Изобретение относится к области строительства, в частности к способу изготовления и конструкции профиля маячкового сетчатого, используемого в качестве опорной направляющей базы при оштукатуривании для получения ровной поверхности.
Известны профили маячковые перфорированные фирм: «Тиги Кнауф», адрес в Интернете: www.parutonn.ru, ООО «Строй Ресурс», адрес в Интернете: www.stanprof.ru изготовленные на профилегибочных станах, оснащенных дополнительным оборудованием для нанесения перфорации.
Наиболее близким аналогом, совпадающим по назначению с заявленным изобретением, является профиль RU 20330 U1 E04F 13/08, 27.10.2001.
Профиль содержит две стенки заданной высоты, сопряженные радиусом, и симметрично отходящие от них в противоположные стороны перфорированные основания. Пробивка перфорации в виде круглых отверстий или прорезей заданной формы независимо от способа их изготовления (штампом или установкой ротационной) уменьшает металлоемкость готового профиля, но не влияет на ширину исходной заготовки.
Задачей настоящего изобретения является экономия металла, т.е. разработка такого способа изготовления профиля маячкового перфорированного, который, сохраняя аналогичные геометрические характеристики изделия: высоту стенок и ширину основания, имел бы меньшую ширину исходной заготовки.
Эта задача решается за счет изменения технологии изготовления профиля посредством применения просечно-вытяжного способа получения перфорации на линиях автоматических холодного профилирования.
Известен способ изготовления сетчатого профиля RU 2275268 С2, B21D 47/02, 27.04.2006, включающий нанесение на заготовку попарно симметричных групп рядов просечек, равных по длине и направленных навстречу друг другу (елочкой) под углом к продольной оси симметрии, исключая участки сплошного металла по ее краям и между рядами, и осуществление последующей деформации заготовки путем ее растяжения. Растяжение заготовки осуществляют путем приложения пары сил, направленных вертикально вверх или вертикально вниз по оси симметрии каждого сплошного участка металла, с образованием на заготовке продольных гофров между рядами и продольных желобов по краям заготовки. При последовательном перемещении заготовки из клети в клеть выступы наружных диаметров верхних роликов увеличиваются, а впадины нижних соответственно уменьшаются, в результате чего попарно симметричные группы рядов просечек преобразуются в сетчатые участки: с ячейками в форме параллелограмма расчетной ширины, а после завершения растяжения производят прикатку гофрированной заготовки так, чтобы гофры уплощались, а вдоль оси симметрии участков сплошного металла (т.е. по оси симметрии гофров) оставались сформированные в процессе растяжки желоба.
Данный способ изготовления сетчатых профилей технологичен для производства сетчатых панелей, при котором не требуется дальнейшее профилирование до заданного поперечного сечения. Сетчатые профили (панели), полученные вышеуказанным способом, применяются в несъемных опалубках для возведения фундаментов или монолитных стен.
Предлагаемый способ изготовления профиля маячкового сетчатого отличается от аналога тем, что на заготовку наносят ряды групп просечек, а не попарно симметричные группы рядов просечек, равных по длине и направленных навстречу друг другу под углом к продольной оси симметрии, исключая участки сплошного металла не только по ее краям и между рядами, а также между группами просечек, а после осуществления последующей деформации заготовки путем ее растяжения не производят прикатку гофров, так как вместо гофр в предлагаемом способе формируются стенки профиля, сопряженные радиусом. После чего осуществляют продольную резку заготовки, разделяя гофрированное полотно на ряды профилей маячковых, у которых плоское основание имеет перфорацию с ячейками в форме параллелограмма. Затем для улучшения прилегания штукатурки к подошве основания ему придают дугообразную форму заданного радиуса валками профилегибочного стана и производят отрезку профилей необходимой длины.
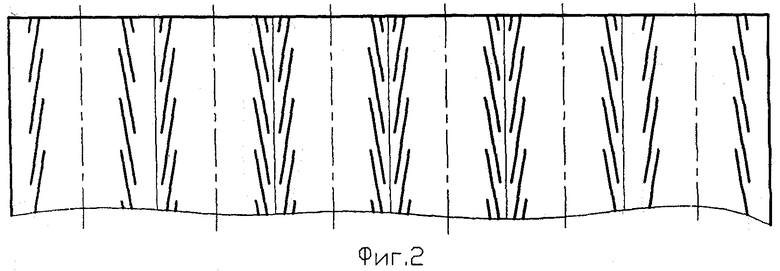
Способ изготовления профиля маячкового сетчатого (см. фиг.1) осуществляют от на линии автоматической холодного профилирования следующим образом.
