1
сл
ел ю
со со ;о
г/г./ Изобретение относится к сварке пластмасс, а именно к устройствам для сварки встык отдельных участков полимерных труб, в частности при строительстве трубопроводов. Известно устройство для сварки полимерных труб, содержащее центрирующее приспособление, выполненное в виде подвижного и неподвижного зажимов, торцовое приспособление и.электронагревательный дискСИ. Недостатком этого устройства является образование в процессе сварки в зоне стыка на внутренней поверхности трубы наплывов и утолщений, значительно уменьшаюплих проходное сечение трубы. Чтобы избежать этого, в данном устройстве применяется кольцевая оправка, имеющая полость трапецеидального сечения, позволяющая отбортовывать концы полимерных труб. Однако такая отбортоЁка не позволяет впоследствии сваривать концы труб, а предполагает иные виды их соединения, например болтовое соединение фланцев, хомутом, накидными гайками и т. п., что не позволяет использовать это устройство при проведении большинства монтажных работ трубопроводов. Наиболее близким по технической сущности и достигаемому результату к изобретению является устройство для сварки встык полимерных труб, содержащее центрирующее приспособление, выполненное в виде подвижного и неподвижного зажимов, ограничительную цангу в виде разжимного кольца и нагреватель, выполненный в виде шарнирно соединенных между собой профилированных полухомутов .с рукоятками 2. Недостаток указанного устройства заключается в том, что оно не позволяет сваривать трубы различных диаметров. Даже сварка труб одного диаметра вследствие отклонения диаметра труб от номинала (в пределах допуска 2 мм) и отсутствия в известном устройстве элементов, компенсирующих эти отклонения, делают процесс сварки затруднительным и резко ухудшают качество сварного соединения. Целью изобретения является повышение качества сварного соединения и расширение технологических возмокностей устройства. Указанная цель достигается тем, что в устройстве для сварки встык полимерных труб, содержащем центрирующее приспособление, выполненное в виде подвижного и неподвижного зажимов, ограничительную цангу в виде разжимного кольца и нагреватель в виде шарнирно соединенных между собой профилированных полухомутов с рукоятками, полухомуты нагревателя выполнены полыми с направляющими прорезями на наружной поверхности и снабжены установленными в полости полухомутов двумя парами ползушек, одна из которых расположена в зоне стыка полухомутов и подпружинена относительно рукояток, а другая - в зоне шарнира и подпружинена относительно полухомутов. Такое выполнение устройства позволяет создать равномерное температурное поле по всему свариваемому стыку, так как подпружиненные ползушки независимо от колебаний диаметра трубы находятся в сомкнутом положении и исключают нарушение целостности камеры, образованной кольцевой канавки на внутренней поверхности полухомутов, увеличивает прочность стыков труб. так как осадка труб продолжается еще в течение некоторого времени после заполнения расплавленным материалом кольцевой канавки на внутренней поверхности полухомутов. Вследствие того, что в этот отрезок времени происходит принудительное формирование кольцевого шва, исключается рыхлость и повышается прочность шва. На фиг. 1 изображено предлагаемое устройство в рабочем положении; на фиг. 2 - то же, поперечное сечение. Устройство для сварки встык полимерных труб содержит центрирующее приспособление, выполненное в виде подвижного 1 и неподвижного 2 зажимов, соединенных щтангой 3 и управляемых рукояткой 4, нагреватель 5 и ограничительную цангу 6. Нагреватель 5 выполнен в виде профилированных полых полухомутов 7 и 8, соединенных шарниром 9 и имеющих рукоятки 10, связанные пружинами 11. На внутренней поверхности нагревателя 5 выполнена кольцевая профилированная канавка 12, а в полости нагревателя установлен электронагревательный элемент 13 из нихромовой ленты. На наружной поверхности полухомутов нагревателя выполнены направляющие проР зи 14. В полости полухомутов .7 и 8 установлены две пары ползушек 15 и 16. Ползушки 15 расположены в зоне стыка полухомутов 7 и 8 и подпружинены относительно рукояток 4 пружинами 17. Нолзущки 16 расположены в зоне шарнира 9 и подпружинены относительно полухомутов пружинами 18. Нагреватель 5 снабжен тер.модатчиком 19. Ограничительная цанга 6 выполнена в виде пружинного разжимного кольца, снабженного радиально расположенными пружинами 20, через которые пропущен трос 21, связанный с управляющим элементом 22 посредством кольца 23. Устройство работает следующим образом. Соединяемые трубы 24 охватываются и зажимаются подвижными 1 и неподвижными 2 зажимами центрирующего приспособления, связанными посредством щтанги 3. Через одну из труб пропускается управляющий элемент 22, а в области стыка внутри трубы помещается ограничительная цанга 6, предварительно обернутая термостойкой слюдой 25, предотвращающей прилипание трубы к ограничительной цанге. Подготовленная таким образом зона стыка труб оборачивается слюдой 25 снаружи, после чего на трубу устанавливается нагреватель 5. При помощи рукояток 10 нагревателя происходит обжатие стыка труб до тех пор, пока ползушки 15 и 16 не сом.кнутся. После этого положение рукояток 10 фиксируется пружиной 11, а на электронагревательный элемент 13 подается напряжение и происходит нагрев и оплавление кромок свариваемых труб. При достижении определенной температуры, определяемой по термодатчику 19, при помощи рукоятки 4 происходит сдавливание труб. При этом расплавленный материал вытесняется в кольцевую канавку 12 и заполняет ее. Таким образом на наружной поверхности свариваемых труб образуется утолщение, соответствующее профилю канавки 12, а на внутренней поверхности трубы образованию утолщений препятствует ограничительная цанга 6. После заполнения полости кольцевой-канавки нагревателя 5 в течение некоторого времени происходит принудительное формирование сварного щва, при этом ползущки 15 и 16, перемещаясь относительно полухомутов 7 и 8 нагревателя 5, всегда остаются в сомкнутом положении и препятствуют нарущению целостности камеры, образованной кольцевой кана,вкой нагревателя 5. После окончания сварки щва ограничительная цанга 6 при помощи управляющего элемента 22 отжимается от внутренней поверхности свариваемой трубы, при этом радиально расположенные пружины 20, через которые пропуТцен трос 21, сжимаются и не препятствуют продвижению цанги по трубе.
