Изобретение относится к области сварки пластмасс и может быть использовано для соединения труб при ремонте трубопроводов.
Известен способ соединения труб из термопластов, включающий установку между свариваемыми поверхностями колец из термопласта с электронагревательной спиралью и сварку труб путем пропускания электрического тока через спираль (заявка ФРГ №3611192, кл. В 29 С 65/20. 1987).
Известный способ не может быть использован при ремонте трубопроводов, когда после удаления дефектного участка в образовавшийся зазор необходимо ввести
мерную заготовку и приварить ее к трубопроводу.
Наиболее близким по технической сущности к изобретению является способ соединения труб из термопластов при ремонте трубопроводов, включающий установку между концами соединяемых труб патрубка вместо поврежденного вырезанного участка и сверху концов труб и патрубка.
В известном способе соединения концов труб и патрубка осуществляют посредством двух муфт, устанавливаемых на концах труб после удаления поврежденного участка, и затем на зачищенные стыковые швы между торцами труб и патрубка. Однако указанный способ не позволяет получать
сл
xj
ю о
со
надежное сварное соединение из-за возможных несплошностей стыковых швов между торцами закрепленных неподвижно труб и патрубком, поскольку соединение их осуществляется без создания осевого усилия, и швов между образующей поверхностью концов труб, патрубка и муфтой. Кроме того, недостатком известного способа является большая трудоемкость, т.к. требуется соединить торцы труб и патрубка, после чего после установки на них муфты соединить ее с концами труб и патрубка, а также необходимость механической обработки всей поверхности труб в зоне соединения, а не только торцов труб.
Целью изобретения является повышение надежности соединения и снижение трудоемкости процесса.
Указанная цель достигается тем, что в способе соединения труб из термопластов при ремонте трубопроводов перед установкой между концами труб патрубка каждый конец трубы зажимают между основание/ч и полухомутом обоймы, после чего в канавку основания из, торцов труб размещают кольцо с электронагревательной спиралью и концы труб отгибают, а