Изобретение относится к области строительства, в частности к конструкции сетчатого (стоечного и направляющего) профиля, используемого в качестве элемента каркаса межкомнатных перегородок, и способу его изготовления.
Известен С-образный термопрофиль сетчатый рельефный (патент на полезную модель RU 59661 U1 от 27.12.2006 г.), состоящий из сетчатой стенки, двух полок и отгибов, направленных внутрь профиля. По оси симметрии стенки расположено продольное ребро жесткости. Сетчатая поверхность стенки образована симметрично расположенными относительно его продольной оси рядами ячеек, размещенных в шахматном порядке. При этом на двух внутренних рядах ячейки имеют форму вытянутого шестиугольника, расстояние между которыми равно стороне шестиугольника рядом расположенного ряда, а в двух крайних рядах ячейки имеют форму равнобедренной трапеции, равной половине шестиугольника, и по обе стороны от сетчатой конструкции нанесен рельеф, переходящий на боковые полки и отгибы.
Данный профиль используется в качестве несущего элемента каркаса быстро-возводимых зданий, где необходимо исключить влияние « мостиков холода».
Известен способ изготовления просечно-вытяжной сетки (RU №2146179 С1 от 10.03.2000 г.) из заготовки - полосы или ленты, при котором по всей ширине заготовки одновременно образуют расчетное число рядов полосок, которые одновременно прерывисто в продольном направлении надрезают со смещением на половину шага надреза, одновременно надрезы формообразуют, придавая заготовке просечно-отформованное состояние. Затем заготовку растягивают в поперечном направлении до заданного размера сетки и заданной формы ячейки зацепами за формообразования крайних полос.
Недостатком данного способа является невозможность его применения для производства просечно-вытяжных профилей.
Известен способ изготовления профиля углового сетчатого (RU N 2240194 С1 от 20.11.2004 г.), который включает подачу ленты в многоклетьевой профилегибочный стан, в котором образуют перфорацию заготовки и формируют профиль. Предварительно по длине заготовки вдоль ее оси симметрии формируют продольный желоб, перфорацию заготовки образуют в виде ромбовидной сетки путем нанесения на поверхность заготовки рядов продольных прорезей, равных по длине и расположенных в соседних рядах со смещением друг относительно друга на половину шага и дальнейшей вытяжкой прорезей до расчетной ширины ромба от краев заготовки к ее центру с последовательным переходам по клетям. Профиль формируют в виде угла между сетчатыми полками профиля их последовательной подгибкой навстречу друг другу в профилегибочном стане. После формирования угла осуществляют выравнивание внешней поверхности полок профиля в дополнительной рабочей клети.
К недостатку описанного способа относится невозможность изготовления профилей сетчатых С или П-образного поперечного сечения, у которых вытяжка рядов прорезей производится не от краев заготовки (ленты), а в центральной части.
Задача изобретения заключается в расширении возможностей применения просечно-вытяжных профилей в строительстве в целях экономии металла, так как для изготовления данных профилей используются заготовки с шириной, меньшей на величину вытяжки прорезей стенки.
Поставленная задача решается за счет изменения технологии изготовления профилей толщиной менее 1 мм, используемых в качестве элементов каркаса межкомнатных перегородок, и способом их изготовления.
Ограничение толщины профиля менее 1 мм обосновано нецелесообразностью использования больших толщин, так как данные профили предназначены для крепления гипсокартона, и при толщине менее 1 мм обеспечивают высокие прочностные характеристики.
При изготовлении сетчатых профилей для каркаса межкомнатных перегородок на заготовку симметрично продольной оси наносят группы рядов прорезей под углом к продольной оси и расположенных навстречу друг другу(елочкой), а далее заготовку подают в профилегибочный стан, где полученные прорези растягивают в поперечном направлении валками профилегибочного стана до получения сетчатой поверхности заданных размеров.
Способ изготовления сетчатого профиля для каркаса межкомнатных перегородок осуществляют следующим образом.
