S/S/ ///S-/77 ZZl
rl
ZZZZZZZ
1к
ZZZZZ
ZZZ
Фиг. 1
сл
00 00 09 О
Изобретение относится к кожухотруб- ным теплообменникам и может быть использовано в теплообменных аппаратах и в конденсаторах паровых турбин.
Известна теплообменная труба, содержащая конфузорно-диффузорные участки, при этом в наименьшем сечении эти участки имеют форму правильных многоугольников и многоугоЛь ни к 1 аждЬго последующего участка повернут относительно предыдуще- гоГПри протекании рабочей среды по трубе прбисходит ее последовательное расширение и сжатие на конфузорно-диффузорном участке. При этом среда турбулизуется. Поворот конфузорно-диффузорного участка и соответственно участков перехода один относительно другого обеспечивает дополнительную турбулентность пристенного слоя потока рабочей среды Наружный поток рабочей среды турбулизируется за счет переходных участков больше, чем при смывании круглой гладкой трубы.
Недостатками такой теплообменной трубы являются невозможность использования наружного оребрения для интенсификации теплообмена, а также технологическая трудоемкость ее изготовления,
Известна теплообменная труба, состоящая из чередующихся по длине трубы участков, имеющих овальное входное и выходное сечения с взаимно перпендикулярными большими осями овалов Образующая трубы на каждом участке выполнена в виде плавной линии, соединяющей входное и выходное сечения участка При этом в промежуточных сечениях образуются овалы с соотношениями осей, отличающимися от соотношений входного и выходного сечений. Большие оси овалов расположены под углом 45° к оси трубы. По длине трубы образуются дмффузорные и конфузорные участки.
В процессе работы трубы среда, проходящая внутри нее, закручивается благодаря перетеканию из одного сечения в другое, перпендикулярное ему. Участки увеличенных скоростей во входном и выходном овальных сечениях чередуются с участками пониженных скоростей в областях между ними. Это приводит к интенсивному смешиванию слоев жидкости за счет возникновения кавитационного режима течения в сопловых сечениях. Около стенок трубы скорость прохождения особенно увеличивается, что разрушает неподвижный слой жидкости на стенках и интенсифицирует теплообмен. Снаружи трубу омывает пар и за счет протекания внутри трубы охлаждающей среды конденсируется на ее поверхности.
Недостатками этой теплообменной трубы являются невозможность использования наружного оребрения для интенсификации теплообмена, а также технологическая трудоемкость ее изготовления.
Известна теплообменная труба, внутри которой размещена турбулизирующая вставка, выполненная в виде гофрированной ленты, линии перегибов которой распо0 ложены под углом друг к другу и к стенкам трубы с образованием на торцах ленты точек пересечения и размещены в одной плоскости, смещенной относительно центральной оси трубы. Дополнительные линии
5 гибов перпендикулярны торцам ленты, проходят через указанные точки пересечения м расположены в различных плоскостях с образованием а продольном сечении трубы конфузорно-дмффузорного канала. Такое
0 выполнение способствует возникновению неоднородного поля давления по длине трубы и позволяет перетекать теплоносителю из одной зоны течения в другую, что приводит к дополнительной турбулиэации потока
5 в плоскости поперечного сечения трубы. Так как данная труба круглая и гладкая, то поэтому она может быть выполнена снаружи и сребренной с целью интенсиф-жаими теплообмена при конденсации пара на ее на0 ружной поверхности
Недостатками зтой трубы являются низкий коэффициент теплоотдачи с внутренней стороны, так как приведенная конструкция турбулизирующей вставки не обеспечивает
5 надлежащей закрутки потока, а следовательно, его турбулизацию и, кроме того, она не позволяет получить длину конфузорного участка больше длины диффузорного участка, что также ухудшает турбулизацию пото0 ка, а следовательно, не позволяет получать высокие коэффициенты теплоотдачи с внутренней стороны трубы, а также нетехнологичность конструкции такой теплообменной трубы.
5 Наиболее близкой к предлагаемой является теплообменная труба с размещенной внутри нее турбулизирующей вставкой, состоящей из примыкающих друг к другу усеченных конусов так, что между внутренней
0 поверхностью теплообменной трубы и вставкой образуется кольцевой канал типа диффузор-конфузор Благодаря наличию участков увеличенных скоростей м пониженных скоростей, чередующихся друг с дру
5 гом, происходит интенсивное смешивание слоев жидкости за счет возникновения кавитационного режима течения в сопловых се чениях. Около стенок трубы скорость прохождения особенно увеличивается, что разрушает неподвижный слой жидкости HP
стенках и интенсифицирует теплообмен. Снаружи трубу омывает пар или жидкость и соответственно за счет протекания внутри трубы охлаждающей среды пар конденсируется на ее поверхности, а жидкость охлаждается.