Предлагаемое устройство обеспечивает изготовление качественного сварного соединения труб, позволяет сваривать трубы различных диаметров.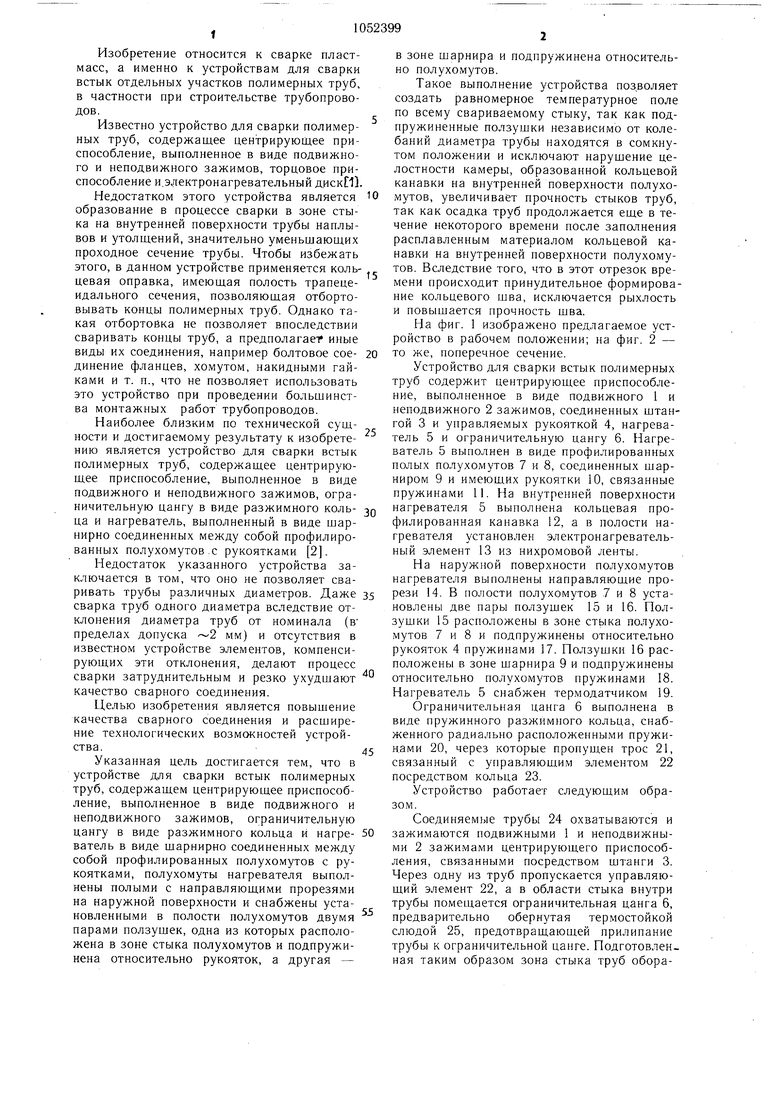

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки деталей из полимерных материалов | 1982 |
|
SU1100108A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ И ЦЕНТРИРОВАНИЯ СВАРИВАЕМЫХ ТОРЦОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393947C2 |
| Внутренний центратор | 1984 |
|
SU1191237A1 |
| Внутренний центратор | 1982 |
|
SU1082592A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С КОЛЬЦЕВЫМИ СВАРНЫМИ ШВАМИ | 1995 |
|
RU2080226C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2156184C2 |
| Устройство для контактной стыковой сварки многопроволочных изделий | 1981 |
|
SU990454A1 |
| СПОСОБ СБОРКИ КОЛЬЦЕВЫХ СТЫКОВ ТРУБ ПОД СВАРКУ | 1991 |
|
RU2102211C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393946C2 |
| СВАРНОЕ СОЕДИНЕНИЕ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2012 |
|
RU2503873C1 |
УСТРОЙСТВО ДЛЯ СВАРКИ ВСТЫК ПОЛИМЕРНЫХ ТРУБ, содержащее центрирующее приспособление, выполненное в виде подвижного и неподвижного зажимов, ограничительную цангу в виде разжимного кольца и нагреватель в виде щарнирно соединенных между собой профилированных полухомутов с рукояткамч отличающееся тем, что, с целью повышения качества сварного соединения и расщирения технологических возможностей устройства, полухомуты нагревателя выполнены полыми с направляющими прорезями на наружной поверхности и снабжены установленными в полости полухомутов двумя парами ползушек, одна из. которых расположена в зоне стыка полухомутов и подпружинена относительно рукояток, а другая - в зоне шарнира и подпружинена относительно полухомутов.
фиг. г
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО для СВАРКИ ПОЛИМЕРНЫХ ТРУБ | 0 |
|
SU211062A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Семячкин С | |||
| Е | |||
| Сварка пластмасс в строительстве | |||
| М., Изд-во литературы по строительству, 1968, с | |||
| Устройство для разметки подлежащих сортированию и резанию лесных материалов | 1922 |
|
SU123A1 |