установку патрубка осуществляют на свободные концы оснований обойм между кольцами, затем концы труб возвращают в исходное положение, устанавливая патрубок соосно Трубам с натягом относительно них и колец. Кроме того, установку патрубка соосно трубам осуществляют путем зажима концов патрубка между свободными концами оснований обойм и дополнительными зажимами полухомутами. Сварку концов труб и патрубка осуществляют путем пропускания электрического тока через электронагревательную спираль колец.
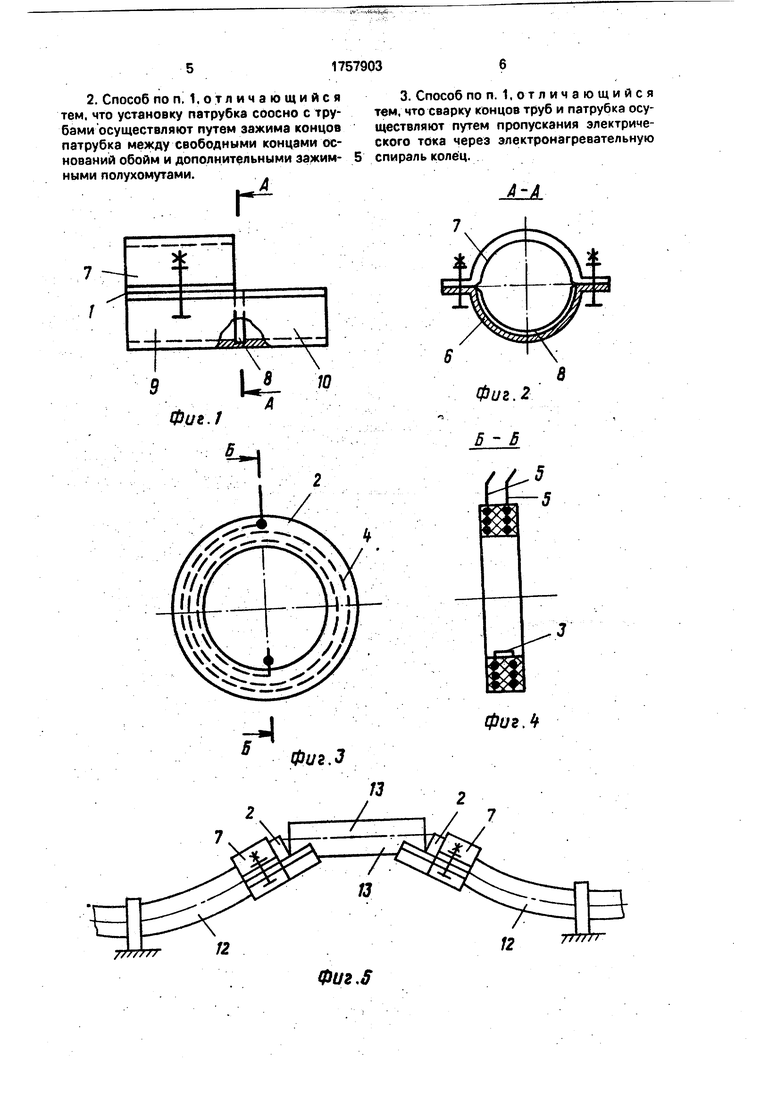
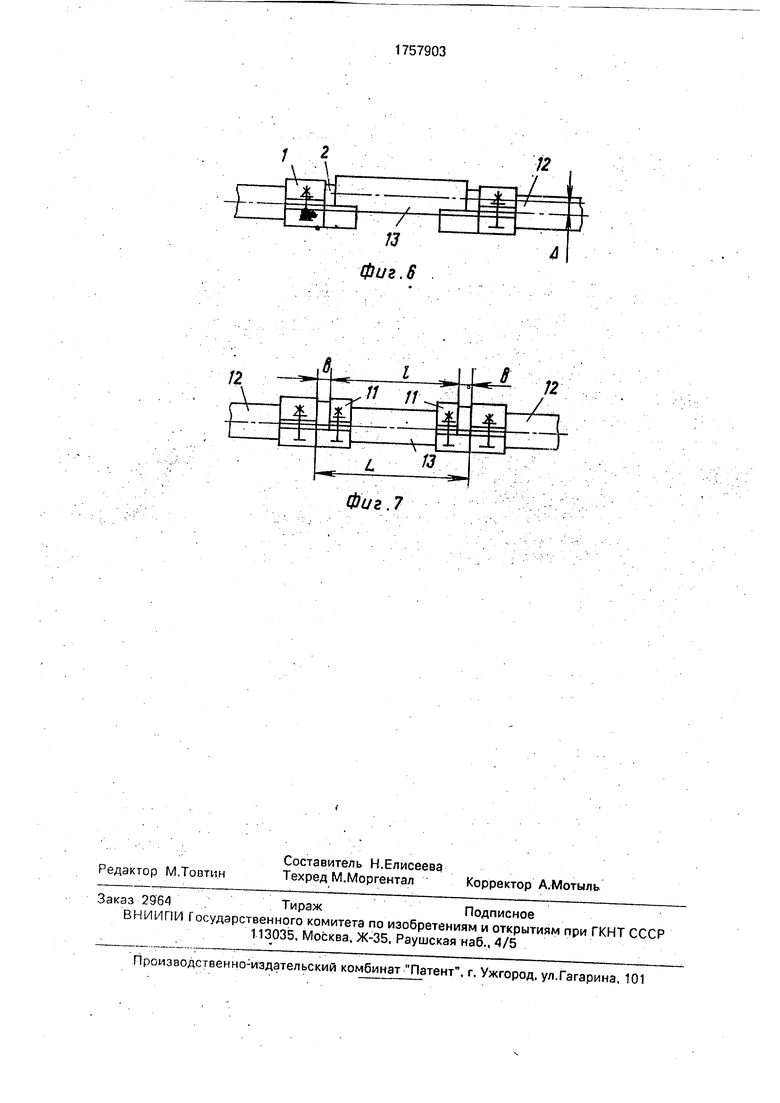
Сущность изобретения поясняется чертежами, где на фиг. 1 изображена обойма для установки соединяемых деталей, на фиг. 2 - разрез А-А на фиг. 1, на фиг. 3 - кольца из термопласта с электронагревательной спиралью, на фиг. 4 - разрез Б-Б на фиг. 3, на фиг. 5 - установка патрубка между концами труб, на фиг. 5 - возвращение кон- цоа труб в исходное положение, на фиг. 7 - установка патрубка соосно трубам.
Способ соединения труб из термопластов заключается в следующем.
Для осуществления способа используют обойму 1 и кольцо из термопластов 2, соответствующее по размерам сечению свариваемых труб. На рабочих поверхностях этого кольца размещены соединенные между собой перемычкой 3 электронагревательные спирали 4 со свободными концами 5. Обойма 1 содержит основание 6 и полухомут 7. Основание б канавкой 8, предназначенной для крепления кольца 2 и расположенной в его средней части, разделено на два участка 9 и 10. Полухомут 7 крепится к
участку 9. К участку 10 может быть прикреплен дополнительный полухомут 11.
Удаляют дефектный участок трубопровода длиной L после чего каждый конец трубы 12 зажимают между участком 9 осно0 вания 6 и полухомутом 7. В канавку 8 основания 6 у торцов труб 12 размещают кольцо 2 толщиной Ь с электронагревательной спиралью 4, Концы труб 12 отгибают. На свободные концы оснований 6 обойм, т.е. на
5 их участки 10, устанавливают патрубок 13. Таким образом патрубок 13 размещают между кольцами 2 и соединенными концами труб 12. Длину Т патрубка 13 определяют по формуле: I L - 2Ь, где
0 L - длина удаленного участка трубопровода,
Ь- толщина кольца.