Недостатками известной теплообмен- ной трубы являются трудоемкость ее изготовления, большая массатурбулизирующей вставки, сложность крепления последней внутри трубы, повешенное гидравлическое сопротивление.
Цель изобретения - повышение технологичности.
Указанная цель достигается тем, что в предлагаемом способе изготовления тепло- обменной трубы с размещенной- внутри вставкой последнюю выполняют из двух идентичных частей, каждая из которых состоит из лентьг и прикрепленных к ней конических полуобечаек, а перед установкой частей вставки в трубу ленты жестко соединяют друг с другом, между полуобечайками располагают полуцилиндрические участки длиной, равной разности длин конфузорных и диффузорных участков, а перед соедине- нием частей вставки их смещают относительно друг друга в продольном направлении на расстояние, равное длине конфузорного участка.
Не известны способы изготовления теп- лообменных труб с размещенной внутри вставкой, в которых вставку выполняют из двух идентичных частей, каждая из которых состоит из ленты и прикрепленных к ней конических полуобечаек, а перед установ- кой частей вставки в трубу ленты жестко соединяют друг с другом, а также не известны способы, в которых между полуобечайками располагают полуцилиндрические участки длиной, равной разности длин кон- фузорных и диффузорных участков, а перед соединением частей вставки их смещают относительно друг друга в продольном направлении на расстояние, равное длине конфузорного участка.
