Область техники
[0001]
Настоящее изобретение относится к способу сварки с использованием специальной горелки и, более конкретно, к способу сварки с использованием специальной горелки, имеющей всасывающее сопло, и определенной проволоки с флюсовым сердечником.
Уровень техники
[0002]
При сварке возникают такие проблемы, как водородное охрупчивание и водородное растрескивание металла сварного шва из-за наличия в этом металле способного к диффузии водорода. Способный к диффузии водород в металле сварного шва накапливается по границам зерен, в микропространствах и тому подобном в структуре стали с образованием молекул водорода (Н2), что приводит к увеличению объема. Давление, связанное с увеличением объема, приводит к возникновению трещин в металле сварного шва и разрушению конструкции. Подверженность такому водородному растрескиванию повышается с увеличением прочности стали, а в последние годы начали сваривать сталь, имеющую высокую прочность на растяжение.
[0003]
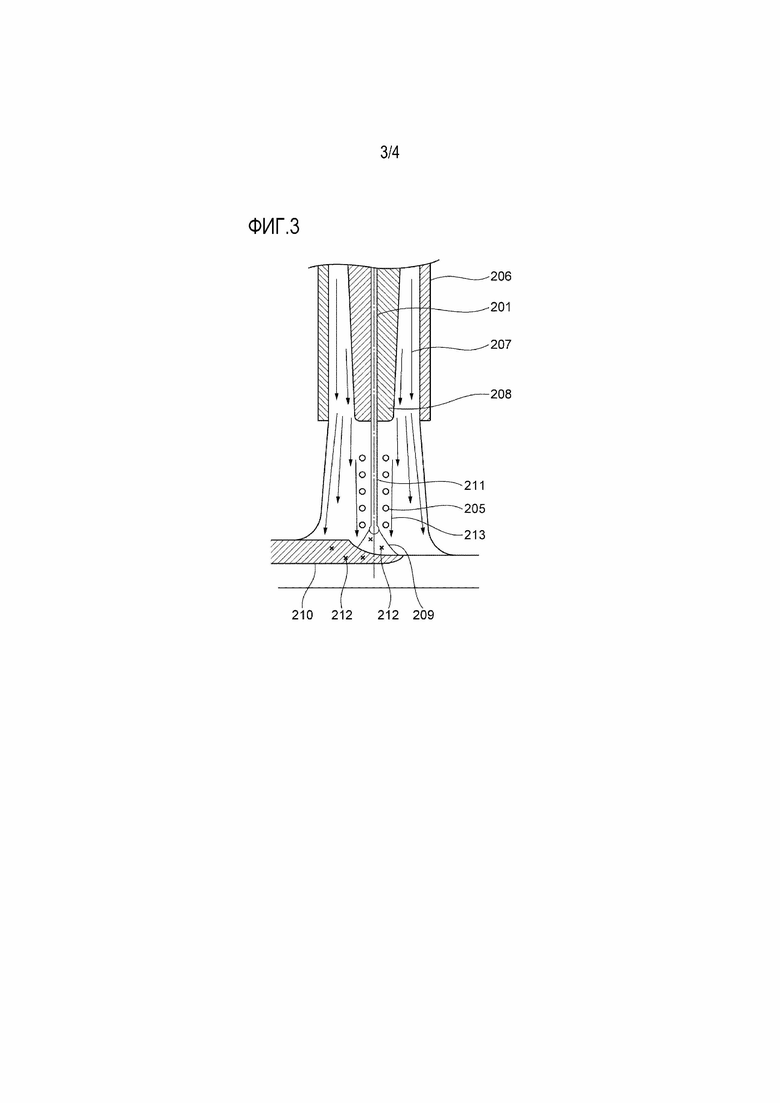
На Фиг.3 приведена схема, поясняющая процесс абсорбции способного к диффузии водорода металлом сварного шва. Далее этот процесс будет описан с использованием Фиг.3, исходя из того, что в качестве сварочной проволоки используется проволока с флюсовым сердечником, то есть сварочная проволока, содержащая флюс. Помимо этого на Фиг.4 приведено поперечное сечение проволоки с флюсовым сердечником.
[0004]
Сварочная проволока 201, представляющая собой проволоку с флюсовым сердечником, состоит из стальной оболочки 202, образующей наружную периферию, и центральной части 203. В случае проволоки с флюсовым сердечником, центральная часть 203 включает флюс, представляющий собой смесь, содержащую металлический порошок, например, порошок из железа или его сплава, и/или порошок из оксида металла, порошок из фторида металла и т.д. При подаче сварочной проволоки 201 через контактный наконечник 208 из него в эту проволоку протекает сварочный ток, и сварочная проволока 201 на ее вершине плавится под действием дуги 209 с возникновением металла 210 сварного шва. При этом сварочный ток протекает через ту часть 211 сварочной проволоки 201, которая выступает из контактного наконечника 208, что приводит к выделению тепла сопротивления, в результате чего температура повышается. Например, температура может достичь 100°С на расстоянии приблизительно 5 мм от вершины контактного наконечника 208 и может повыситься до приблизительно 600°С у вершины проволоки, расположенной на расстоянии 20 мм от вершины контактного наконечника 208.
[0005]
При повышении температуры выступающей части 211 проволоки сверх 100°С, сначала испаряется источник 205 водорода, находящийся на поверхности проволоки, который выделяется из сварочной проволоки 201. Затем в результате передачи тепла из нагретой стальной оболочки 202 нагревается центральная часть 203, и также испаряется источник 205 водорода, находящийся во флюсе, который выделяется из сварочной проволоки 201 наружу через шов 204, являющийся местом соединения. Часть источника 205 водорода, выделившегося из сварочной проволоки 201, перемещается в направлении, указанном стрелкой 213, которое соответствует направлению протекания защитного газа, подаваемого в область сварки из сопла 206 (протекающего в направлении, указанном стрелкой 207) в случае воздушно-плазменной сварки и дуговой сварки в защитном газе, и в область дуги 209. Так как дуга 209 имеет высокую температуру, составляющую несколько тысяч градусов, источник 205 водорода, например, Н2О, диссоциирует с возникновением способного к диффузии водорода 212, который абсорбируется каплями расплава, находящимися в столбе дуги и падающими в металл сварного шва 210, и проникает в этот металл.
[0006]
Таким образом, источник водорода, имеющийся на поверхности проволоки, и источник водорода, находящийся во флюсе, используемом в сварочной проволоке, испаряются в выступающей части проволоки, нагретой до высокой температуры. Испарившийся источник водорода затем переносится внутрь столба дуги и в окружающую его зону потоком защитного газа, подаваемого в случае воздушно-плазменной сварки и дуговой сварки в защитном газе. Перенесенный источник водорода диссоциирует с возникновением атомов водорода и абсорбируется металлом сварного шва.
[0007]
В качестве мер противодействия водородному охрупчиванию и водородному растрескиванию, вызываемым способным к диффузии водородом, можно выполнять предварительный нагрев и последующий нагрев, чтобы способствовать выделению этого водорода наружу из металла сварного шва. Если при сварке используется проволока с флюсовым сердечником, также используется способ уменьшения количества способного к диффузии водорода, в котором во флюс добавляется фторид, например, CaF2 или Na3AlF6. Помимо этого также предложена технология, при которой в защитный газ, подаваемый в случае дуговой сварки в защитном газе, примешивают небольшое количество CF4.
Документы по известному уровню техники
Патентные документы
[0008]
Патентный документ 1: Не прошедшая экспертизу заявка на японский патент (Перевод заявки РСТ) № 2002-506736
Патентный документ 2: Японский патент № 1633976
Патентный документ 3: Публикация японской заявки после экспертизы № 02-040435
Сущность изобретения
Технические проблемы
[0009]
Источниками водорода в сварочной проволоке являются масло и влага, закрепившиеся за счет адгезии на поверхности этой проволоки, а также влага и органические вещества, за счет адгезии сцепленные с флюсом, помещенным внутрь проволоки с флюсовым сердечником и проволоки с сердечником из металла (в этой проволоке с флюсовым сердечником находящийся внутри нее флюс состоит только из металлического порошка). Обычно количество источника водорода, за счет адгезии сцепленного с флюсом, больше его количества, закрепившегося за счет адгезии на поверхности сварочной проволоки. Таким образом, для уменьшения количества источника водорода, за счет адгезии сцепленного с флюсом, можно применять способ, в котором перед изготовлением сварочной проволоки флюс нагревают до высокой температуры для удаления этого источника. Кроме того, необходимо предотвращать поглощение влаги в процессе изготовления, но это требует больших затрат. Помимо этого даже после поступления на рынок поглощение влаги из воздуха происходит даже во время хранения и при выполнении сварки в месте с высокой влажностью, то есть возникают различные препятствия, не позволяющие уменьшить количество источника водорода.
