Изобретение относится к химическому, нефтехимическому промышленному оборудованию, а именно к пластинчатым теплообменникам.
Известна конструкция пакета пластинчатого теплообменника, содержащего пластины, в которых боковая стенка уплот- нительного паза с одной стороны примыкает к выштампованным гофрам пластины, а с другой стороны боковая стенка паза имеет выдавки, выполненные вдоль паза на прямых участках в форме прямоугольника с местными углублениями, а на коллекторных участках - в форме полусферы синусоидально.
Наружная отбортовка такой пластины выполнена в плоскости пластины и имеет обрезную кромку на уровне впадин гофров основного поля пластины. Наличие выдавок на наружной боковой стенке паза позволяет ужесточить паз и создать конструкцию аппарата, работоспособного до 20 бар.
Однако сложность изготовления технологической оснастки для получения пластины с указанным профилем боковой стенки паза, а также сложность изготовления самой оснастки для прокладки идентичной форме паза с жесткими установочными допусками на размеры для разных марок резин с разным коэффициентом усадки являются недостатками данной конструкции.
Для таких пластин с боковой фигурной стенкой паза отбортовочное поле, за счет которого образуются профильные элементы, имеет завышенные конструктивные размеры.
Для других исполнений пластин, в частности пластин с горизонтальной гофрой, боковые стенки уплотнительного паза с целью увеличения жесткости выполнены вдоль всей длины в виде динусридально изогнутого контура с отбортовочн ым полем в плоскости пластины, обрезная крошка которой расположена на уровне высоты гофров основного поля пластины, либо с боковыми стенками без профильных элементов и с изогнутой отбортовкой, обрезная крошка
k/
оз
00 00
которой расположена ниже уровня гофров основного поля пластины, но с завышенной толщиной самой пластины с целью увеличения жесткости паза и применения аппарата на давление более 10 бар.
Недостатком данных конструкций также является сложность изготовления технологической оснастки для формовки и изготовления прокладок либо в другом случае завышенная металлоемкость.
Известна конструкция пакета пластин, у которых пластина имеет гладкую форму боковых стенок паза, а на наружной отбор- товке, выполненной в плоскости пластины на уровне высоты гофров основного поля пластины, выштампова ы выдавки в виде контактных упоров, имеющих форму транс- циидального выступа с впадиной в форме полусферы. Обрезная крошка отбортовки при этом профильная и соответствует форме контактных упоров. Аппараты с Пластинами данной конструкции обеспечивают работоспособность при давлении до 25 бар.
Однако в таком пакете пластин необходимо изготавливать сложную оснастку формовочного и обрубного штампов. Кроме того, отбортовка, выполненная в плоскости пластины, не обеспечивает безопасности работы обслуживающему персоналу в случае раскрытия канала, в связи с чем необходимо устанавливать защитные экраны, что связано с трудозатратами на их изготовление и дополнительной металлоемкостью.
Наиболее близким к предлагаемому является пакет теплообменника, в котором теплообменная пластина имеет по периметру паз с профилированной отбортовкой, обрезная кромка которой прямолинейная и расположена ниже уровня гофров основного поля пластины.
Боковые стенки паза имеют выдавки, однако при наложении смежных пластин друг на друга обеспечивается соединение шип-паз, так как пазы в любом их сечении относительно разреза имеют одинаковую конфигурацию, и верхние кромки выдавок при криволинейности нижних совпадают с верхними кромками паза, расстояние между которыми по всей длине постоянно. Прокладки по длине имеют одинаковое сечение, выступы с впадинами предохраняют от продольного и поперечного смещения прокладок, упрощается оснастка при изготовлении прокладок, обеспечивается техника безопасности.
Недостатками известного пакета теплообменника являются завышенная толщина пластины для работы на высоких параметрах, а также сложность изготовления формовочной оснастки. Кроме того, при увеличении давления (,0 кгс/см2) отмечается отгиб консольной части профилированной отбортовки, так как конструкция уплотнительного паза не имеет упоров со стороны консоли, а жесткость боковой стенки паза не обеспечивает устойчивости всего узла уплотнения.