Концы труб 12 вместе с установленными между ними кольцами 2 и патрубком 13 воз5 вращают в исходное положение. При этом ось патрубка 13 смещена от оси труб на величину . После этого устанавливают патрубок 13 соосно трубам 12 с натягом относительно них и колец. Для этого на
0 свободные концы оснований в обойм (участки 10) устанавливают дополнительные зажимные полухомуты 11, зажимая концы патрубка 13- в этом положении патрубок 13 соосно трубам 12 и находится в односоос5 ном сжатом состоянии. Сварку концов труб и патрубка осуществляют путем пропускания электрического тока через электронагревательную спираль 4 колец 2. После остывания стыков обоймы 1 снимают с труб.
0 Формула изобретения
1. Способ соединения труб из термопластов при ремонте трубопроводов, включающий установку между концами соединяемых труб патрубка вместо повреж5 денного вырезанного участка и сварку концов труб и патрубка, отличающий- с я тем, что, с целью повышения надежности соединения и снижения трудоемкости процесса, перед установкой между концами
0 труб патрубка каждый конец трубы зажимают между основанием и полухомутом обоймы, после чего в канавку основания у торцов труб размещают кольцо с электронагревательной спиралью и концы труб отгибают, в
5 установку патрубка осуществляют на свободные концы оснований обойм между кольцами, затем концы труб возвращают в исходное положение, устанавливая патрубок соосно с трубами с натягом относительно них и колец.
2. Способ по п. 1,отличающийся тем. что установку патрубка соосно с трубами осуществляют путем зажима концов патрубка между свободными концами оснований обойм и дополнительными зажимными полухомутами.
А
I-
3. Способ по п. 1,отличающийся тем, что сварку концов труб и патрубка осуществляют путем пропускания электрического тока через электронагревательную спираль колец.

| название | год | авторы | номер документа |
|---|---|---|---|
| Тройник для соединения труб из термопластов | 1983 |
|
SU1122519A1 |
| УСТРОЙСТВО ДЛЯ ВЫПОЛНЕНИЯ ОТВЕРСТИЯ В ТРУБОПРОВОДЕ, НАХОДЯЩЕМСЯ ПОД ДАВЛЕНИЕМ | 2018 |
|
RU2680002C1 |
| Муфта для сварки труб из термопластов | 1982 |
|
SU1070812A1 |
| Устройство для сварки труб из термопластов | 1988 |
|
SU1641638A1 |
| ОСНАСТКА ДЛЯ СТЕНДОВЫХ ИСПЫТАНИЙ МАГИСТРАЛЬНЫХ НАСОСОВ | 2020 |
|
RU2733795C1 |
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ ЗОНЫ СВАРНОГО СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С ВНУТРЕННИМ ПРОТИВОКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2007 |
|
RU2342588C1 |
| ШАРОВОЙ КРАН-КОНДЕНСАТОСБОРЩИК | 2006 |
|
RU2327073C1 |
| ФИТИНГ | 2023 |
|
RU2822673C1 |
| Способ изготовления соединительнойМуфТы из ТЕРМОплАСТА | 1979 |
|
SU827308A1 |
| Устройство для сварки встык полимерных труб | 1981 |
|
SU1052399A1 |
Использование: изобретение относится к области сварки пластмасс и может быть использовано для соединения труб при ремонте трубопроводов для получения надежного соединения и снижения трудоемкости процесса. Сущность изобретения: в способе соединения труб из термопластов прм ремонте трубопроводов перед установкой между концами труб патрубка каждый конец трубы зажимают между основанием и полухомутом обоймы. После этого в канавку основания у торцов труб размещают кольцо с электронагревательной спиралью и концы труб отгибают. Устатновку патрубка осущест- вляют на свободные концы оснований обойм между кольцами. Затем концы труб возвращают в исходное положение, устанавливая патрубок соосно трубам с натягом относительно них и колец. Кроме того, уста- новку патрубка соосно трубам осуществляют путем зажима концов патоубка между свободными концами оснований обойм и дополнительными зажимными полухомутами. Сварку концов труб и патрубка осуществляют путем пропускания электрического тока через электронагревательную спираль колец. 2 з.п. ф-лы, 7 ил. сл с
Фиг.1
йл.
4
н
Фиг.З
Фиг.5
Фиг. 2
Б - В
фиг Л
j2
фиг. 6
| Заявка ФРГ № 3611192 | |||
| кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Нейман Дж | |||
| и др | |||
| Сварка пластмасс, М.: Машгиз, 1961, с | |||
| Крутильный аппарат | 1922 |
|
SU234A1 |