[0010]
Кроме того, предварительный нагрев и последующий нагрев, выполняемые в качестве мер противодействия водородному охрупчиванию и водородному растрескиванию, представляют собой нагрев до 150°С - 250°С, что требует больших затрат на производство энергии и трудозатрат. Кроме того, проблемой является необходимость работы при высокой температуре во время предварительного нагрева и последующего нагрева, что тяжело для сварщиков. Если во флюс добавляется фторид, увеличение количества добавки снижает стабильность дуги, поэтому уменьшение в достаточной степени количества способного к диффузии водорода может оказаться невозможным. Помимо этого даже при выполнении способа, в котором в защитный газ примешивают CF4, возникают проблемы в виде повышения опасности и снижения стабильности дуги, и можно сказать, что это препятствует широкому распространению этого способа.
[0011]
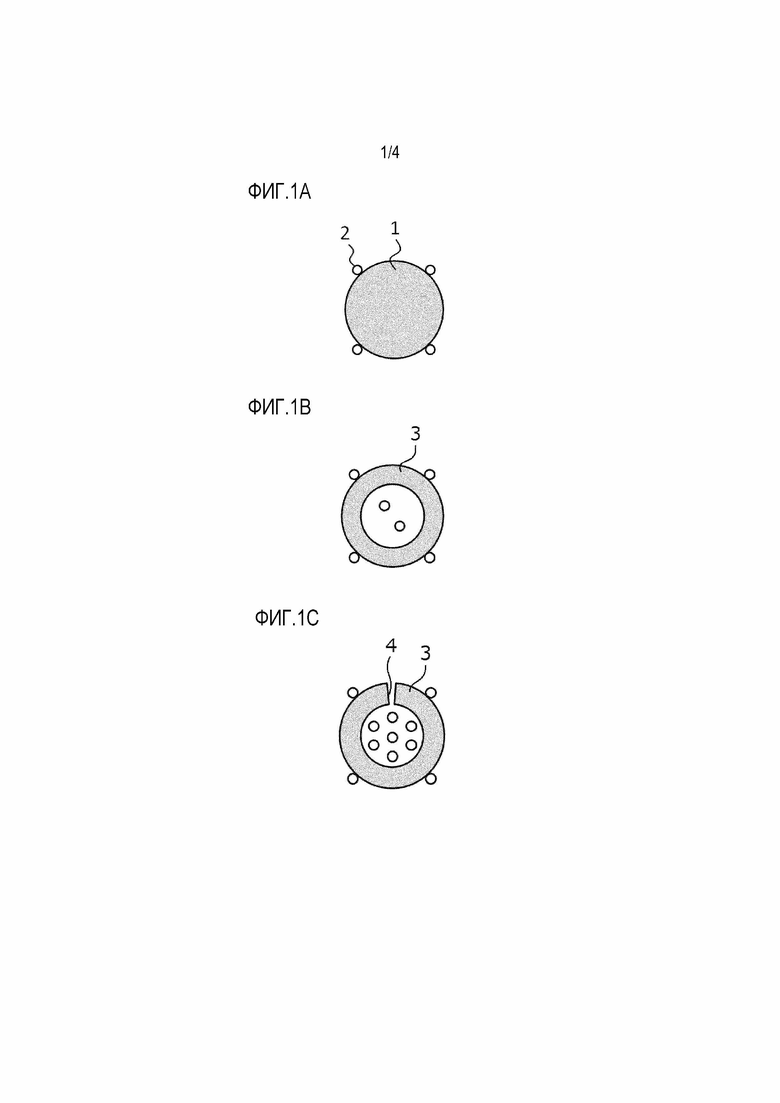
Поэтому, принимая во внимание количество способного к диффузии водорода в сварном металле, в качестве сварочных материалов при сварке стали с высокой прочностью на растяжение и сварке толстых пластин используются, главным образом, проволока сплошного сечения (Фиг.1А) и бесшовная проволока с флюсовым сердечником (Фиг.1В).
Проволока с флюсовым сердечником дает такие преимущества, как получение хорошего валика металла сварного шва, благодаря наличию флюса, облегчение выполнения позиционной сварки и создание условий сварки, обеспечивающих высокую эффективность, а также выполнение большого объема сварочных работ. Помимо этого, предпочтение отдается использованию бесшовной проволоки с флюсовым сердечником из-за того, что проволока сплошного сечения может вызывать проблемы со свариваемостью, в результате чего форма валика металла сварного шва является плохой, и трудно выполнять позиционную сварку.
[0012]
В то же время из-за указанных выше проблем использование шовной проволоки с флюсовым сердечником (см. Фиг.1С) для сварки стали с высокой прочностью на растяжение и толстых пластин является ограниченным. Это связано с тем, что в шовной проволоке с флюсовым сердечником происходит поглощение влаги из атмосферы через шов, и в ней легко увеличивается содержание источника водорода, если сравнивать с бесшовной проволокой с флюсовым сердечником, в результате чего количество способного к диффузии водорода в металле сварного шва будет высоким.
[0013]
При изготовлении бесшовной проволоки с флюсовым сердечником используют способ, при выполнении которого закрывают шов в шовной проволоке, выполняя сварку вольфрамовым электродом в инертном газе (TIG) или лазерную сварку, и способ, при выполнении которого заполняют трубку флюсом, и после этого осуществляют повторную прокатку/волочение проволоки, чтобы получить готовое изделие. Однако в первом случае возникает ограничение по производительности из-за скорости сварки, и эффективность не повышается, а во втором случае увеличивается число этапов прокатки/волочения проволоки, и производительность снижается. Таким образом, бесшовная проволока с флюсовым сердечником имеет высокую стоимость по сравнению с шовной проволокой с флюсовым сердечником, и возникает необходимость в усовершенствовании.
[0014]
Горелка, описанная в Патентном документе 1, удаляет пары из открытого пространства, которое окружает сварочную проволоку, выступающую из контактного наконечника, включая ее вершину. Хотя это и не рассмотрено в Патентном документе 1, предполагается, что при использовании этой горелки источник водорода, выделившийся из сварочной проволоки во время сварки, удаляется вместе с парами и отводится вовне из области сварки, что позволяет уменьшить количество способного к диффузии водорода в металле сварного шва.
Однако в Патентном документе 1 не рассмотрена эффективность уменьшения количества способного к диффузии водорода и не описана оптимальная конструкция сварочной проволоки. Кроме того, по сути, не было изучено то, какая конструкция горелки позволит обеспечить эффективное удаление способного к диффузии водорода.
[0015]
С другой стороны, в Патентном документе 2 в качестве проволоки, используемой для дуговой сварки в защитном газе, описана проволока с флюсовым сердечником, в которой внутри стальной оболочки находится флюс, имеющий определенный химический состав. Было указано, что эта проволока с флюсовым сердечником содержит 0,1% - 5,0% по весу щелочного металла, поэтому обеспечивается стабильность дуги, и можно предотвратить прожог во время сварки тонких пластин; однако щелочной металл имеет высокое сродство к влаге, поэтому при использовании проволоки с флюсовым сердечником, которая имеет шов, для сварки стальных пластин с высокой прочностью на растяжение и толстых стальных пластин могут возникать холодные трещины, так как эта проволока содержит большое количество влаги.
Помимо этого в Патентном документе 3 описана проволока с флюсовым сердечником, образующим шлак, которая имеет определенный химический состав. Проволока с флюсовым сердечником, образующим шлак, в случае сварки стальных пластин с высокой прочностью на растяжение может обеспечить хорошую ударную вязкость металла сварного шва при низкой температуре, даже когда содержание Ni в этом металле является небольшим. Чтобы обеспечить хорошую стабильность дуги и свариваемость при использовании шовной проволоки с флюсовым сердечником, необходимо, чтобы она содержала подходящее количество щелочного металла, но применение щелочного металла приводит к увеличению количества способного к диффузии водорода, поэтому его определенно нельзя добавлять.
[0016]
Таким образом, задача настоящего изобретения - предложить способ сварки стальных пластин с высокой прочностью на растяжение и толстых пластин с использованием недорогой шовной проволоки с флюсовым сердечником, обеспечивающий хорошую свариваемость и высокую эффективность сварки.
Средства устранения проблем
[0017]
В результате серьезных исследований авторы настоящего изобретения обнаружили, что проволоку с флюсовым сердечником, которая имеет шов, можно использовать, если используется сварочная горелка (специальная горелка), имеющая всасывающее сопло, и эта обнаруженная информация привела к созданию настоящего изобретения.
