля в 1,5 раза, что способствует снижению металлоемкости
конструкции и трудоемкости сварки, улучшению условий работы сварщика и повышению срока службы оборудования. Это также позволяет использовать на магистрали гибкие облегченные трубопроводы, уменьшить
металлоемкость горелки и присоединяемых к ней трубопроводов.
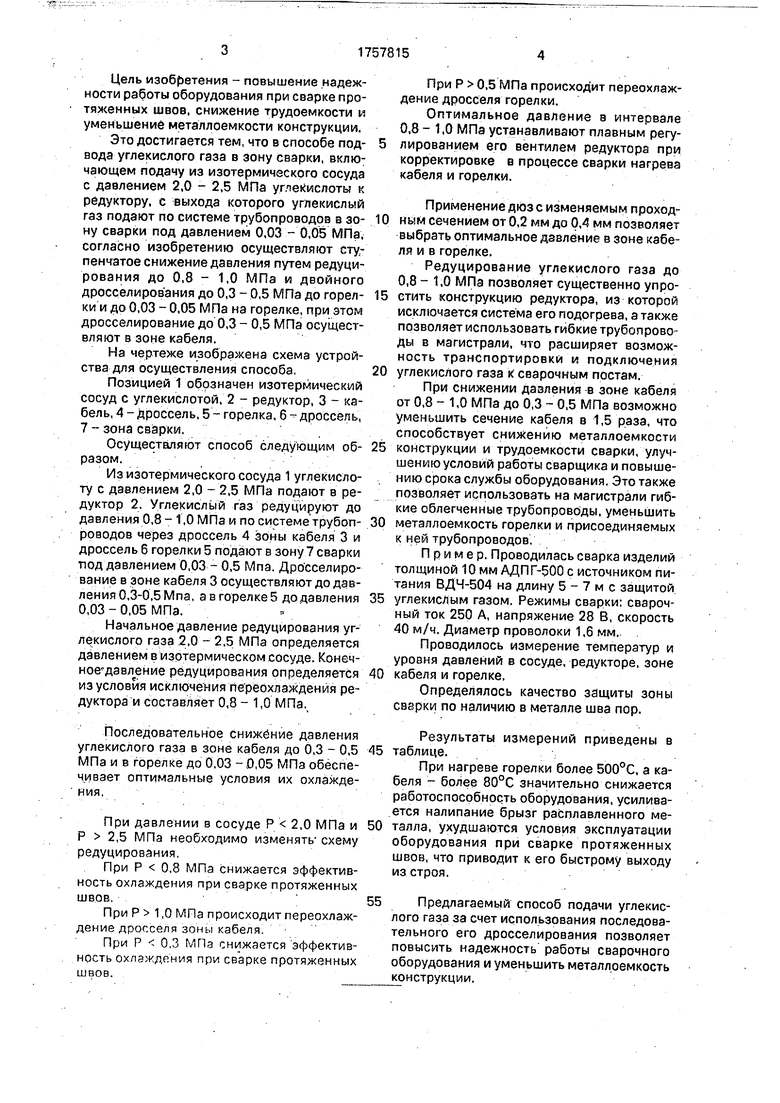
Пример. Проводилась сварка изделий толщиной 10 мм АДПГ-500 с источником питания ВДЧ-504 на длину 5 - 7 м с защитой
углекислым газом. Режимы сварки: сварочный ток 250 А, напряжение 28 В, скорость 40 м/ч. Диаметр проволоки 1,6 мм,
Проводилось измерение температур и уровня давлений в сосуде, редукторе, зоне
кабеля и горелке.
Определялось качество защиты зоны сверки по наличию в металле шва пор.
Результаты измерений приведены в
таблице.
При нагреве горелки более 500°С, а кабеля - более 80°С значительно снижается работоспособность оборудования, усиливается налипание брызг расплавленного металла, ухудшаются условия эксплуатации оборудования при сварке протяженных швов, что приводит к его быстрому выходу из строя.
Предлагаемый способ подачи углекислого газа за счет использования последовательного его дросселирования позволяет повысить надежность работы сварочного оборудования и уменьшить металлоемкость конструкции.
Формула изобретения 1. Способ подвода углекислого газа в зону сварки, включающий подачу из изотермического сосуда с давлением 2.0 - 2,5 МПа углекислоты к редуктору и последующую подачу по системе трубопроводов в зону сварки под давлением 0,03 - 0,05 МПа с подводом к горелке электропитания по кабелю, отличающийся тем, что, с целью повышения надежности работы оборудова0
ния, между изотермическим сосудом и зоной сварки осуществляют ступенчатое снижение давления вначале редуцированием до 0,8 - 1,0 МПа, а затем дросселированием до 0,3 - 0,5 МПа перед горелкой.
2. Способ по п.1,отличающийся тем, что, с целью уменьшения веса кабеля и снижения трудоёмкости, дросселирование до 0,3 - 0,5 МПа осуществляют в зоне кабеля.
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для дуговой сварки плавящимся электродом в среде защитных газов | 1977 |
|
SU737153A1 |
| Устройство для дуговой сварки в защитных газах | 1981 |
|
SU996134A1 |
| Горелка для дуговой сварки плавящимся электродом в среде защитных газов | 1976 |
|
SU642105A1 |
| Способ электродуговой сварки | 1985 |
|
SU1294527A1 |
| СПОСОБ ДЛЯ ПРОИЗВОДСТВА СВАРЕННОГО ДУГОВОЙ СВАРКОЙ КОНСТРУКТИВНОГО ЭЛЕМЕНТА | 2013 |
|
RU2635581C2 |
| Способ получения сварного соединения конструкционной стали | 2022 |
|
RU2800138C1 |
| Порошковая проволока для дуговой наплавки подслоя | 2024 |
|
RU2830087C1 |
| Способ сварки плавящимся электродом | 2021 |
|
RU2773480C1 |
| СПОСОБ СВАРКИ С ИСПОЛЬЗОВАНИЕМ СПЕЦИАЛЬНОЙ СВАРОЧНОЙ ГОРЕЛКИ | 2017 |
|
RU2707763C1 |
| Способ сварки давлением и машина для его осуществления | 1987 |
|
SU1682090A1 |
Использование: для подачи углекислого газа в процессе сварки. Сущность изобретения: подают из изотермического сосуда с давлением 2,0 - 2,5 МПа углекислоту к редуктору. С выхода редуктора подают углекислый газ под давлением 0,8 - 1 МПа по системе трубопроводов в -зону сварки со ступенчатым снижением давления после редуцирования дросселированием до 0,3 - 0,5 МПа до горелки в зоне кабеля и до 0,03 - 0,05 МПа в горелке. 1 э.п.ф-лы, 1 ил., 1 табл.
.J L
| СПОСОБ ОХЛАЖДЕНИЯ СВАРОЧНЫХ ГОРЕЛОК | 0 |
|
SU259299A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Запальная свеча для двигателей | 1924 |
|
SU1967A1 |
| Новожилов Н.М | |||
| Основы металлургии дуговой сварки в газах | |||
| М.: Машиностроение, 1979, с.142 - 143. | |||