Тонколистовую заготовку с разматывателя подают в валки ротационной установки, которые по всей ширине заготовки наносят просечки в виде заданного числа рядов групп, исключая участки сплошного металла по ее краям, между рядами и группами просечек (см. фиг 2). Количество рядов групп просечек соответствует количеству профилей, одновременно изготавливаемых из одной заготовки. В каждом ряду группы просечки выполняют равными по длине, параллельными между собой и расположенными под углом к продольной оси навстречу друг другу.
Далее заготовка поступает в профилегибочный стан, в первой клети которой формируют продольные желоба в форме треугольника между рядами каждой группы просечек и в форме замка по краям. (см. фиг.3). Сформированные желоба необходимы для фиксирования заготовки, они обеспечивают ввод и удержание заготовки в валках профилегибочного стана в процессе вытяжки. В следующих клетях профилегибочного стана осуществляют вытяжку просечек за счет последовательного формирования двух стенок маячкового профиля, сопряженных радиусом, до заданной высоты, из участков сплошного металла, симметрично продольной оси каждого ряда группы просечек (см. фиг.4). Все пары валков профилегибочного стана для фиксации заготовки в процессе вытяжки установлены по оси симметрии продольных желобов и выполнены таким образом, что выступы на одном и соответствующие ему впадины на другом идентичны контуру желобов в форме треугольника между рядами каждой группы просечек и в форме замка по краям.
Пары роликов для последовательного формирования двух стенок маячкового профиля, сопряженных радиусом, одновременно вытягивают просечки до образования ячеек в форме параллелограмма. Они установлены по оси симметрии каждого ряда группы просечек, направленных навстречу друг другу, и при последовательном перемещении заготовки из клети в клеть выступы наружных диаметров нижних роликов увеличиваются, впадины верхних соответственно уменьшаются, в результате формируются стенки маячкового профиля, сопряженные радиусом, до заданной высоты из участков сплошного металла, симметрично продольной оси каждого ряда группы просечек. При этом ряды групп просечек преобразуются в сетчатые участки с ячейками в форме параллелограмма. После получения стенок профилей заданной высоты, сопряженных радиусом, и плоских оснований с ячейками в форме параллелограмма, производят прикатку желобов до горизонтального выравнивания.
Далее осуществляют продольную резку заготовки, разделяя гофрированное полотно на ряды профилей маячковых, у которых плоское основание имеет перфорацию с ячейками в форме параллелограмма. Затем плоским основаниям профилей придают дугообразную форму заданного радиуса валками профилегибочного стана и производят отрезку профилей необходимой длины.
Изготовленные таким образом профили маячковые сетчатые (фиг.1) содержат две боковые стенки 1 заданной высоты Н, сопряженные радиусом, и симметрично отходящие от них в противоположные стороны перфорированные основания 2, имеющие дугообразную форму, с рядами просечно-вытяжных ячеек 3 в форме параллелограмма, расположенных под углом к продольной оси навстречу друг другу.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕТКИ ИЛИ СЕТЧАТОГО ПРОФИЛЯ | 2003 |
|
RU2275268C2 |
| УГОЛОК СЕТЧАТЫЙ РАВНОПОЛОЧНЫЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2379444C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ СЕТЧАТОГО | 2003 |
|
RU2240195C1 |
| ТЕРМОПРОФИЛЬ СЕТЧАТЫЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2342504C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ УГЛОВОГО СЕТЧАТОГО | 2003 |
|
RU2240194C1 |
| СЕТЧАТЫЙ ПРОФИЛЬ ДЛЯ КАРКАСА МЕЖКОМНАТНЫХ ПЕРЕГОРОДОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2393041C2 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 1999 |
|
RU2230620C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОТОЛОЧНОГО ПРОФИЛЯ Т-ОБРАЗНОГО СЕЧЕНИЯ | 2001 |
|
RU2218226C2 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 2003 |
|
RU2236925C1 |