[0018]
А именно, настоящее изобретение имеет следующие аспекты с (1) по (10).
(1) Способ сварки с использованием специальной горелки и проволоки с флюсовым сердечником, в котором:
в специальной горелке между контактным наконечником и соплом подачи защитного газа установлено всасывающее сопло, и
в проволоке с флюсовым сердечником флюс находится внутри стальной оболочки, и эта проволока имеет шов, полученный путем стыковки или наложения друг на друга двух продольных краев стальной оболочки на всей длине этой проволоки.
(2) Способ сварки по пункту 1, в котором, если рассматривать поперечное сечение шва, значение Lseam, полученное из выражения Lseam=2,0 × La+1,5 × Lb+Lc, составляет 0,1 мм - 1,5 мм, где La - длина части, в которой зазор между двумя концами металла по ширине стальной оболочки меньше 20 мкм, Lb - длина части, в которой зазор составляет 20 мкм или более и менее 40 мкм, и Lc - длина части, в которой зазор составляет 40 мкм или более и менее 100 мкм.
(3) Способ сварки по пункту 1 или 2, в котором проволока с флюсовым сердечником имеет диаметр 1,2 мм - 2,0 мм, и содержание флюса составляет 8% - 30% от общей массы этой проволоки.
(4) Способ сварки по пункту 1 или 2, в котором флюс содержит агент, образующее шлак, в состав этого вещества входит по меньшей мере одно соединение, выбранное из группы, состоящей из оксида металла, фторида металла, карбоната металла, а также примесь, и содержание этого вещества составляет 3 – 21 мас.% от общей массы проволоки с флюсовым сердечником.
(5) Способ сварки по пункту 4, в котором агент, образующий шлак, содержит в мас.% от общей массы проволоки с флюсовым сердечником:
3,5 - 20,5 оксида металла;
0 - 0,5 фторида металла (включая 0%); и
0 - 0,5 карбоната металла (включая 0%).
(6) Способ сварки по пункту 5, в котором оксид металла содержит в мас.% от общей массы проволоки с флюсовым сердечником:
1,5 - 15,0 TiO2;
0,15 - 4,0 SiO2;
0 - 3,0 ZrO2 (включая 0%);
0 - 2,0 Al2O3 (включая 0%); и
0,01 - 0,8 (Na2O+K2O+Li2O).
(7) Способ сварки по пункту 4, в котором агент, образующий шлак, содержит в мас.% от общей массы проволоки с флюсовым сердечником:
0 - 1,5 оксида металла (включая 0%);
1,5 - 8,5 фторида металла; и
0 - 5,0 карбоната металла (включая 0%).
(8) Способ сварки по пункту 7, в котором фторид металла содержит в мас.% от общей массы проволоки с флюсовым сердечником:
0 - 5,0 CaF2 (включая 0%);
0 - 5,0 BaF2 (включая 0%);
0 - 5,0 SrF2 (включая 0%); и
1,5 - 8,0 (CaF2+BaF2+SrF2).
(9) Способ сварки по пункту 4, в котором карбонат металла содержит 0 - 5 мас.% (CaCO3+BaCO3) (включая 0%) от общей массы проволоки с флюсовым сердечником.
(10) Способ сварки по пункту 1 или 2, в котором:
расстояние Dt-b, измеряемое в направлении по длине сварочной проволоки между вершиной контактного наконечника и основным материалом, для специальной горелки составляет 15 мм - 40 мм, и
расстояние Dt-k, измеряемое в направлении по длине сварочной проволоки между вершиной контактного наконечника и вершиной всасывающего сопла, и расстояние Dt-b удовлетворяют следующим соотношениям:
Dt-k (мм) ≥ 0,3 × Dt-b (мм)
Dt-k (мм) ≤ Dt-b (мм) - 8.
Эффекты от применения изобретения
[0019]
Настоящее изобретение позволяет предотвратить увеличение количества способного к диффузии водорода в сварном металле, а также сваривать сталь с высокой прочностью на растяжение и толстые пластины с использованием недорогой шовной проволоки с флюсовым сердечником с обеспечением хорошей свариваемости и высокой эффективности сварки.
Краткое описание чертежей
На Фиг.1А приведено схематичное поперечное сечение проволоки сплошного сечения.
На Фиг.1В приведено схематичное поперечное сечение бесшовной проволоки с флюсовым сердечником.
На Фиг.1С приведено схематичное поперечное сечение шовной проволоки с флюсовым сердечником.
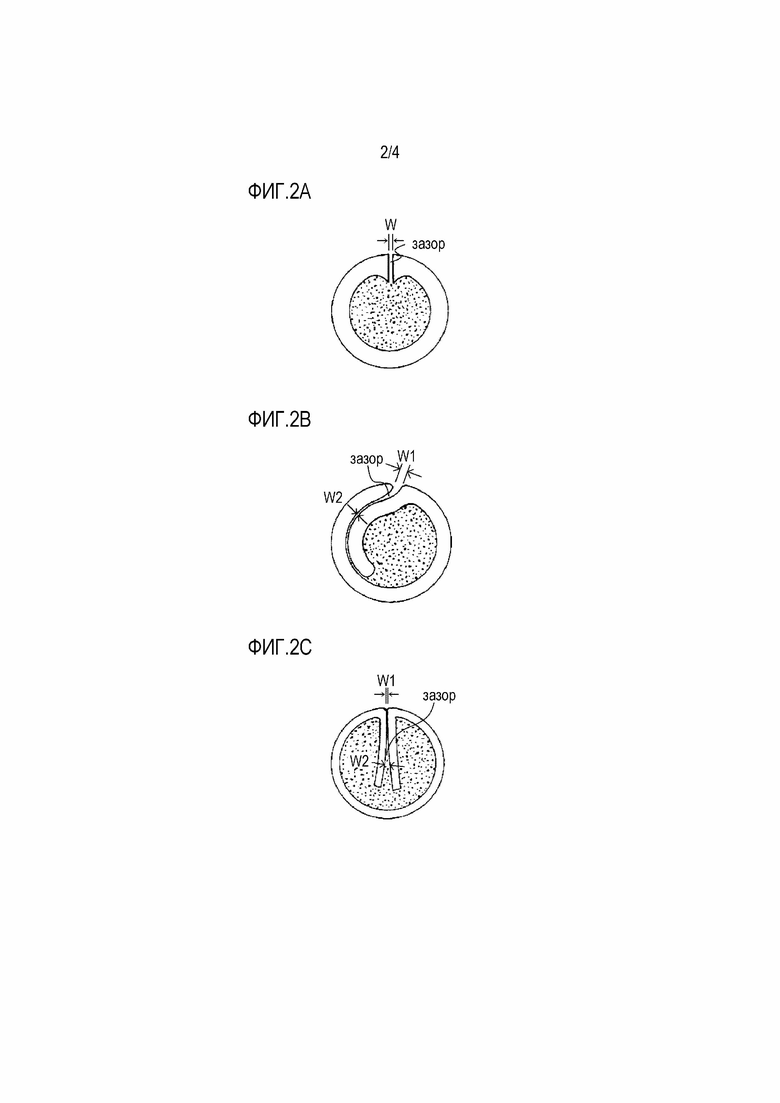
На Фиг.2А приведено схематичное поперечное сечение шовной проволоки с флюсовым сердечником, имеющей шов со стыковкой краев.
На Фиг.2В приведено схематичное поперечное сечение шовной проволоки с флюсовым сердечником, имеющей шов с нахлестом краев.
На Фиг.2С приведено схематичное поперечное сечение проволоки шовной проволоки с флюсовым сердечником, которое по форме напоминает яблоко.
На Фиг.3 приведена схема, поясняющая процесс абсорбции металлом сварного шва способного к диффузии водорода.
На Фиг.4 приведено поперечное сечение проволоки с флюсовым сердечником.
Подробное описание вариантов реализации
[0021]
Далее подробно будут описаны варианты реализации настоящего изобретения. Необходимо отметить, что настоящее изобретение не ограничивается описанными ниже вариантами. Помимо этого, в настоящем описании в числовых диапазонах нижняя граница представляет собой нижнее предельное значение, и верхняя граница представляет собой верхнее предельное значение.
[0022]
Способ сварки, соответствующий одному варианту реализации настоящего изобретения, представляет собой способ сварки с использованием специальной горелки, в которой между контактным наконечником и соплом подачи защитного газа установлено всасывающее сопло, и проволоки с флюсовым сердечником, флюс в которой находится внутри стальной оболочки, и которая имеет шов, полученный путем стыковки или наложения друг на друга двух продольных краев стальной оболочки на всей длине этой проволоки.
