Изобретение относится к машиностроению, а именно к способам сборки резьбовых соединений может быть использовано в его различных отраслях для стабильной затяжки резьбовых соединений.
Известен способ сборки резьбовых соединений, заключающийся в предварительной затяжке, после окончания которой резьбовому соединению сообщают дополнительный энергетический импульс, измеряют значение крутящего момента, а окончательную затяжку производят при определенном значении последнего.
Наиболее близким по технической сущности к изобретению является способ затяжки резьбовых соединений, заключающийся в предварительной затяжке и окончательной затяжке за счет приложения к резьбовому соединению энергии инерционных масс гайковерта
Недостатком данного способа является низкая точность затяжки ввиду того, что в
процессе предварительной затяжки не производится контроль конкретных значений жесткости резьбового соединения, что влечет за собой проведение окончательной затяжки при контроле крутящего момента на шпинделе, при этом погрешность затяжки может достигать ±20%.
Цель изобретения - повышение точности затяжки.
Указанная цель достигается тем, что в способе затяжки резьбовых соединений, заключающемся в предварительной затяжке и окончательной затяжке за счет приложения к резьбовому соединению энергии инерционных масс гайковерта, сообщают угловое перемещение с жесткостью переменной величины корпусу гайковерта, определяют скорости шпинделя на холостом ходу и в момент окончания предварительной затяжки, рассчитывают угловую жесткость С резьбового соединения по формуле:
х| ел XI
ел
c .
где Кн - номинальная угловая жесткость корпуса гайковерта;
«УХ х - угловая скорость шпинделя на холостом ходу;
ЈУп з угловая скорость шпинделя в момент окончания предварительной затяжки, производят корректирование номинальной угловой жесткости Кнк корпуса гайковерта до величины:
С
Кн i
С С
I ъ,. 1
Кн Сн
где Сн - номинальная угловая жесткость резьбового соединения, а величину момента Мок окончательной затяжки Определяют по формуле:
Мок Мп з + V -т- Сн Кн
Сн + К„
где Мп з - момент предварительной затяжки;
Т - энергия инерционных масс гайковерта.
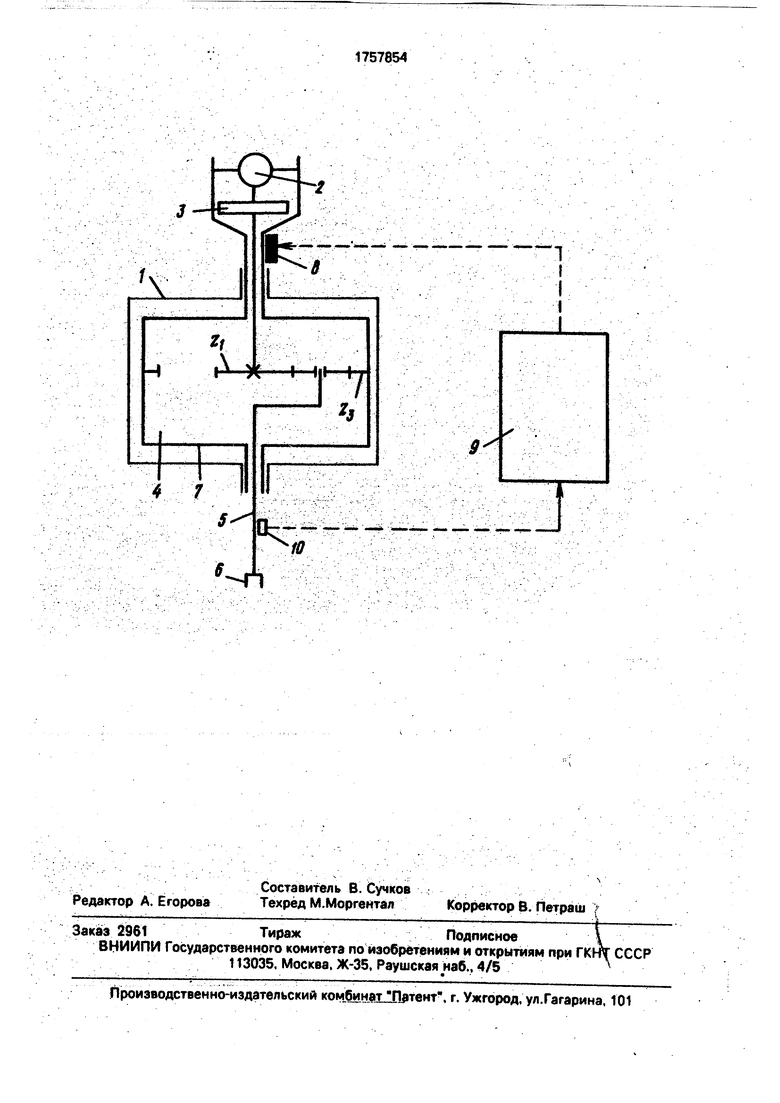
На чертеже изображена схема устройства для осуществления способа з атяжки резьбовых соединений.