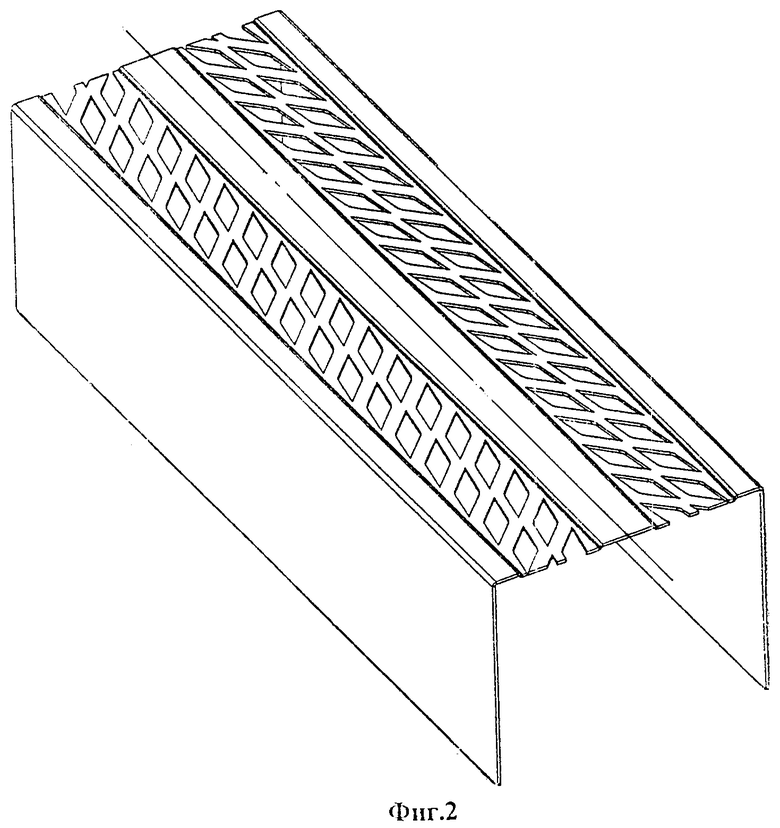
Заготовку в виде полосы заданной ширины с разматывателя подают в валки ротационной установки для просечки в центральной части заготовки симметрично продольной оси групп рядов прорезей. Прорези в рядах одной группы выполнены параллельными между собой, равными по длине и расположенными в шахматном порядке со смещением на половину шага, под углом к оси профилирования навстречу друг другу. На фиг.1 представлена заготовка с двумя рядами прорезей симметрично продольной оси профилирования.
Далее заготовку направляют в профилегибочный стан, где полученные прорези растягивают в поперечном направлении валками профилегибочного стана до получения сетчатой поверхности с рядами ромбовидных ячеек расчетной ширины. В первой клети профилегибочного стана по оси симметрии формируют ребро жесткости для фиксации заготовки. В следующей клети в заготовке формируют симметрично расположенные гофры в виде замка, которые обеспечивают ввод и удержание заготовки в валках профилегибочного стана в процессе растяжения. Все пары валков профилегибочного стана для изготовления сетчатой поверхности имеют одинаковую в поперечном сечении конфигурацию, но с нарастанием по диаметру, и выполнены таким образом, что выступы на одном и соответствующие ему впадины на другом идентичны контуру гофр в виде замка в заготовке, а установлены они симметрично оси профилирования, причем каждая последующая пара удалена от оси симметрии на величину больше предыдущей, равную отношению величины вытяжки сетчатой поверхности к количеству клетей, используемых в ее изготовлении.
После получения сетчатой поверхности осуществляют горизонтальное выравнивание полосовой заготовки раскатыванием ребра жесткости и контура гофр в виде замка, а далее производят последовательное непрерывное деформирование металла до получения профиля заданного поперечного сечения последовательной подгибкой заготовки парами валков профилегибочного стана. Готовый профиль заданной длины отрезают на установке отрезки и подают на стол приемки.
Сетчатый профиль для каркаса межкомнатных перегородок состоит из двух боковых полок и стенки, у которой симметрично продольной оси расположены группы рядов ромбовидных ячеек, направленных под углом к продольной оси навстречу друг другу (елочкой). Ячейки в рядах каждой группы равны по длине и расположены в шахматном порядке со смещением на половину шага
На фиг.2 представлен общий вид сетчатого профиля для каркаса межкомнатных перегородок с двумя рядами ромбовидных ячеек симметрично продольной оси в стенке профиля.
| название | год | авторы | номер документа |
|---|---|---|---|
| УГОЛОК СЕТЧАТЫЙ РАВНОПОЛОЧНЫЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2379444C1 |
| ПРОФИЛЬ МАЯЧКОВЫЙ СЕТЧАТЫЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2395653C1 |
| ТЕРМОПРОФИЛЬ СЕТЧАТЫЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2342504C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ УГЛОВОГО СЕТЧАТОГО | 2003 |
|
RU2240194C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕТКИ ИЛИ СЕТЧАТОГО ПРОФИЛЯ | 2003 |
|
RU2275268C2 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ СЕТЧАТОГО | 2003 |
|
RU2240195C1 |
| Способ изготовления гнутых профилей | 1984 |
|
SU1269878A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1998 |
|
RU2147955C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2272688C1 |
| Способ изготовления гнутых профилей | 1980 |
|
SU978973A1 |