В данном случае "флюс" - это материал, полученный в результате смешивания металлического порошка, например, порошка из железа или его сплава, порошка из оксида металла, порошка из фторида металла и т.п.
[0023]
Во время сварки температура проволоки, подаваемой в промежуток между контактным наконечником и основным металлом, поднимается из-за выделения Джоулевой теплоты, так как из вершины этого наконечника в проволоку протекает сварочный ток. В случае сварки с использованием проволоки с флюсовым сердечником, источником способного к диффузии водорода в этой проволоке является, главным образом, влага, содержащаяся во флюсе, и предпочтительно удалять эту влагу из системы вовне.
[0024]
При этом, если по конструкции эта проволока представляет собой бесшовную проволоку с флюсовым сердечником, влага остается в части, которая плавится под действием дуги, так как на боковой стороне этой проволоки отсутствует порт выпуска влаги, и водород легко абсорбируется расплавленным металлом.
В отличие от этого, в шовной проволоке с флюсовым сердечником шов представляет собой порт выпуска влаги, и влага может выделяться из проволоки наружу под действием тепловой энергии до попадания в зону дуги. В обычной дуговой сварке в защитном газе влага, выделившаяся из проволоки наружу, переносится потоком защитного газа в зону дуги и в результате абсорбируется расплавленным металлом.
Кроме того, чтобы исключить вред, наносимый влагой, можно предотвратить контакт расплавленного металла с влагой (которая, как считается, при высокой температуре диссоциирует в зоне дуги с возникновением атомов водорода) за счет удаления части защитного газа с использованием специальной горелки.
[0025]
То есть авторы настоящего изобретения обнаружили, что в бесшовной проволоке с флюсовым сердечником нельзя эффективным образом уменьшить количество влаги, уже удерживаемой флюсом во время изготовления этой проволоки, даже при использовании специальной горелки, но в случае использования шовной проволоки с флюсовым сердечником количество этой влаги можно уменьшить эффективным образом. Приведенный вариант реализации настоящего изобретения относится к способу сварки, позволяющему реализовать это эффективным образом.
Помимо этого авторы настоящего изобретения обнаружили, что в способе сварки, в котором используются шовная проволока с флюсовым сердечником и специальная горелка, более высокие результаты можно получить при применении проволоки определенной конструкции и флюса определенного химического состава.
[0026]
Шовная проволока с флюсовым сердечником
В данном варианте реализации настоящего изобретения в проволоке с флюсовым сердечником флюс находится внутри стальной оболочки, и эта проволока имеет шов, полученный путем стыковки или наложения друг на друга двух продольных краев стальной оболочки на всей длине этой проволоки (шовная проволока с флюсовым сердечником).
В данном случае стальная оболочка получена из прокатанной стальной полосы.
Помимо этого в настоящем описании предполагается что, несмотря на то, что в любом случае проволока с флюсовым сердечником имеет заданный химический состав (в процентах по массе), можно изготовить проволоку с флюсовым сердечником, имеющую близкий химический состав. Помимо этого химический состав проволоки может быть определен путем анализа химического состава частиц флюса при помощи электронно-лучевого микроанализа или способа с дифракцией рентгеновских лучей и химического анализа (эмиссионная спектрометрия с индуктивно-связанной плазмой (ICP - Inductively Coupled Plasma), атомно-абсорбционная спектрометрия и т.д.) раствора, который получен в результате полного растворения проволоки.
[0027]
Если путь выхода воды в шовной проволоке с флюсовым сердечником (которая далее может называться просто "проволокой") является длинным, эффективность такого выхода может снизиться.
Поэтому для области шва задается коэффициент Lseam, относящийся к ширине наложения друг на друга двух краев стальной оболочки проволоки с флюсовым сердечником, и предпочтительный диапазон для него задается с учетом эффективности выхода воды.
[0028]
Если проволока с флюсовым сердечником изготовлена с использованием стальной полосы (стальной оболочки) и флюса, шов - это та часть, в которой состыкованы или наложены друг на друга два продольных края этой полосы, и шов имеется на всей длине шовной проволоки с флюсовым сердечником. Проволока с флюсовым сердечником, полученная в результате сплавления краев шва, это бесшовная проволока с флюсовым сердечником.
[0029]
Для шва (если рассматривать его поперечное сечение) параметр Lseam получают из уравнения Lseam=2,0×La+1,5×Lb+Lc, где La - длина части, в которой зазор между двумя продольными краями стальной оболочки меньше 20 мкм, Lb - длина части, в которой зазор составляет 20 мкм или более и менее 40 мкм, и Lc - длина части, в которой зазор составляет 40 мкм или более и менее 100 мкм. Значение Lseam может быть получено путем визуального изучения поперечного сечения проволоки и рассчитывается как среднее значение, полученное в результате визуального изучения трех произвольных поперечных сечений проволоки.
[0030]
В зависимости от того, состыкованы или наложены друг на друга два края стальной оболочки, исходя из формы ее поперечного сечения, шовную проволоку с флюсовым сердечником можно разделить на тип со стыковкой краев, тип с нахлестом краев и тип с сечением, напоминающим яблоко, но возможны и другие типы. Из числа всех возможных типов, тип со стыковкой краев, тип с нахлестом краев и тип с сечением, напоминающим яблоко, являются предпочтительными, так как обеспечивают легкий выход влаги из проволоки.
Кроме того, как видно из схематичного поперечного сечения, приведенного на Фиг.2А, тип со стыковкой краев - это конструкция, при которой два края стальной оболочки состыкованы таким образом, что находятся на одном уровне. Как видно из схематичного поперечного сечения, приведенного на Фиг.2В, тип с нахлестом краев - это конструкция, при которой два края стальной оболочки наложены друг на друга в вертикальном направлении. Как видно из схематичного поперечного сечения, приведенного на Фиг.2С, тип с сечением, напоминающим яблоко - это конструкция, при которой два края стальной оболочки согнуты и затем состыкованы с примыканием двух согнутых частей.
[0031]
На Фиг.2А ширина W зазора может быть постоянной или переменной, и область, где ширина W меньше 20 мкм, обозначается La, область, где ширина W составляет 20 мкм или более и менее 40 мкм, обозначается Lb, и область, где ширина W составляет 40 мкм или более и менее 100 мкм, обозначается Lc. Область, где ширина W составляет 100 мкм или более, не влияет на значение Lseam. Кроме того, каждый из параметров La, Lb и Lc может быть равен 0 мкм (отсутствовать).
Также и на Фиг.2В и 2С, аналогичным образом, ширина W1 зазора и ширина W2 зазора в разных положениях могут различаться (W1≠W2), либо могут быть равны (W1=W2). Область, где ширина W меньше 20 мкм, обозначается La, область, где ширина W составляет 20 мкм или более и менее 40 мкм, обозначается Lb, и область, где ширина W составляет 40 мкм или более и менее 100 мкм, обозначается Lc, и область, где ширина W составляет 100 мкм или более, не влияет на значение Lseam. Кроме того, каждый из параметров La, Lb и Lc может быть равен 0 мкм (отсутствовать).
[0032]
Если говорить конкретно, предпочтительно, если Lseam составляет 0,1 мм - 1,5 мм, более предпочтительно - 0,15 мм или более. Также более предпочтительно, если Lseam составляет 1,2 мм или менее, еще более предпочтительно - 1,0 мм или менее.
[0033]
Если Lseam является очень маленьким, в области наложения легко происходит раскрывание из-за ее деформации в канале подаче проволоки, и флюс может высыпаться. Из-за высыпания флюса химический состав проволоки может нарушиться, и при подаче проволоки могут возникнуть проблемы, связанные с засорением канала подачи. С другой стороны, если Lseam является очень большим, может быть низкой эффективность выделения водорода.
[0034]
Хотя диаметр проволоки с флюсовым сердечником конкретным образом не ограничивается, при сварке стали с высокой прочностью на растяжение и толстых пластин с использованием способа, соответствующего данному варианту реализации настоящего изобретения, этот диаметр предпочтительно задают равным 1,0 мм или более, исходя из эффективности создания сварного соединения. Если исходить из обеспечения свариваемости, диаметр проволоки предпочтительно составляет 2,0 мм или менее и более предпочтительно - 1,2 мм - 1,6 мм.
Содержание флюса предпочтительно составляет 8% - 30% от общей массы проволоки с флюсовым сердечником и более предпочтительно - 10% - 25% с учетом возможности изготовления этой проволоки.