Цель изобретения - на пластинах с
0 профильной отбортовкой при сохранении минимальных размеров отбортовочного поля увеличить устойчивость и прочность уп- лотнительного паза с одновременным утонением пластины и применением ее на
5 повышенные параметры работы.
Сущность изобретения состоит в том, что выступы выполнены в виде просечно-вытяжных элементов с просечной, лежащей в плоскости, параллельной продольной оси
0 паза, при этом вершины упомянутых элементов расположены на гребле отбортовки, а основания - на уровне гофров центральной зоны пластины. При этом просечно-вытяжные элементы выполнены на
5 профилированной отбортовке, обрезная крошка которой расположена ниже уровня гЬфров с сохранением минимальных конструктивных размеров самого отбортовочного поля за счет просечного элемента, позво0 лившего основание элемента максимально приблизить к уплотнительному пазу, обеспечив достаточную устойчивость и жесткость узла уплотнения на повышенные параметры работы. Достаточная устойчивость
5 и жесткость уплотнительного паза позволяет применять более тонкие пластины.
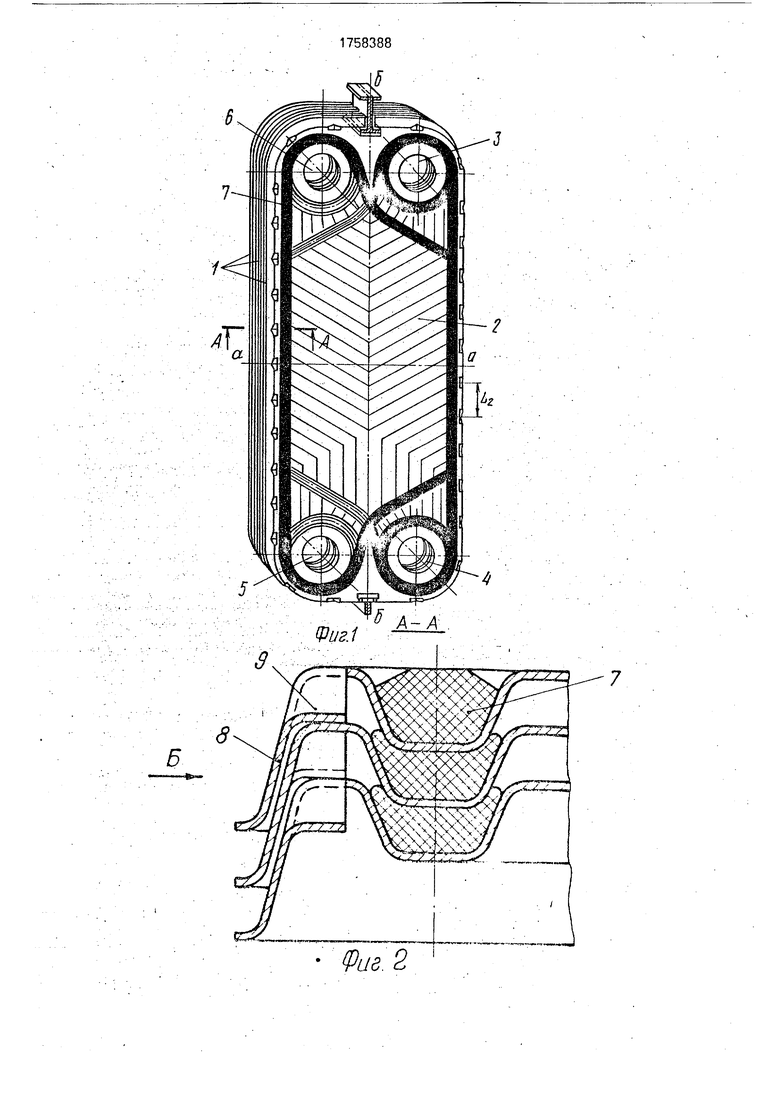
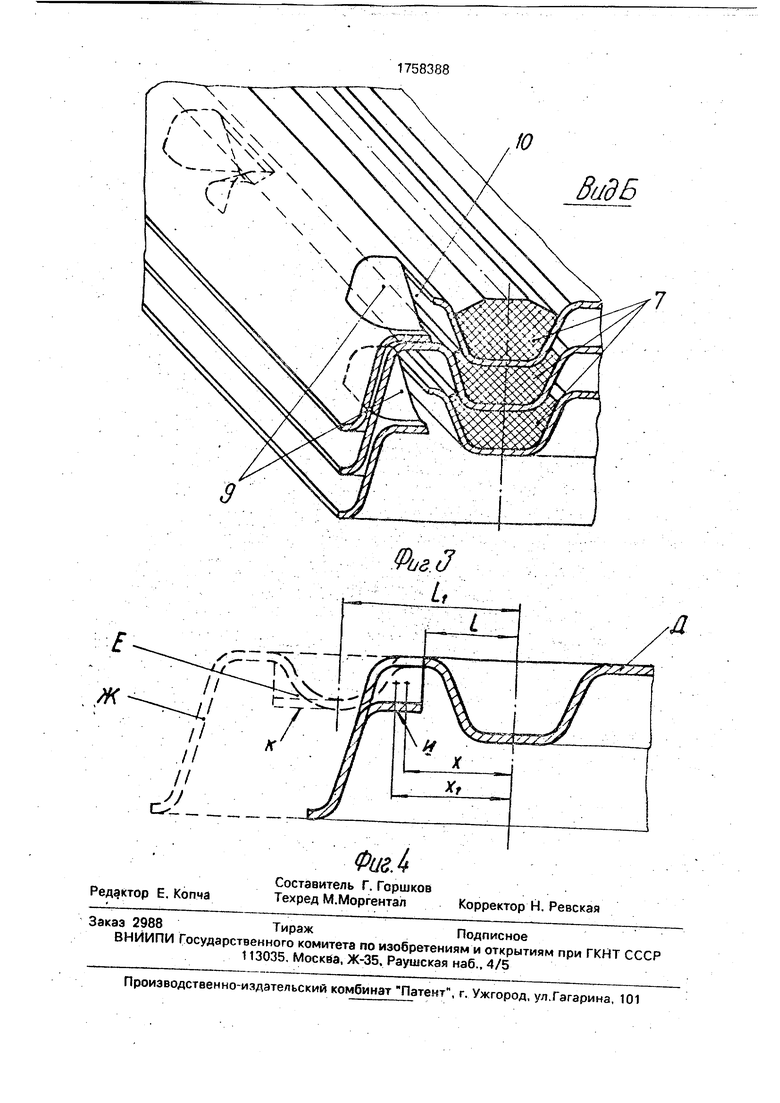
На фиг. 1 изображен пакет теплообменника; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 и 4 - вид уплотнительного паза с просеч0 но-вытяжными элементами и с профильной отбортовкой в аксонометрии.