Способ затяжки резьбовых соединений осуществляется следующим образом.
Перед осуществлением сборки резьбовых соединений корпусу гайковерта сообщают номинальную угловую жесткость Кн, соизмеримую с номинальной угловой жесткостью резьбового соединения Сн, и определяют общую жесткость Со системы гайковерт - резьбовое соединение по формуле
г Сн Кн
Со с„+к„
принимая валы и зубчатые колеса гайковерта абсолютно жесткими, т.к. их инертность мала по сравнению с инертностью звеньев, имеющих Сн и Кн.
Резьбовому соединению придают момент предварительной затяжки, значение которого выбирают в пределах 30% от значения окончательного момента затяжки, т.к. при этом завершается обжатие стыка, и градиент момента становится постоянной величиной.
Определив угловую скорость холостого хода шпинделя и угловую скорость шпинделя в момент окончания предварительной затяжки, вычисляют угловую жесткость С конкретного резьбового соединения по формуле:
/Ухх
С К„
-1).
0
где Кн - номинальная угловая жесткость корпуса гайковерта;
Ух х - угловая скорость шпинделя на холостом ходу:
(On з - угловая скорость шпинделя в момент окончания предварительной затяжки.
Далее производят корректирование номинальной угловой жесткости КНк корпуса гайковерта до величины, определяемой по выражению:
С
Кн i
-С. Кн
+Ј-i
t-H
5
0
5
0
5
0
5
5
Цель корректирования угловой жесткости упругого элемента корпуса гайковерта состоит в том, чтобы сохранить постоянное значение жесткости Со системы гайковерт - резьбовое соединение при отклонениях жесткости резьбового соединеня от номинальной величины в процессе затяжки, т.е.
Со° const.
т Кн
После приложения к резьбовому соединению крутящего момента предварительной затяжки и проведения операции коррекции жесткости последующую затяжку производят за счет энергии инерционных масс гайковерта, а величину момен га Мок окончательной затяжки определяют по формуле:
.з. + VTOj ,
где Мп.з - предварительный момент затяжки;
Т - энергия инерционных масс гайковерта;
Со - общая жесткость системы гайковерт - резьбовое соединение.
Все операции данного способа могут быть автоматизированы.
Осуществить способ затяжки можно, например, с помощью устройства, изображенного на чертеже.
Устройство содержит корпус 1, установленный в нем гайковерт, содержащий двигатель 2, на выходном валу которого установлен маховик 3, связанный с последним планетарный редуктор 4, шпиндель 5 с рабочей головкой 6. Центральное зубчтое O колесо 7 планетарного редуктора 4 является корпусом гайковерта, который имеет крутильную жесткость переменной величины, создаваемую имитатором 8 резьбовых нагрузок, например порошковой электромагнитной муфтой. Имитатор 8 создает нагружение корпуса гайковерта в соответствии с требуемым законом, который соизмерим с законом жесткости резьбового соединения.
Имитатор 8 связан с блоком 9 управления затяжкой, вход которого связан с датчиком 10 скорости, установленным на шпинделе 5.
Устройство работает следующим образом.