[0035]
Флюс в проволоке с флюсовым сердечником приблизительно можно разделить на два типа: флюс, образующий металл сварного шва, и флюс, образующий шлак. Основной задачей проволоки с флюсовым сердечником, образующего металл сварного шва (проволока с сердцевиной из металла) является обеспечение высокой эффективности сварки, и основными задачами проволоки с флюсовым сердечником, образующим шлак, являются обеспечение хорошей свариваемости, хорошего внешнего вида валика сварного шва и т.п.
[0036]
В случае проволоки с флюсовым сердечником, образующим шлак, флюс содержит агент, образующий шлак. Так как в состав вещества, образующего шлак, входит по меньшей мере одно соединение, выбранное из группы, состоящей из оксидов металла, фторидов металла и карбонатов металла, на поверхности легко абсорбируется влага, и количество способного к диффузии водорода в металле сварного шва, полученном при использовании проволоки с флюсовым сердечником, образующим шлак, будет увеличиваться. Соответственно, обычно необходимо уделять особое внимание использованию проволоки с флюсовым сердечником, образующим шлак, при сварке стали с высокой прочностью на растяжение и толстых пластин. Агент, образующий шлак, помимо указанных выше соединений, содержит примеси.
Если сварка выполняется с использованием проволоки, содержащей агент, образующий шлак, в комбинации со специальной горелкой, одновременно можно обеспечить более высокую свариваемость и облегчить обработку из-за низкого содержания водорода (меньше опасность возникновения холодных трещин).
[0037]
Содержание агента, образующего шлак, предпочтительно составляет 3 – 21 мас.% от общей массы проволоки, исходя из обеспечения свариваемости, более предпочтительно - 5 – 20 мас.%.
Если количество агента, образующего шлак, является небольшим, шлак может не полностью закрывать поверхность валика сварного шва, а если его слишком много, валик может принять выпуклую форму.
[0038]
Если агент, образующий шлак, содержит оксид в качестве основного компонента шлака, исходя из обеспечения свариваемости, предпочтительно, чтобы это агент содержал в мас.% от общей массы проволоки с флюсовым сердечником: 3,5% - 20,5% оксида металла, 0% - 0,5% фторида металла (включая 0%) и 0% - 0,5% карбоната металла (включая 0%).
[0039]
Чтобы обеспечить лучшие внешний вид валика сварного шва, форму этого валика и т.п., более предпочтительно, если оксид металла содержит в процентах от общей массы проволоки с флюсовым сердечником: 1,5% - 15,0% TiO2, 0,15% - 4,0% SiO2, 0% - 3,0% ZrO2 (включая 0%) и 0% - 2,0% Al2O3 (включая 0%).
Более предпочтительно, чтобы количество TiO2 составляло 2,5% - 12,0% по массе. Более предпочтительно, чтобы количество SiO2 составляло 0,2% - 3,0% по массе. Более предпочтительно, чтобы количество ZrO2 составляло 2,5% по массе или менее, и количество Al2O3 составляло 1,5% по массе или менее.
[0040]
Чтобы обеспечить более высокую стабильность дуги, предпочтительно в качестве стабилизатора дуги дополнительно добавлять оксид щелочного металла, например, Na2O, K2O, Li2O или тому подобное, в агент, образующий шлак, который содержит оксид в качестве основного компонента шлака. Предпочтительно, чтобы оксид металла содержал (Na2O+K2O+Li2O) на уровне 0,01% или более от общей массы проволоки, более предпочтительно - 0,02% или более.
[0041]
В то же время щелочной металл имеет высокое сродство к воде и очень легко абсорбирует влагу. Поэтому излишнее количество щелочного металла приводит к увеличению количества способного к диффузии водорода в сварном металле. Так как эффект стабилизации дуги, оказываемый оксидом щелочного металла, достигает насыщения при его небольшом количестве, более предпочтительно, чтобы оксид металла содержал (Na2O+K2O+Li2O) на уровне 0,8% или менее от общей массы проволоки, более предпочтительно - 0,5% или менее.
[0042]
При применении способа сварки, в котором используется комбинация из проволоки с флюсовым сердечником, образующим шлак, и специальной горелки, где эта проволока включает агент, образующий шлак, который содержит оксид металла в качестве основного компонента шлака, а также оксид щелочного металла, при выполнении сварки можно обеспечить более высокую стабильность дуги и одновременно с этим низкое содержание водорода.
[0043]
Некоторые виды проволоки с флюсовым сердечником, в которых агент, образующий шлак, содержит в качестве основного компонента шлака фторид, могут обеспечить особые эффекты: получение металла сварного шва, имеющего особенно высокую ударную вязкость, возможность выполнения сварки без использования защитного газа (называется "сваркой с самозащитой") и т.п. В этом случае, исходя из обеспечения свариваемости, предпочтительно, чтобы агент, образующий шлак, содержал в процентах от общей массы проволоки с флюсовым сердечником: 0% - 1,5% оксида металла (включая 0%), 1,5% - 8,5% фторида металла и 0% - 5,0% карбоната металла (включая 0%).
[0044]
Чтобы обеспечить лучшие внешний вид валика сварного шва, форму этого валика и т.п., более предпочтительно, если фторид металла содержит в процентах от общей массы проволоки с флюсовым сердечником: 0% - 5,0% CaF2 (включая 0%), 0% - 5,0% BaF2 (включая 0%), 0% - 5,0% SrF2 (включая 0%) и 1,5% - 8,0% (CaF2+BaF2+SrF2).
Также предпочтительно, чтобы карбонат металла содержал 0% - 5% (CaCO3+BaCO3) (включая 0%) от общей массы проволоки с флюсовым сердечником. В случае содержания (CaCO3+BaCO3) в небольшом количестве, улучшается концентрация дуги, а в случае содержания (CaCO3+BaCO3) в количестве 2% по массе или более, при сварке без использования защитного газа улучшаются свойства металла сварного шва (стойкость к образованию раковин), поэтому такое содержание является предпочтительным.
[0045]
Процесс распыления позволяет получить более мелкий порошок фторида металла, при этом увеличивается удельная площадь поверхности, что приводит к повышению поглощения влаги. По этой причине увеличивается количество способного к диффузии водорода в сварном металле, и проволоку с флюсовым сердечником, возможно, нельзя будет применять при сварке стали с высокой прочностью на растяжение и толстых пластин. Однако в случае применения способа сварки, в котором используется комбинация из проволоки с флюсовым сердечником, образующим шлак, и специальной горелки, где эта проволока включает агент, образующий шлак, который содержит в качестве основного компонента шлака фторид металла, при использовании такой проволоки, позволяющей получить высокую ударную вязкость и выполнять сварку с самозащитой, обеспечивается низкое содержание водорода, и эту проволоку без проблем можно применять при сварке стали с высокой прочностью на растяжение и толстых пластин.
[0046]
Примеры других оксидов металла, помимо указанных выше в качестве компонентов вещества, образующего шлак, включают MgO, CaO, BaO, V2O5, Cr2O3, Nb2O5, Y2O3, La2O3, Ce2O3, Pr2O3, Nd2O3, BiO и т.п.
Примеры других фторидов металла, помимо указанных выше в качестве компонентов вещества, образующего шлак, включают AlF3, CeF3, MgF2, KF, NaF, LiF, K2SiF6 (фторосиликат калия), Na3AlF6 (криолит) и т.п.
Примеры других карбонатов металла, помимо указанных выше в качестве компонентов вещества, образующего шлак, включают MgCO3, FeCO3, MnCO3, K2CO3, Na2CO3, Li2CO3 и т.п.
[0047]
Специальная горелка
В способе сварки, соответствующем данному варианту реализации настоящего изобретения, используется специальная горелка, в которой между контактным наконечником и соплом подачи защитного газа установлено всасывающее сопло. За счет такой конструкции специальная горелка может удалять газ поблизости от зоны дуги.
[0048]
Помимо этого, чтобы эффективным образом удалять влагу, выделяющуюся из шва шовной проволоки с флюсовым сердечником во время сварки, при сварке задают предпочтительное соотношение между конструктивным параметром специальной горелки и расстоянием Dt-b между вершиной контактного наконечника и основным материалом, измеряемым в направлении по длине сварочной проволоки.
А именно, предпочтительно, чтобы расстояние Dt-b и расстояние Dt-k удовлетворяли следующим выражениям, указывающим их соотношение:
Dt-k (мм) ≥0,3 × Dt-b (мм)
Dt-k (мм) ≤Dt-b (мм) - 8
где Dt-k - расстояние между вершиной контактного наконечника и вершиной всасывающего сопла, измеряемое в направлении по длине сварочной проволоки.