Изобретение относится к области строительства, в частности к способу изготовления и конструкции профиля маячкового сетчатого. Выполняют по всей ширине заготовки заданное число рядов групп просечек, соответствующих количеству одновременно изготавливаемых из одной заготовки профилей, исключая участки сплошного металла по ее краям, между рядами и группами просечек. В каждом ряду группы просечек просечки равны по длине, параллельны между собой и расположены под углом к продольной оси навстречу друг другу. Далее формируют продольные желоба. В следующих клетях профилегибочного стана осуществляют вытяжку просечек за счет последовательного формирования двух стенок, сопряженных радиусом, до заданной высоты из участков сплошного металла, симметрично продольной оси каждого ряда группы просечек. При этом ряды групп просечек преобразуются в сетчатые участки с ячейками в форме параллелограмма. После получения стенок профилей заданной высоты производят прикатку желобов до горизонтального выравнивания. Далее осуществляют продольную резку заготовки. Затем плоским основаниям профилей придают дугообразную форму заданного радиуса валками профилегибочного стана и производят отрезку профилей необходимой длины. Профили имеют две боковые стенки заданной высоты, сопряженные радиусом, и симметрично отходящие от них в противоположные стороны дугообразные просечно-вытяжные основания с рядами ячеек в форме параллелограмма, расположенных под углом к продольной оси навстречу друг другу. Уменьшается расход металла. 2 н.п. ф-лы, 5 ил.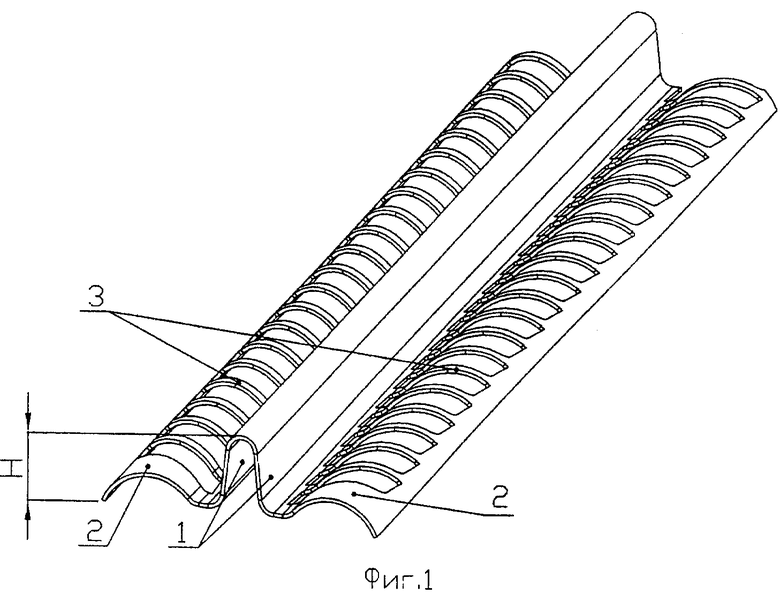
1. Профиль маячковый сетчатый, содержащий две стенки заданной высоты, сопряженные радиусом, и симметрично отходящие от них в противоположные стороны перфорированные основания, отличающийся тем, что перфорированные основания выполнены дугообразной формы и имеют ряды просечно-вытяжных ячеек в виде параллелограмма, расположенных под углом к продольной оси навстречу друг другу.
2. Способ изготовления профиля маячкового сетчатого из тонколистовой заготовки, включающий выполнение в заготовке просечек, исключая участки сплошного металла по краям, формирование профиля в клетях профилегибочного стана и его отрезку, отличающийся тем, что просечки выполняют по всей ширине заготовки в виде заданного числа рядов групп, соответствующих количеству маячковых профилей, одновременно изготавливаемых из одной заготовки, исключая участки сплошного металла между рядами и группами просечек, в каждом ряду группы просечки выполняют равными по длине, параллельными между собой и расположенными под углом к продольной оси навстречу друг другу, при формировании профиля в первой клети профилегибочного стана формируют продольные желоба в форме треугольника между рядами каждой группы просечек и в форме замка по краям, служащие для фиксирования заготовки в валках профилегибочного стана в процессе вытяжки, а в следующих клетях профилегибочного стана осуществляют вытяжку просечек за счет последовательного формирования двух стенок маячкового профиля, сопряженных радиусом до заданной высоты, из участков сплошного металла симметрично продольной оси каждого ряда группы просечек, при этом ряды групп просечек преобразуют в сетчатые участки с ячейками в форме параллелограмма, а после получения стенок профилей заданной высоты, сопряженных радиусом, и плоских оснований с ячейками в форме параллелограмма производят прикатку желобов до горизонтального выравнивания, далее осуществляют продольную резку заготовки для разделения заготовки на ряды профилей маячковых, плоское основание которых имеет перфорацию с ячейками в форме параллелограмма, затем плоским основаниям профилей придают дугообразную форму заданного радиуса валками профилегибочного стана, после чего производят отрезку профилей необходимой длины.
| Уклономер | 1925 |
|
SU20330A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕТКИ ИЛИ СЕТЧАТОГО ПРОФИЛЯ | 2003 |
|
RU2275268C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ УГЛОВОГО СЕТЧАТОГО | 2003 |
|
RU2240194C1 |
| Способ плавки медных окисленных руд с сульфированием меди для перевода ее в штейн | 1940 |
|
SU59661A1 |
| ВЫПАРНОЙ АППАРАТ | 1991 |
|
RU2034610C1 |

