Изобретение относится к оборудованию толстолистовых и полосовых станов горячей прокатки и предназначено для механической очистки заготовок от окалины перед их поступлением в черновую клеть.
Известен рольганг с ребристыми роликами. Однако, в известном рольганге ребра роликов служат не для очистки заготовки от окалины, а для увеличения сцепления роли - ка с заготовкой, что способствует выводу заготовки из люльки
В качестве прототипа выбран участок черновой клети прокатного стана. Прототип содержит последовательно установленные транспортные секции рольгангов с приводами и черновую клеть
Прототип имеет следующие недостатки. Удаление окалины с заготовки производится гидросбивом в черновой клети, что приводит к снижению надежности в работе клети и не обеспечивает полного удаления окалины с заготовки, то есть снижает качество проката
Целью изобретения является повышение качества поверхности проката путем механического удаления окалины.
Поставленная цель достигается тем, что в участке черновой клети прокатного стана, содержащем секции транспортных рольгангов, кантователь и черновую клеть, секции транспортных рольгангов установлены парами до и после кантователя, а каждой из которых ролики первой по ходу прокатки секции снабжены шипами, а ролики второй секции снабжены продольными ребрами, причем смежные ролики второй секции установлены с возможностью вращения с разными скоростями.
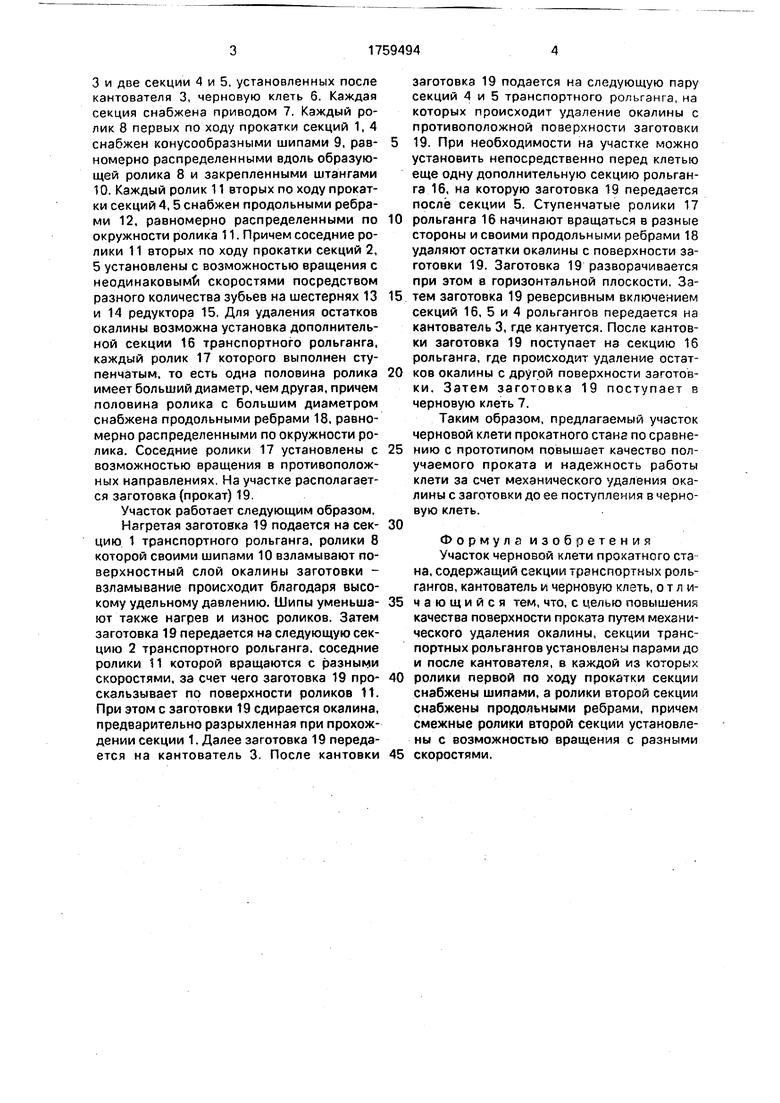
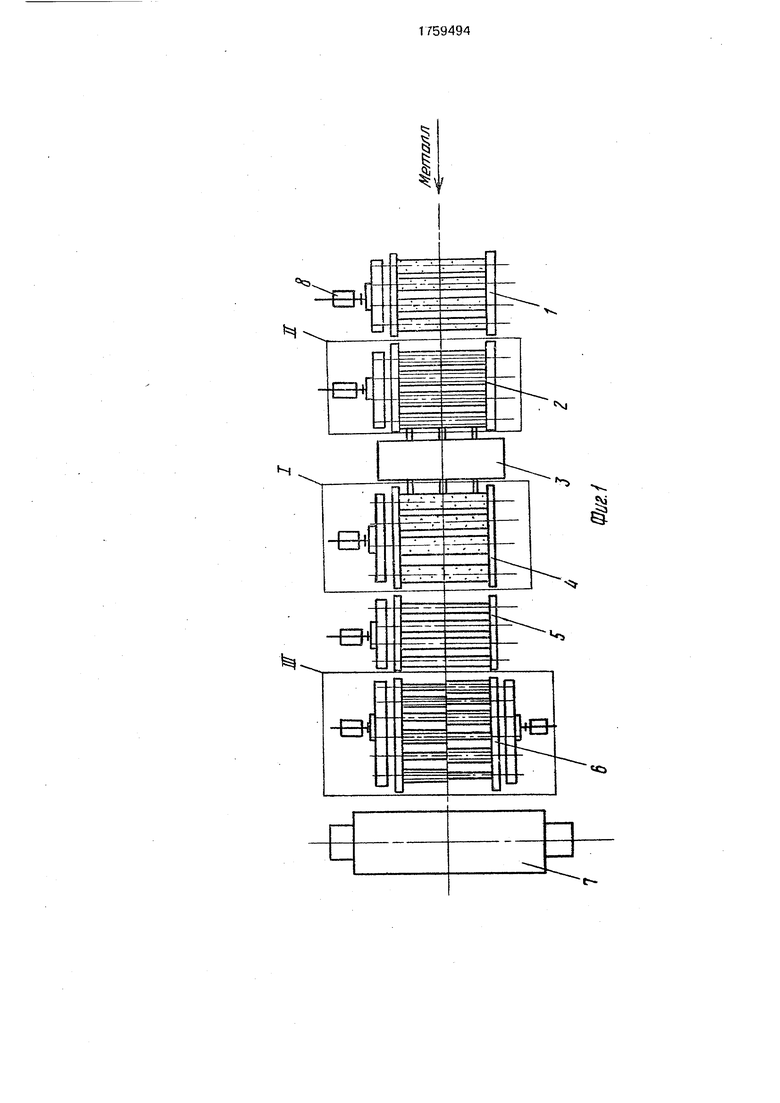
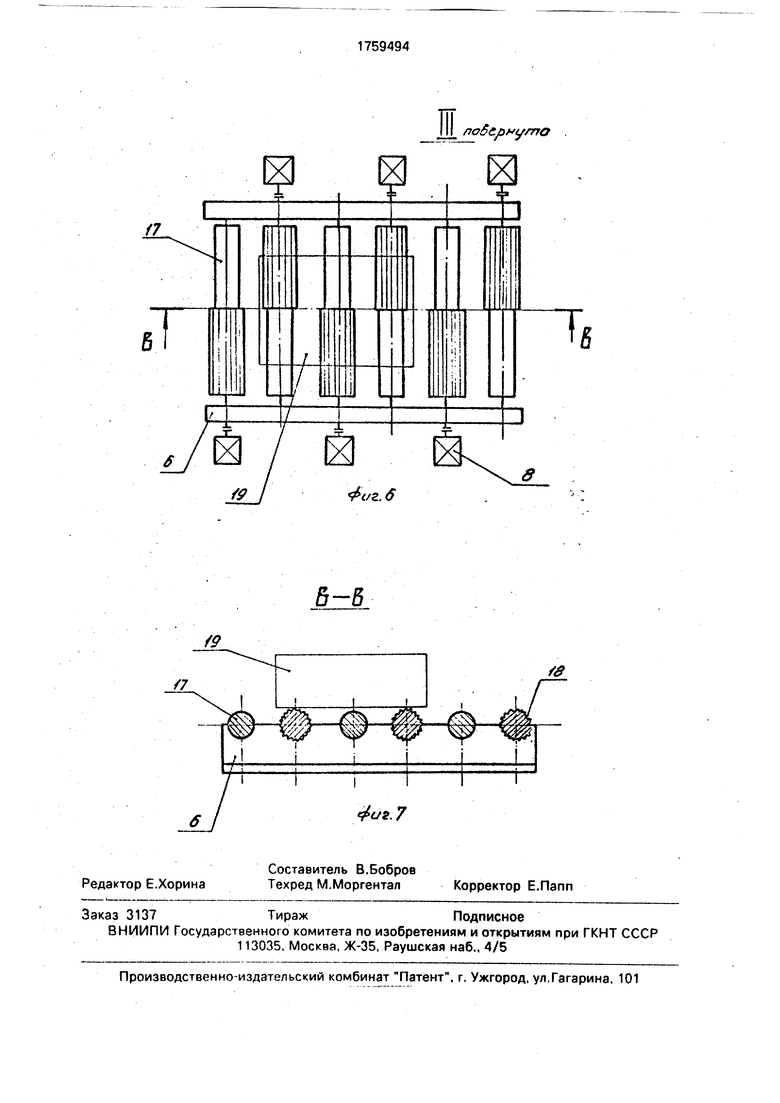
На фиг. 1 показан участок клети, вид в плане; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - узел II на фиг. 1; на фиг. 5 - разрез Б-Б на фиг. 4; на фиг. 6 - узел III на фиг. 1; на фиг. 7 - разрез В-В на фиг. 6.
Прелагаемый участок черновой клети содержит две секции 1 и 2 транспортных рольгангов, установленных до кантователя
со
С
vj сл ю
4
SQ
4
3 и две секции 4 и 5, установленных после кантователя 3, черновую клеть 6. Каждая секция снабжена приводом 7. Каждый ролик 8 первых по ходу прокатки секций 1, 4 снабжен конусообразными шипами 9, равномерно распределенными вдоль образующей ролика 8 и закрепленными штангами 10. Каждый ролик 11 вторых по ходу прокатки секций 4, 5 снабжен продольными ребрами 12, равномерно распределенными по окружности ролика 11. Причем соседние ролики 11 вторых по ходу прокатки секций 2, 5 установлены с возможностью вращения с неодинаковыми скоростями посредством разного количества зубьев на шестернях 13 и 14 редуктора 15. Для удаления остатков окалины возможна установка дополнительной секции 16 транспортного рольганга, каждый ролик 17 которого выполнен ступенчатым, то есть одна половина ролика имеет больший диаметр, чем другая, причем половина ролика с большим диаметром снабжена продольными ребрами 18, равномерно распределенными по окружности ролика. Соседние ролики 17 установлены с возможностью вращения в противоположных направлениях, На участке располагается заготовка (прокат) 19.
Участок работает следующим образом.