[0049]
Чем больше во время сварки сварочная проволока выступает из контактного наконечника, тем больше время нагрева Джоулевой теплотой из-за протекания сварочного тока и тем выше температура. Так как с повышением температуры степень выделения влаги увеличивается, предпочтительно, чтобы специальная горелка удаляла газ из области, находящейся как можно ближе к зоне дуги. Поэтому требуется увеличивать длину области, в которой всасывающее сопло закрывает сварочную проволоку.
С другой стороны, исходя из обеспечения свариваемости, предпочтительный диапазон для расстояния Dt-b составляет 15-40 мм. Более предпочтительно, чтобы расстояние Dt-b составляло 20 мм - 35 мм.
Помимо этого, чтобы избежать повреждения из-за тепла, излучаемого дугой, предпочтительно устанавливать всасывающее сопло на расстоянии от основного материала, составляющем 8 мм или более (Dt-k (мм) ≤Dt-b (мм) -8), более предпочтительно - 10 мм или более.
[0050]
Помимо этого, если расстояние Dt-k составляет 30% (0,3) или более от расстояния Dt-b, можно выполнять удаление в части проволоки, имеющей более высокую температуру (в зоне, где выделяется больше источника водорода). С учетом степени уменьшения количества водорода более предпочтительно, чтобы расстояние Dt-k составляло 35% или более. Кроме того, если величина расстояния Dt-k слишком близка к величине расстояния Dt-b, может возникать повреждение из-за излучаемого тепла, поэтому предпочтительно, чтобы соблюдались оба указанных выше соотношения.
[0051]
Специальная горелка, используемая в данном варианте реализации настоящего изобретения, имеет указанную ниже примерную конструкцию, которой она не ограничивается.
Конструкция такова, что сварочная проволока автоматически подается в цилиндрическую часть горелки, и дуговая сварка выполняется с использованием сварочной проволоки.
[0052]
Держатель сварочной горелки имеет средство, обеспечивающее опору для всасывающего сопла и тела сварочной горелки. Держатель сварочной горелки обеспечивает подачу сварочной проволоки в направлении вершины тела сварочной горелки (заднего конца контактного наконечника) по внутренней трубке, когда это тело присоединено. Кроме того, держатель сварочной горелки обеспечивает подачу энергии в тело сварочной горелки для создания сварочного тока, а также подачу защитного газа в пространство, возникшее между внутренней трубкой и телом сварочной горелки. Тело сварочной горелки снабжено средством, обеспечивающим опору для сопла горелки (для подачи защитного газа), контактного наконечника и всасывающего сопла. Тело сварочной горелки изготовлено из проводящего материала, например, металла.
[0053]
Сопло горелки имеет средство, обеспечивающее выпрямление потока защитного газа. А именно, обычно сопло имеет цилиндрическую форму и установлено путем его вставки со стороны верхней части внешней периферии тела сварочной горелки. Контактный наконечник снабжен средством, обеспечивающим подачу сварочного тока в сварочную проволоку и перемещение этой проволоки к заготовке. Аналогично телу сварочной горелки, контактный наконечник также изготовлен из проводящего материала, например, металла.
[0054]
Всасывающее сопло установлено с окружением боковой стороны контактного наконечника и сварочной проволоки, подаваемой из вершины этого наконечника, а сопло подачи защитного газа установлено с окружением боковой стороны всасывающего сопла.
Защитный газ, подаваемый в тело сварочной горелки, затем подается из этого тела через сопло подачи защитного газа в пространство между соплом подачи защитного газа и всасывающим соплом, чтобы защитить дугу и сварной металл.
[0055]
Газ, находящийся в пространстве между всасывающим соплом и контактным наконечником, удаляется за счет разрежения по пути удаления газа, отличающемуся от пути подачи защитного газа, созданного в теле сварочной горелки. В качестве устройств, создающих разрежение, можно использовать насосы, эжекторы и т.п., но эти устройства конкретным образом не ограничиваются.
[0056]
Кроме того, в способе сварки, соответствующем данному варианту реализации настоящего изобретения, можно использовать обычные компоненты, это зависит от конкретной конструкции сварочного устройства и сварочной горелки, конкретных защитного газа, условий сварки, свариваемых материалов (основных материалов заготовки) и т.п.
[0057]
Металл сварного шва
В металле сварного шва, полученном при применении способа сварки, соответствующего данному варианту реализации настоящего изобретения, степень уменьшения количества водорода предпочтительно составляет 30% или более, более предпочтительно - 40% или более, если сравнивать со случаем сварки с использованием обычной горелки.
Способ измерения степени уменьшения количества водорода описан в разделе "Примеры".
[0058]
До и после сварки предпочтительно уменьшить высыпание (разбрасывание и т.п.) флюса. Если флюс высыпается в значительном количестве, необходимо очистить канал подачи сварочной проволоки в горелку.
[0059]
Что касается стабильности дуги во время сварки, предпочтительно уменьшить колебания дуги и исключить ее прерывание. Что касается внешнего вида валика сварного шва, предпочтительно, чтобы этот валик был плоским. Предпочтительно уменьшать задиры при удалении шлака.
Примеры
[0060]
Далее варианты реализации настоящего изобретения будут описаны более подробно с рассмотрением примеров, но это изобретение не ограничивается данными примерами, и в соответствии с его сущностью могут быть сделаны модификации, любая из которых не будет выходить за пределы его объема.
[0061]
Способ оценки
Степень уменьшения количества водорода
В сварном металле, полученном при применении способа сварки, соответствующего данному варианту реализации настоящего изобретения, количества способного к диффузии водорода были измерены при использовании как обычной горелки, так и специальной горелки, и из их соотношения была получена степень уменьшения количества водорода.
Если говорить конкретно, степень уменьшения количества водорода определялась следующим образом: измерения выполнялись на основе стандарта JIS Z 3118 (2007) "Method for Measurement of Amount of Hydrogen Evolved from Steel Welds" ("Способ измерения количества водорода, выделяющегося из сварных соединений в стали") с использованием обычной горелки и специальной горелки. Полученные результаты были использованы в уравнении, приведенном в стандарте JIS Z 3118 (2007), Article 7.2 "Calculation of Amount of Hydrogen per Unit Mass of Deposited Metal" ("Вычисление количества водорода на единицу массы нанесенного металла"). После этого полученные значения использовались как количества способного к диффузии водорода, и в качестве степени уменьшения количества водорода брался результат отношения этих значений.
Условия сварки приведены далее, и сварка представляла собой автоматическую сварку с использованием движущейся каретки. В качестве окончательного значения принималось среднее значение для 3 экспериментов. Расстояние между контактным наконечником и основным металлом в некоторых тестах не соответствовало JIS, что указано в примерах.
Сварочный ток: 270 А
Напряжение дуги: 32 В
Скорость сварки: 350 мм/мин
Положение сварки: нижнее
[0062]
Высыпание флюса
Канал подачи сварочной проволоки для сварочной горелки, который имеет длину 3,5 м, и масса которого была измерена заранее, был свернут в спираль из трех витков с диаметром 300 мм, и по нему подавалась сварочная проволока с флюсовым сердечником. После подачи через него 2 кг этой проволоки масса канала подачи была измерена, и высыпанием флюса считалось изменение этой массы, полученное как разность ее значений до и после подачи.
Результаты оценки высыпания флюса приведены в таблицах. В этих таблицах "А" означает изменение массы 0 г - 0,20 г, это значит, что сварка могла выполняться непрерывно в течение длительного времени, и ее условия были очень хорошими. В этих таблицах "В" означает изменение массы от более чем 0,20 г, до 0,50 г, и после каждых нескольких часов была желательна очистка канала подачи, но условия сварки были хорошими. В этих таблицах "С" означает изменение массы более чем на 0,50 г, что представляет собой обычную ситуацию с необходимостью периодической очистки канала подачи каждые несколько часов.
[0063]
Внешний вид валика сварного шва/стабильность дуги
Была выполнена сварка основного материала SM 490А толщиной 12 мм с получением горизонтального углового шва. Длина прохода была задана равной 250 мм, и использовалась автоматическая каретка. После тщательного изучения колебаний дуги и прерывания дуги во время сварки с использованием датчиков, путем визуального изучения были оценены плоскостность валика сварного шва и задиры после удаления шлака.
Условия сварки являются следующими:
Сварочный ток: 270 А
Напряжение дуги: необходимое (регулируется при помощи проволоки в диапазоне 23 В - 32 В)
Скорость сварки: 400 мм/мин
[0064]
Результаты оценки приведены в таблицах. В столбце "Стабильность дуги" "А" означает отсутствие колебаний дуги и прерывания дуги, и стабильность дуги была очень хорошей. "В" означает, что были обнаружены небольшие колебания дуги, но прерывания дуги не было, и стабильность дуги была хорошей, и "С" означает, что колебания дуги были большими или наблюдалось прерывание дуги.