Пакет теплообменника 1 содержит гофрированные пластины 2 прямоугольной формы. По углам пластины выполнены кол5 лекторные отверстия 3-6 для подвода и отвода теплообменивающихся сред.
Каждая пластина содержит уплотни- тельную прокладку 7, установленную в пазу для герметизации межпластинных каналов,
0 вокруг которых по наружному контуру - отбортовке 8, выполнены выступы 9 в виде просечно-вытяжных элементов с просечкой, лежащей в плоскости, параллельной продольной оси паза. Вершины 10 этих элемен
5 тов расположены на гребне отбортовки, а основания - на уровне гофров центральной зоны пластины. Данное решение позволяет максимально приблизить основание упора к пазу, а площадь перфорированной фигуры получить минимальной. Выступы с каждой
стороны пластины относительно продольной оси смещены относительно друг друга.
Каждая пластина в пакете охватывается отбортовкой последующей, в результате чего улучшается установка и центровка пластин относительно друг друга при сборке в пакет, а также при этом каждый канал в пакете закрыт экраном-отбортовкой.
Пластины устанавливаются друг относительно друга повернутыми на 180° вокруг оси б-б и зажаты в пакет до герметизации межпластинных каналов. Гофры при этом, контактируя между собой, образуют каналы сетчато-поточного типа, а выступы, вершины которых расположены на гребне отбор- товки, а впадины - на уровне гофров, поддерживают каждую последующую пластину посредине всех взятых участков.