Предварительно датчиком 10 скорости определяют угловую скорость шпинделя УХХ на холостом ходу, значения которой регистрируются блоком 9 управления затяжкой. Блок 9 управления затяжкой вырабатывает сигнал, который поступает к имитатору 8, имеющему в исходном положении жесткость, соответствующую номи- нальной величине Кн. Затем осуществляется предварительная затяжка до момента затяжки, соответствующего 30% от номинального, в конце которой датчик 10 скорости определяет угловую скорость вращения шпинделя 5 з. при работе гайковерта в дифференциальном режиме вращения и выдает сигнал на вход блока 9, который обрабатывает информацию и формирует сигнал, эквивалентный конкретной жесткости резь- бового соединения С, на корректирование закона нагружения (жесткости) имитатора 8 до величины Кн.к. Дальнейшая затяжка осуществляется энергией инерционных масс (маховика 3), Так как при корректировании закона нагружения (жесткости) имитатора 8 жесткость системы гайковерт - резьбовое соединение остается постоянной величиной, то при работе гайковерта в инерционном дифференциальном режиме происходит разделение потока инерционной энергии на два: главный - к резьбовому соединению, вспомогательный - к имитатору 8.,
Поэтому корректирование закона на- гружения имитатора 8 есть не что иное, как регулирование вспомогательного потока, который от номинального значения может колебаться в широких пределах, тем самым
отнимая или добавляя энергию маховика 3, направляемую к резьбовому соединению, обеспечивая необходимую высокую точность затяжки.
Формула изобретения Способ затяжки резьбовых соединений, заключающийся в предварительной затяжке и окончательной затгяжке за счет приложения к резьбовому соединению энергии инерционных масс гайковерта, отличающийся тем, что, с целью повышения точности, сообщают угловое перемещение с жесткостью переменной величины корпусу гайковерта, определяют скорости шпинделя на холостом ходу и в момент окончания предварительной затяжки рассчитывают угловую жесткость С резьбового соединения по формуле
c K«fe- ,
где Кн - номинальная угловая жесткость корпуса гайковерта;
Фх.х - угловая скорость шпинделя на холостом ходу;
(Уп.з - угловая скорость шпинделя в момент окончания предварительной затяжки, производят корректирование номинальной угловой скорости Кн.к. корпуса гайковерта до величины;
С
Кн.
к.
С С
чг+г-1
н н
где Сн номинальная угловая жесткость резьбового соединения, а величину момента Мок окончательной затяжки определяют по формуле
Мок Мп.з. + V-г- Сн Кн
Сн+ Кк
где М п.з. - момент предварительной затяжки;
Т - энергия инерционных масс гайковерта.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ И УПРАВЛЕНИЯ ЗАТЯЖКОЙ РЕЗЬБОВЫХ СОЕДИНЕНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2037392C1 |
| Электромеханический гайковерт | 1991 |
|
SU1825725A1 |
| СПОСОБ СБОРКИ РЕЗЬБОВОГО СОЕДИНЕНИЯ | 1993 |
|
RU2103156C1 |
| Электромеханический гайковерт | 1990 |
|
SU1743838A1 |
| ГАЙКОВЕРТ | 2011 |
|
RU2473417C1 |
| Способ сборки резьбовых соединений и устройство для его осуществления | 1991 |
|
SU1821351A1 |
| Электромеханический гайковерт | 1988 |
|
SU1565669A2 |
| Способ испытания ударных гайковертов | 1978 |
|
SU746238A1 |
| МНОГОШПИНДЕЛЬНЫЙ ГАЙКОВЕРТ | 2012 |
|
RU2508978C2 |
| ИНЕРЦИОННЫЙ ГАЙКОВЕРТ | 2013 |
|
RU2535835C2 |
Изобретение относится к машиностроению, а именно к способам сборки резьбовых соединений, и может быть использовано в его различных отраслях для стабильной затяжки резьбовых соединений. Цель изобретения - повышение точности затяжки Для этого в способе затяжки резьбовых соединений, включающем предварительную и окончательную затяжки, в процессе предварительной затяжки производят контроль жесткости резьбового соединения и обеспечивают возможность углового перемещения с жесткостью переменной величины корпуса гайковерта, а момент окончательной затяжки Определяют с учетом предварительного момента, энергии инерционных масс гайковерта после предварительной затяжки и жесткости системы гайковерт - резьбовое соединение. 1 ил.
г, ч Л-4
rrv
4 1
S
f-n
°N
x
X
-.TJ
| Способ сборки резьбовых соединений и устройство для его осуществления | 1988 |
|
SU1504083A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