В столбце "Внешний вид валика" (критерием оценки которого является "Плоскостность валика") "А" означает, что был получен плоский валик, "В" означает, что валик имел несколько выпуклую форму, но это не создавало проблем при создании сварного соединения, "С" означает, что валик имел выпуклую форму, и в случае многослойного сварного соединения это предполагает необходимость обработки с использованием шлифовальной машины между проходами.
В столбце "Задиры после удаления шлака" "А" означает, что отсутствовали задиры после удаления шлака, "В" означает, что после удаления шлака наблюдались задиры, но в такой степени, что это не создавало проблем при создании сварного соединения, "С" означает, что имелось множество задиров после удаления шлака, и в случае многослойного сварного соединения это предполагает необходимость обработки с использованием шлифовальной машины и/или проволочной щетки между проходами.
[0065]
Примеры 1-34 и Сравнительные примеры 1-4
В таблице приведены химический состав используемой проволоки с флюсовым сердечником, индекс длины (значение Lseam) шва в оболочке, диаметр проволоки и т.д.
В таблицах приведены расстояние Dt-b, измеряемое в направлении по длине сварочной проволоки между вершиной контактного наконечника специальной горелки, используемой при сварке, и основным материалом, и расстояние Dt-k, измеряемое в направлении по длине сварочной проволоки между вершиной контактного наконечника и вершиной всасывающего сопла.
В этих таблицах численное значение, приведенное в столбце "Класс прочности металла сварного шва", представляет собой минимальную прочность металла сварного шва на растяжение, это означает, что из этого металла сварного шва может быть создан сварной шов в основном материале, имеющем более низкую прочность, чем эта указанная прочность.
[0066]
Результаты, полученные в Примерах 1-20 и 27-34 и Сравнительных примерах 1-4, были получены с использованием проволоки с флюсовым сердечником, содержащей агент, образующий шлак, в состав которого входили оксид металла в качестве основного компонента шлака и, кроме того, щелочной металл, и результаты, полученные в Примерах 21-26, были получены с использованием проволоки с флюсовым сердечником, содержащей агент, образующий шлак, в состав которого входил фторид металла в качестве основного компонента шлака.
[0067]
Таблица 1
%
всего, %
[0068]
Таблица 2
[0069]
Таблица 3
%
всего, %
[0070]
Таблица 4
[0071]
Таблица 5
%
всего, %
[0072]
Таблица 6
[0073]
В Примерах 1-9 состав шлака был одинаковым, а значение Lseam менялось. При увеличении Lseam степень уменьшения количества водорода снижалась.
Пример 1 - это пример, в котором значение Lseam является небольшим. При использовании этой проволоки оцениваемая степень высыпания флюса снизилась. В Примере 16 процент шлака и количество добавленного оксида щелочного металла были низкими. При использовании этой проволоки оцениваемые возникновение задиров при удалении шлака и стабильность дуги снизились. Так как в Примерах 27-34 использовалась та же проволока, что и в Примере 4, оценка степени высыпания флюса не выполнялась.
В Примерах 4 и 27-30 изменяли расстояние Dt-b, измеряемое в направлении по длине сварочной проволоки между вершиной контактного наконечника и основным металлом, и подходящим образом выбирали расстояние Dt-k, измеряемое в направлении по длине сварочной проволоки между вершиной контактного наконечника и вершиной всасывающего сопла. Во всех случаях обеспечивалась хорошая степень уменьшения количества водорода.
В Примерах 4 и 31-34 изменяли расстояние Dt-k, а расстояние Dt-b было неизменным. При увеличении расстояния Dt-k повышалась степень уменьшения количества водорода.
[0074]
В Примерах 10-15 и 17-20 подходящим образом изменяли Lseam, диаметр проволоки, процент флюса, процент шлака, количество оксида металла, количество фторида металла, количество карбоната металла и количество оксида щелочного металла. Во всех случаях обеспечивалась хорошая степень уменьшения количества водорода.
Как указано выше, в Примерах 21-26 использовалась проволока с флюсовым сердечником, содержащая агент, образующий шлак, в состав которого в качестве основного компонента шлака входил фторид металла. Во всех случаях обеспечивалась хорошая степень уменьшения количества водорода.
В каждом из Сравнительных примеров 1-4, так как шва не было, степень уменьшения количества водорода была низкой и составляла менее 30%.
[0075]
Настоящее изобретение имеет следующие аспекты.
Аспект 1
Способ сварки с использованием специальной горелки и проволоки с флюсовым сердечником, в котором:
в специальной горелке между контактным наконечником и соплом подачи защитного газа установлено всасывающее сопло, и
в проволоке с флюсовым сердечником флюс находится внутри стальной оболочки, и эта проволока имеет шов, полученный путем стыковки или наложения друг на друга двух продольных краев стальной оболочки на всей длине этой проволоки.
Аспект 2
Способ сварки, соответствующий аспекту 1, в котором, если рассматривать поперечное сечение шва, значение Lseam, полученное из выражения Lseam=2,0 × La+1,5 × Lb+Lc, составляет 0,1 мм - 1,5 мм, где La - длина части, в которой зазор между двумя продольными краями стальной оболочки меньше 20 мкм, Lb - длина части, в которой зазор составляет 20 мкм или более и менее 40 мкм, и Lc - длина части, в которой зазор составляет 40 мкм или более и менее 100 мкм.
Аспект 3
Способ сварки, соответствующий аспекту 1 или 2, в котором проволока с флюсовым сердечником имеет диаметр 1,2 мм - 2,0 мм, и содержание флюса составляет 8% - 30% от общей массы этой проволоки.
Аспект 4
Способ сварки, соответствующий любому из аспектов с 1 по 3, в котором флюс содержит агент, образующий шлак, в состав этого вещества входит по меньшей мере одно соединение, выбранное из группы, состоящей из оксида металла, фторида металла, карбоната металла, а также примесь, и содержание этого вещества составляет 3 - 21 мас.% от общей массы проволоки с флюсовым сердечником.
Аспект 5
Способ сварки, соответствующий аспекту 4, в котором агент, образующий шлак, содержит в мас.% от общей массы проволоки с флюсовым сердечником:
3,5 - 20,5 оксида металла;
0 - 0,5 фторида металла (включая 0%); и
0 - 0,5 карбоната металла (включая 0%).
Аспект 6
Способ сварки, соответствующий аспекту 4 или 5, в котором оксид металла содержит в мас.% от общей массы проволоки с флюсовым сердечником:
1,5 - 15,0 TiO2;
0,15 - 4,0 SiO2;
0 - 3,0 ZrO2 (включая 0%);
0 - 2,0 Al2O3 (включая 0%); и
0,01 - 0,8 (Na2O+K2O+Li2O).
Аспект 7
Способ сварки, соответствующий аспекту 4, в котором агент, образующий шлак, содержит в мас.% от общей массы проволоки с флюсовым сердечником:
0 - 1,5 оксида металла (включая 0%);
1,5 - 8,5 фторида металла; и
0 - 5,0 карбоната металла (включая 0%).
Аспект 8
Способ сварки, соответствующий аспекту 4 или 7, в котором фторид металла содержит в мас.% от общей массы проволоки с флюсовым сердечником:
0 - 5,0 CaF2 (включая 0%);
0 - 5,0 BaF2 (включая 0%);
0 - 5,0 SrF2 (включая 0%); и
1,5 - 8,0 (CaF2+BaF2+SrF2).
Аспект 9
Способ сварки, соответствующий любому из аспектов 4, 7 и 8, в котором карбонат металла содержит 0% - 5% (CaCO3+BaCO3) (включая 0%) от общей массы проволоки с флюсовым сердечником.
Аспект 10
Способ сварки, соответствующий любому из аспектов с 1 по 9, в котором:
расстояние Dt-b, измеряемое в направлении по длине сварочной проволоки между вершиной контактного наконечника и основным материалом, для специальной горелки составляет 15 мм - 40 мм, и
расстояние Dt-k, измеряемое в направлении по длине сварочной проволоки между вершиной контактного наконечника и вершиной всасывающего сопла, и расстояние Dt-b удовлетворяют следующим соотношениям:
Dt-k (мм) ≥0,3 × Dt-b (мм)
Dt-k (мм) ≤Dt-b (мм) -8.
[0076]
Эта заявка истребует приоритет заявки на японский патент № 2016-044223, зарегистрированной в Патентном ведомстве Японии 8 марта 2016, содержание которой этим упоминанием включено в эту спецификацию.