Пакет теплообменника работает следующим образом.
Теплообменивающиеся среды поступают в каналы через коллекторные отверстия, движение которых в каналах осуществлено по схеме противотока. Поэтому, если в первом канале среда входит через отверстие 3 и выходит через отверстие 4, то во втором вход и выход осуществлен через коллекторные отверстия 5 и 6 соответственно. Конвективный теплообмен между средами происходит через гофрированную стенку пластины 2.
При сжатии пакета, когда усилие на прокладку может быть до 120кгс/см, наружная боковая стенка паза, подпертая изогнутой отбортовкой с выступами 9, обладает достаточной устойчивостью и запасом прочности на повышенные параметры.
В сочетании с отбортовкой, когда обрезная прямолинейная кромка расположена ниже уровня гофров, выступы максимально приближены к пазу, при этом уменьшено плечо изгиба, что позволяет значительно увеличить моменты инерции и сопротивления как в точке опоры по отношению к изгибающему моменту, так и на участке между опорами по отношению к крутящему предельному моменту. В результате повышенного запаса прочности укрепляющего участка отбортовки выступы могут быть
выполнены дискретно и интервал между ними зависит от толщины и свойств материала.
Использование предлагаемой конструкции пластин позволяет достичь большой
устойчивости и жесткости уплотнительного паза, за счет чего обеспечивается надежность работы пакета пластин.
Формула изобретен и я
Пакет теплообменника, содержащий прямоугольные тгйастины с центральной гофрированной и периферийной коллекторной зонами, по периметру которых выполнен паз с выступами и эластичной прокладкой, имеющий профилированную отбортовку, кромка которой расположена ниже уровня паза, при этом гребень отбортовки одной пластины расположен во впадине соседней, отличающийся тем, что, с целью повышения прочности, выступы выполнены в виде просечно-вытяжных элементов с просечкой, лежащей в плоскости, параллельной продольной оси паза, при
этом вершины упомянутых элементов расположены на гребне отбортовки, а основания - на уровне гофров центральной зоны пластины.
Фаз 2
ю
ВидБ
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАСТИНА ТЕПЛООБМЕННИКА | 1990 |
|
RU2008602C1 |
| Пластина теплообменника | 1973 |
|
SU502614A3 |
| ТЕПЛООБМЕННИК ПЛАСТИНЧАТЫЙ | 2004 |
|
RU2282124C2 |
| Пластина теплообменника | 1972 |
|
SU467527A3 |
| СЕТЧАТЫЙ ПРОФИЛЬ ДЛЯ КАРКАСА МЕЖКОМНАТНЫХ ПЕРЕГОРОДОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2393041C2 |
| Трубчато-ребристый теплообменник | 1985 |
|
SU1307203A1 |
| СПОСОБ ГЛУШЕНИЯ ШУМА | 2013 |
|
RU2534639C2 |
| Пластинчатый теплообменный элемент | 1979 |
|
SU974090A1 |
| ПРОФИЛЬ МАЯЧКОВЫЙ СЕТЧАТЫЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2395653C1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ФИГУРНЫХ КОНИЧЕСКИХ ДЕТАЛЕЙ | 1993 |
|
RU2065793C1 |
Использование: в химической, нефтяной и других областях. Сущность изобретения: пакет содержит прямоугольные пластины с центральной гофрированной зоной. По периметру пластин выполнен паз с выступами и эластичной прокладкой. Выступы выполнены в виде просечно-вытяжных элементов с просечкой. Последняя лежит в плоскости, параллельной продольной оси паза. Вершины упомянутых элементов расположены на гребне отбортовки, основания их - на уровне гофров. 4 ил.
| Wort Cooling with the APV Paraflow | |||
| Счетная бухгалтерская линейка | 1922 |
|
SU386A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| APV Paraflow, Type R50 | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ТЕПЛООБМЕННАЯ ПЛАСТИНА | 0 |
|
SU329367A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