Изобретение относится к области строительства и обработке металлов давлением, в частности к конструкции сетчатого профиля толщиной менее 1 мм, используемого в качестве элемента каркаса межкомнатных перегородок, и способу его изготовления. Заготовку в виде полосы заданной ширины с разматывателя подают в валки ротационной установки для нанесения в центральной части заготовки симметрично продольной оси рядов прорезей под углом к продольной оси и расположенных навстречу друг другу. Далее заготовку направляют в профилегибочный стан, где полученные просечки вытягивают в поперечном направлении валками профилегибочного стана до получения сетчатой конструкции расчетной ширины. В начале по оси симметрии заготовки формируют ребро жесткости для фиксации заготовки и симметрично расположенные гофры в виде замка, которые обеспечивают ввод и удержание заготовки в валках профилегибочного стана в процессе поперечной вытяжки. Все пары валков профилегибочного стана для изготовления сетчатой поверхности имеют одинаковую в поперечном сечении конфигурацию, но с нарастанием по диаметру, и выполнены таким образом, что выступы на одном и соответствующие ему впадины на другом идентичны контуру гофр в виде замка в заготовке, а установлены они симметрично оси, причем каждая последующая пара удалена от оси симметрии на величину, больше предыдущей, равную отношению величины вытяжки сетчатой поверхности к количеству клетей, используемых в ее изготовлении. После получения сетчатой поверхности осуществляют горизонтальное выравнивание полосовой заготовки раскатыванием ребра жесткости и контура гофр в виде замка, а далее производят последовательное непрерывное деформирование металла до получения профиля заданного поперечного сечения последовательной подгибкой заготовки парами валков профилегибочного стана. Профиль имеет стенку, у которой симметрично продольной оси расположены ряды ромбовидных ячеек, направленных под углом к продольной оси навстречу друг другу. Расширяются технологические возможностей. 2 н.п. ф-лы, 2 ил.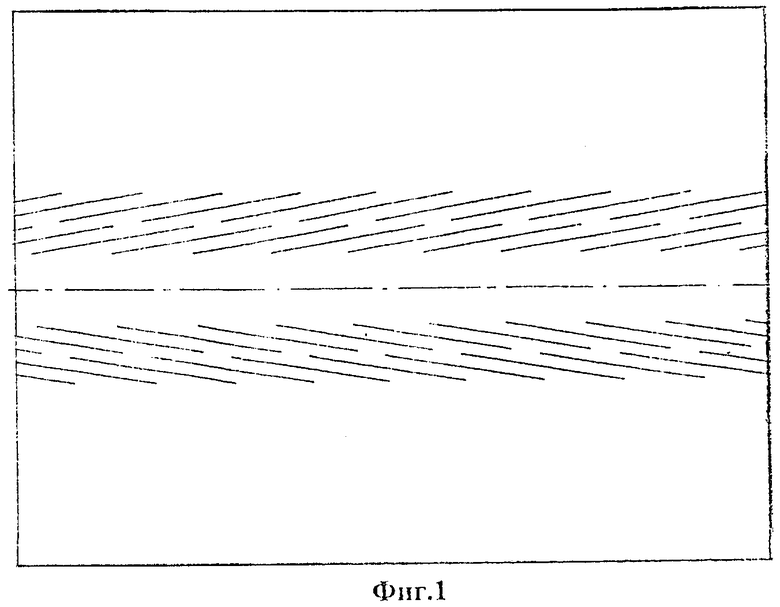
1. Сетчатый профиль толщиной менее 1 мм для каркаса межкомнатных перегородок, состоящий из двух боковых полок и стенки с сетчатой поверхностью, образованной симметрично расположенными относительно его продольной оси группами рядов ромбовидных ячеек, при этом ячейки в рядах каждой группы равны по длине и расположены в шахматном порядке со смещением на половину шага, под углом к продольной оси навстречу друг другу.
2. Способ изготовления сетчатого профиля толщиной менее 1 мм для каркаса межкомнатных перегородок, включающий размотку полосы из рулона, просечку в ее центральной части групп рядов прорезей, симметрично расположенных относительно оси профилирования, выполнение прорезей в рядах одной группы параллельными между собой, равными по длине и расположенными в шахматном порядке со смещением на половину шага, под углом к оси профилирования навстречу друг другу, вытяжку прорезей до получения сетчатой поверхности с рядами ромбовидных ячеек расчетной ширины в поперечном направлении валками клетей профилегибочного стана, фиксирование полосы с использованием ребра жесткости, выполненного по оси симметрии полосы и симметрично расположенных гофр в виде замка, с использованием всех пар валков профилегибочного стана с одинаковой в поперечном сечении конфигурацией, и с нарастанием по диаметру, в которых выступы на одном валке и соответствующие ему впадины на другом валке идентичны контуру гофр в виде замка в полосе, и установкой пары валков симметрично продольной оси, с удалением каждой последующей пары от оси симметрии на величину, превышающую предыдущую и равную отношению величины вытяжки сетчатой поверхности к количеству клетей, используемых в ее изготовлении, горизонтальное выравнивание сетчатой поверхности путем раскатывания ребра жесткости и гофров в виде замка, последовательное непрерывное деформирование металла до получения профиля заданного поперечного сечения.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОСЕЧНО-ВЫТЯЖНОЙ СЕТКИ | 1998 |
|
RU2146179C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ УГЛОВОГО СЕТЧАТОГО | 2003 |
|
RU2240194C1 |
| Способ плавки медных окисленных руд с сульфированием меди для перевода ее в штейн | 1940 |
|
SU59661A1 |
| ВЫПАРНОЙ АППАРАТ | 1991 |
|
RU2034610C1 |