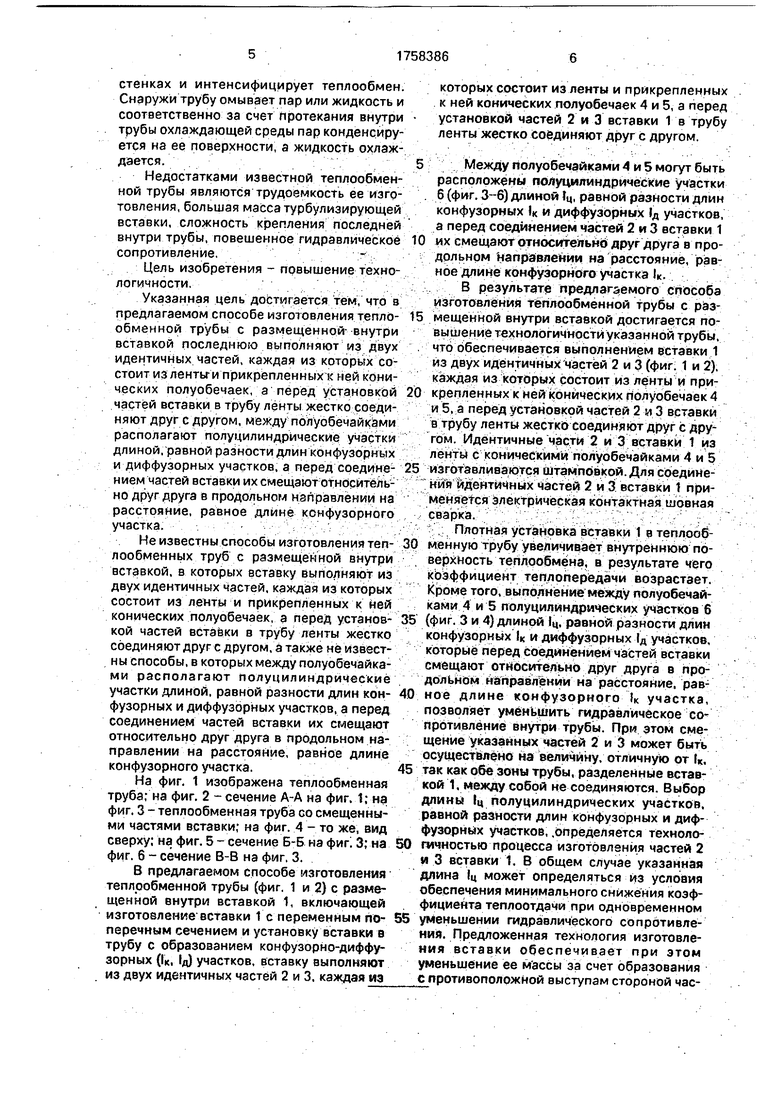
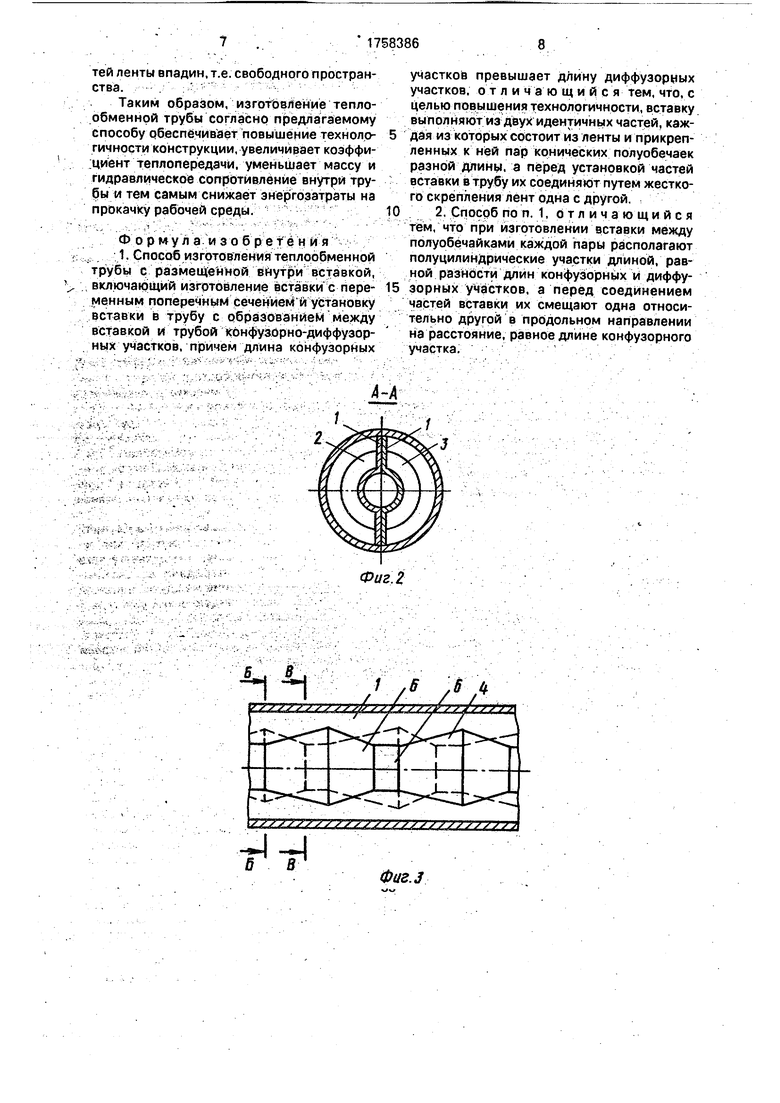
На фиг. 1 изображена теплообменная труба; на фиг. 2 - сечение А-А на фиг, 1; на фиг. 3 - теплообменная труба со смещенными частями вставки; на фиг. 4 - то же, вид сверху; на фиг. 5 - сечение Б-Б на фиг. 3; на фиг. б - сечение В-В на фиг. 3.
В предлагаемом способе изготовления теплообмен ной трубы (фиг. 1 и 2} с размещенной внутри вставкой 1, включающей изготовление вставки 1 с переменным по- перечным сечением и установку вставки в трубу с образованием конфузорно-диффу- зорных (1К, 1д) участков, вставку выполняют из двух идентичных частей 2 и 3, каждая из
которых состоит из ленты и прикрепленных к ней конических полуобечаек 4 и 5, а перед установкой частей 2 и 3 вставки 1 в трубу ленты жестко соединяют друг с другом.
Между пояуобечэйками 4 и 5 могут быть расположены полуцилиндрические участки 6 (фиг. 3-6) длиной 1Ц, равной разности длин конфузорных к и диффузорных 1Д участков, а перед соединением частей 2 и 3 вставки 1 их смещают относительно друг друга в продольном направлении на расстояние, равное длине конфузорного участка 1К.