Промышленная применимость
[0077]
Способ сварки, соответствующий данному варианту реализации настоящего изобретения, позволяет при использовании недорогой шовной проволоки с флюсовым сердечником предотвратить увеличение количества способного к диффузии водорода в металле сварного шва и обеспечить хорошие свариваемость и эффективность сварки даже в случае сварки стальных пластин с высокой прочностью на растяжение и толстых пластин.
Список ссылочных обозначений
[0078]
1 - Стальная проволока
2 - Источник водорода
3 - Стальная оболочка
4 – Шов.

Изобретение может быть использовано для сварки проволокой с флюсовым сердечником стальных пластин, в том числе пластин с высокой прочностью на растяжение и толстых пластин. В сварочной горелке между контактным наконечником и соплом подачи защитного газа установлено всасывающее сопло. Стальная оболочка проволоки с флюсовым сердечником имеет шов, полученный путем стыковки или наложения друг на друга двух металлических краев стальной оболочки по длине проволоки. Проволока имеет диаметр 1,2 - 2,0 мм и содержание флюса составляет 8 - 30% от ее общей массы. Заданным образом ограничена ширина наложения друг на друга краев металла стальной оболочки проволоки. Способ сварки с использованием недорогой шовной проволоки с флюсовым сердечником обеспечивает хорошую свариваемость за счет эффективного удаления способного к диффузии водорода при использовании всасывающего сопла и оптимальной конструкции сварочной проволоки. 7 з.п. ф-лы, 4 ил., 6 табл.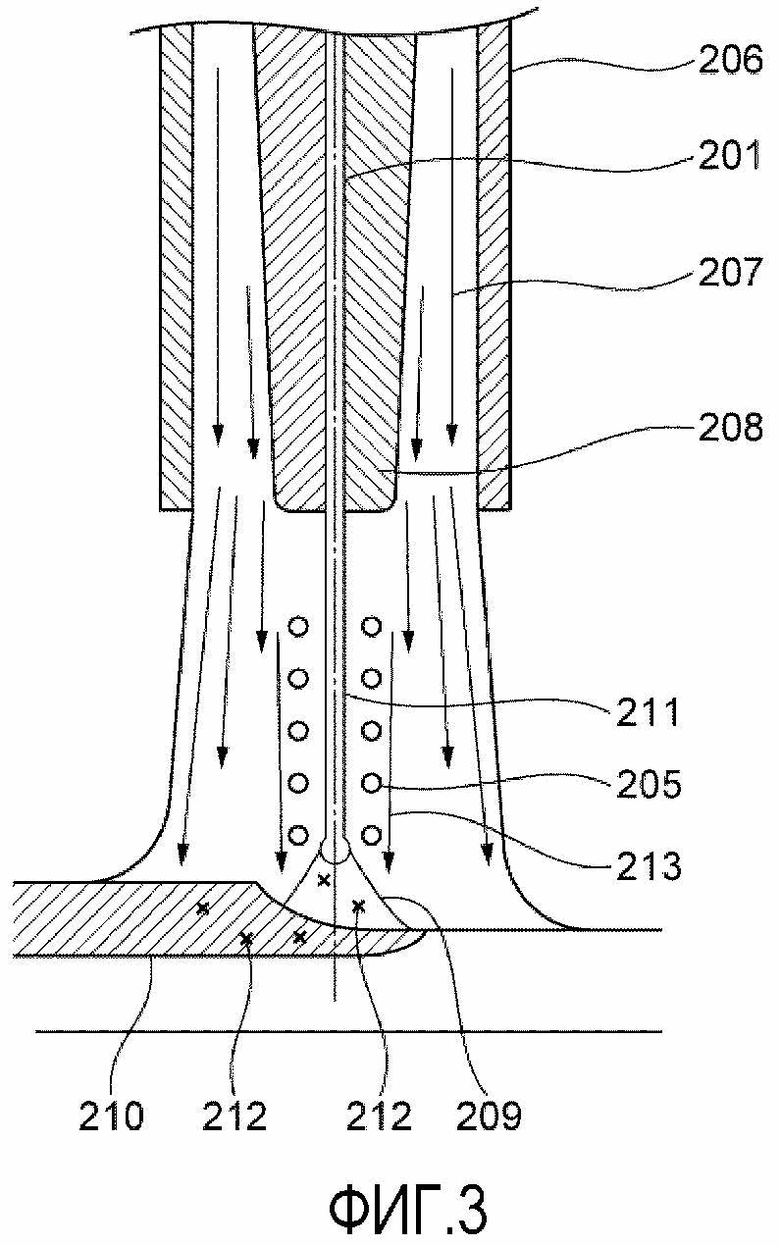
1. Способ сварки в защитном газе с использованием сварочной горелки и проволоки с флюсовым сердечником, в котором:
сварочная горелка снабжена всасывающим соплом между контактным наконечником и соплом подачи защитного газа, причем
в проволоке с флюсовым сердечником флюс находится внутри стальной оболочки, а эта проволока имеет шов, полученный путем стыковки или наложения друг на друга двух краев металла стальной оболочки по длине проволоки,
причем в сечении в области шва, если La - длина части, в которой зазор (W) между двумя краями стальной оболочки проволоки в зоне соединения в направлении ширины стальной оболочки составляет меньше 20 мкм, Lb - длина части, в которой зазор составляет 20 мкм или более и менее 40 мкм, и Lc - длина части, в которой зазор составляет 40 мкм или более и менее 100 мкм, то значение Lseam, характеризующего ширину наложения друг на друга двух краев металла стальной оболочки проволоки, полученное из выражения Lseam=2,0×La+1,5×Lb+Lc, составляет 0,1 - 1,5 мм,
при этом проволока с флюсовым сердечником имеет диаметр 1,2 - 2,0 мм и содержание флюса составляет 8 - 30% от общей массы этой проволоки.
2. Способ по п.1, в котором флюс содержит агент, образующий шлак, причем в состав этого агента входит по меньшей мере одно соединение, выбранное из группы, состоящей из оксида металла, фторида металла, карбоната металла и примесь, а содержание этого агента составляет 3 – 21 мас.% от общей массы проволоки с флюсовым сердечником.
3. Способ по п.2, в котором агент, образующий шлак, содержит в мас.% от общей массы проволоки с флюсовым сердечником:
3,5 - 20,5 оксида металла;
0 - 0,5 фторида металла (включая 0%); и
0 - 0,5 карбоната металла (включая 0%).
4. Способ по п.3, в котором оксид металла содержит в мас.% от общей массы проволоки с флюсовым сердечником:
1,5 - 15,0 TiO2;
0,15 - 4,0 SiO2;
0 - 3,0 ZrO2 (включая 0%);
0 - 2,0 Al2O3 (включая 0%); и
0,01 - 0,8 (Na2O+K2O+Li2O).
5. Способ по п.2, в котором агент, образующий шлак, содержит в мас.% от общей массы проволоки с флюсовым сердечником:
0 - 1,5 оксида металла (включая 0%);
1,5 - 8,5 фторида металла; и
0 - 5,0 карбоната металла (включая 0%).
6. Способ по п.5, в котором фторид металла содержит в мас.% от общей массы проволоки с флюсовым сердечником:
0 - 5,0 CaF2 (включая 0%);
0 - 5,0 BaF2 (включая 0%);
0 - 5,0 SrF2 (включая 0%); и
1,5 - 8,0 (CaF2+BaF2+SrF2).
7. Способ по п.2, в котором карбонат металла содержит 0 - 5 мас.% (CaCO3+BaCO3) (включая 0%) от общей массы проволоки с флюсовым сердечником.
8. Способ по п.1, в котором:
расстояние Dt-b, измеряемое в направлении по длине сварочной проволоки между вершиной контактного наконечника и основным материалом, для сварочной горелки составляет 15 - 40 мм, и
расстояние Dt-k, измеряемое в направлении по длине сварочной проволоки между вершиной контактного наконечника и вершиной всасывающего сопла, и расстояние Dt-b удовлетворяют следующим соотношениям:
Dt-k (мм) ≥ 0,3 × Dt-b (мм)
Dt-k (мм) ≤ Dt-b (мм) - 8.
| ПОХОДНЯ И.К и др | |||
| "Сварка порошковой проволокой", Киев, Наукова Думка, 1972, с.10 рис.4 и с.164 рис.120 | |||
| СВАРОЧНАЯ ГОРЕЛКА | 0 |
|
SU186055A1 |
| Горелка для дуговой сварки | 1987 |
|
SU1579683A1 |
| JPH 09150295 A, 10.06.1997 | |||
| ЗАМОК КАПОТА АВТОМОБИЛЯ | 2008 |
|
RU2466254C2 |