В результате предлагаемого способа изготовления теплообменной трубы с размещенной внутри вставкой достигается повышение технологичности указанной трубы, что обеспечивается выполнением вставки 1 из двух идентичных частей 2 и 3 (фиг. 1 и 2), каждая из которых состоит из ленты и прикрепленных к ней конических полуобечаек 4 и 5, а перед установкой частей 2 и 3 вставки в трубу ленты жестко соединяют друг с другом. Идентичные части 2 и 3 вставки 1 из ленты с коническими полуобечайками 4 и 5 изготавливаются штамповкой. Для соединения идентичных частей 2 и 3 вставки t применяется электрическая контактная шовная сварка.
Плотная установка вставки 1 в теплооб- менную трубу увеличивает внутреннюю поверхность теплообмена, в результате чего коэффициент теплопередачи возрастает. Кроме того, выполнение между полуобечай- кэми 4 и 5 полуцилиндрических участков б (фиг. 3 и 4} длиной 1ц, равной разности длин конфузорных 1К и диффузорных 1Д участков, которые перед соединением частей вставки смещают относительно друг друга в продольном направлении на расстояние, равное длине конфузорного 1К участка, позволяет уменьшить гидравлическое сопротивление внутри трубы. При этом смещение указанных частей 2 и 3 может быть осуществлено на величину, отличную от 1К, так как обе зоны трубы, разделенные вставкой 1, между собой не соединяются. Выбор длины 1Ц полуцилиндрических участков, равной разности длин конфузорных и диффузорных участков, .определяется технологичностью процесса изготовления частей 2 и 3 вставки 1. В общем случае указанная длина 1ц может определяться из условия обеспечения минимального снижения коэффициента теплоотдачи при одновременном уменьшении гидравлического сопротивлений. Предложенная технология изготовления вставки обеспечивает при этом уменьшение ее массы за счет образования с противоположной выступам стороной частей ленты впадин, т.е. свободного пространства. : ; :;;: - ; :Л;-
Таким образом, изготовление тепло- обменной трубы согласно предлагаемому способу обеспечивает повышение технологичности конструкции,увеличивает коэффициент теплопередачи, уменьшает массу и гидравлическое сопротивление внутри трубы и тем самым снижает энергозатраты на прокачку рабочей среды.
Ф о р м у л а и з о б р е f ё н и я , 1. Способ изготовления теплорбменной трубы с размещенной внутри вставкой, включающий изготовление вставки с переменным поперечным сечением и установку вставки в трубу с образованием между вставкой и трубой конфузорно-диффузор- ных участков, причем длина конфузорных
участков превышает длину диффузорных участков, от л и ч а ю щ и и с я тем, что, с целью повышения технологичности, вставку выполняют из двух идентичных частей, каждая из которых состоит из ленты и прикрепленных к ней пар конических полуобечаек разной длины, а перед установкой частей вставки в трубу их соединяют путем жесткого скрепления лент одна с другой. ,
2, Способ по п. 1, о т л и ч а ю щ и и с я тем, что при изготовлении вставки между полуобечайками каждой пары располагают полуцилиндрические участки длиной, равной разности длин конфузорных и диффузорных участков, а перед соединением частей вставки их смещают одна относительно другой в продольном направлении на расстояние, равное длине конфузорного участка. 
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕПЛООБМЕННАЯ ТРУБА С РАЗМЕЩЕННОЙ ВНУТРИ ВСТАВКОЙ | 1991 |
|
RU2009433C1 |
| ТЕПЛООБМЕННАЯ ТРУБА С РАЗМЕЩЕННОЙ ВНУТРИ ВСТАВКОЙ | 1991 |
|
RU2027137C1 |
| Теплообменная труба | 1990 |
|
SU1746196A1 |
| ОРЕБРЕННАЯ ТЕПЛООБМЕННАЯ ТРУБА С РАЗМЕЩЕННОЙ ВНУТРИ ВСТАВКОЙ | 1992 |
|
RU2041441C1 |
| ТЕПЛООБМЕННЫЙ ЭЛЕМЕНТ И СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННОГО ЭЛЕМЕНТА | 2008 |
|
RU2377490C1 |
| ТЕПЛООБМЕННАЯ ТРУБА ДЛЯ ОТОПИТЕЛЬНОГО КОТЛА | 1995 |
|
RU2125219C1 |
| ВИХРЕВАЯ УСТАНОВКА ДЛЯ ВЫДЕЛЕНИЯ ВОДОРОДА ИЗ ВОЗДУХА | 1995 |
|
RU2095637C1 |
| ВИХРЕВАЯ УСТАНОВКА ДЛЯ ВЫДЕЛЕНИЯ ГОРЮЧЕЙ СОСТАВЛЯЮЩЕЙ ИЗ ВОЗДУХА | 1996 |
|
RU2107197C1 |
| ВИХРЕВАЯ УСТАНОВКА ДЛЯ ВЫДЕЛЕНИЯ ГОРЮЧЕЙ СОСТАВЛЯЮЩЕЙ ИЗ ВОЗДУХА | 1996 |
|
RU2107196C1 |
| Теплообменная труба | 1990 |
|
SU1788424A1 |
Использование1 теплообменные аппараты и конденсаторы паровых турбин. Сущность изобретения- изготавливают вставку 1 с переменным поперечным сечением, которую затем устанавливают в трубу с образованием конфузорно-диффузорных участков. Вставку 1 при этом выполняют из двух идентичных частей, каждая из которых состоит из ленты и прикрепленных к ней конических полуобечаек 4 и 5, а перед установкой частей вставки 1 в трубу ленты жестко соединяют друг с другом 1зп ф-лы, бил.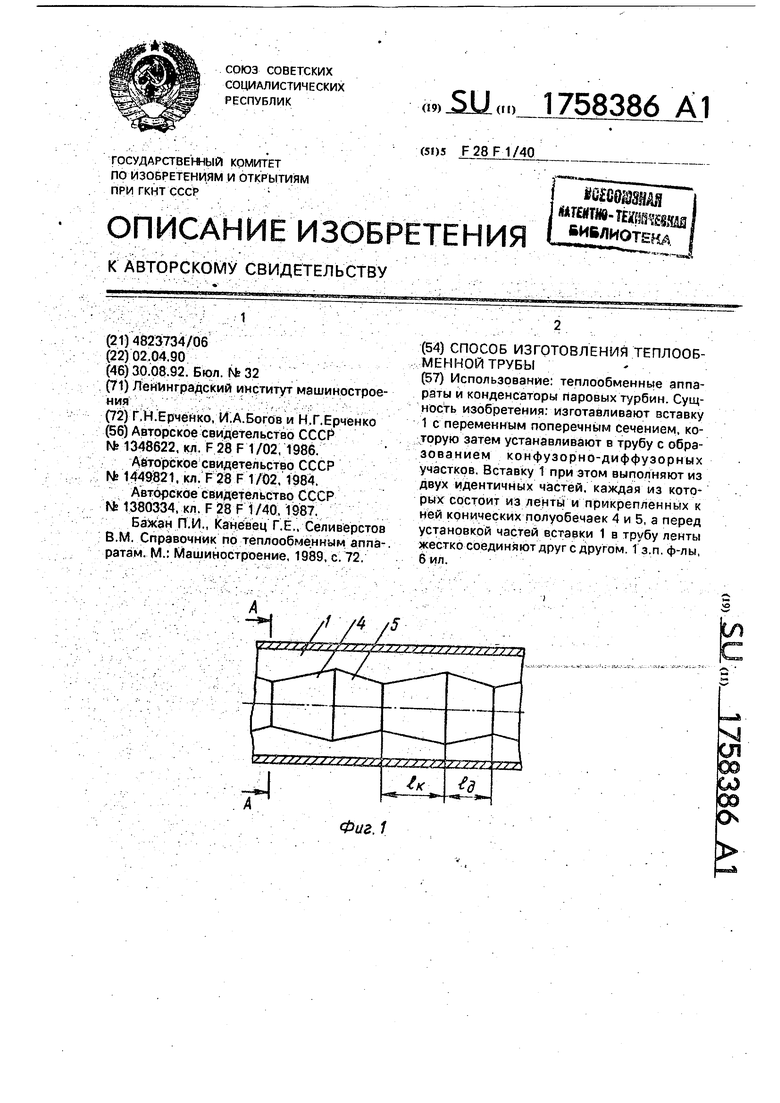
:-V-- .
Фиг.2,
Фаг.З
/ 5 6 4 23
Фаг. 4
| Теплообменная труба | 1986 |
|
SU1348622A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Пучок теплообменных труб | 1984 |
|
SU1449821A1 |
| кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Авторское свидетельство СССР № 1380334, кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Бажан П.И., Каневец Г.Е., Селиверстов В.М | |||
| Справочник по теплообменным аппаратам | |||
| М.: Машиностроение, 1989, с | |||
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