Нагретая заготовка 19 подается на секцию 1 транспортного рольганга, ролики 8 которой своими шипами 10 взламывают поверхностный слой окалины заготовки - взламывание происходит благодаря высокому удельному давлению. Шипы уменьшают также нагрев и износ роликов. Затем заготовка 19 передается на следующую секцию 2 транспортного рольганга, соседние ролики 11 которой вращаются с разными скоростями, за счет чего заготовка 19 проскальзывает по поверхности роликов 11. При этом с заготовки 19 сдирается окалина, предварительно разрыхленная при прохождении секции 1. Далее заготовка 19 передается на кантователь 3. После кантовки
заготовка 19 подается на следующую пару секций 4 и 5 транспортного рольганга, на которых происходит удаление окалины с противоположной поверхности заготовки
19. При необходимости на участке можно установить непосредственно перед клетью еще одну дополнительную секцию рольганга 16, на которую заготовка 19 передается после секции 5. Ступенчатые ролики 17
рольганга 16 начинают вращаться в разные стороны и своими продольными ребрами 18 удаляют остатки окалины с поверхности заготовки 19. Заготовка 19 разворачивается при этом в горизонтальной плоскости, Затем заготовка 19 реверсивным включением секций 16, 5 и 4 рольгангов передается на кантователь 3, где кантуется. После кантовки заготовка 19 поступает нз секцию 16 рольганга, где происходит удаление остатков окалины с другой поверхности заготовки. Затем заготовка 19 поступает в черновую клеть 7.
Таким образом, предлагаемый участок черновой клети прокатного стана по сравнению с прототипом повышает качество получаемого проката и надежность работы клети за счет механического удаления окалины с заготовки до ее поступления в черновую клеть.
Формула изобретения Участок черновой клети прокатного ста на, содержащий секции транспортных рольгангов, кантователь и черновую клеть, о т л ичающийся тем, что, с целью повышения качества поверхности проката путем механического удаления окалины, секции транспортных рольгангов установлены парами до и после кантователя, в каждой из которых
ролики первой по ходу прокатки секции снабжены шипами, а ролики второй секции снабжены продольными ребрами, причем смежные ролики второй секции установлены с возможностью вращения с разными
скоростями.
t
I
V
I
1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛИСТОВОЙ ПРОКАТКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2005 |
|
RU2306990C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ БЫСТРОЙ ВЫГРУЗКИ ТОЛСТЫХ СТАЛЬНЫХ ЛИСТОВ ИЗ ПРОКАТНОГО СТАНА | 2014 |
|
RU2653518C2 |
| СПОСОБ ЛИСТОВОЙ ПРОКАТКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2006 |
|
RU2317163C1 |
| СТАЛЕПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2012 |
|
RU2495730C1 |
| СПОСОБ ЛИСТОВОЙ ПРОКАТКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2004 |
|
RU2277021C1 |
| СПОСОБ ПРОИЗВОДСТВА ДВУТАВРОВОЙ БАЛКИ И ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2620212C1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| ПРОКАТНЫЙ СТАН И СПОСОБ ПРОКАТКИ ЗАГОТОВОК НА ПРОКАТНОМ СТАНЕ | 1998 |
|
RU2170151C2 |
| Прокатный стан для производства сортового металла и катанки | 1981 |
|
SU961807A1 |
| КОМПАКТНАЯ ГИБКАЯ CSP УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ПОЛОС, ПРЕДНАЗНАЧЕННАЯ ДЛЯ ЭКСПЛУАТАЦИИ В НЕПРЕРЫВНОМ, ПОЛУНЕПРЕРЫВНОМ И ПЕРИОДИЧЕСКОМ РЕЖИМЕ | 2008 |
|
RU2438805C1 |

Сущность изобретения: участок черновой клети прокатного стана включает секции транспортных рольгангов, расположенные парно с передней и задней по ходу прокатки стороны от кантователя. В каждой паре ролики первой секции снабжены шипами, а второй продольными ребрами, причем смежные ролики во второй секции могут вращаться с различными ско- ростями.Окалина вспарывается шипами ро - ликов и соскребается ребристыми роликами с обеих сторон листа. 4 ил.
1Л/ошам
t
I
8
/ Ж
/
I
/
ж
19Фиг. 2
А-А
А
ff
/
V
Ј
HI
Ч
J
Ч5Г
О)
I
и
&
tfivz. б
5-5
I
лсберну/тго
X
X
i
lii
&
&иг.7
| Сборник научных трудов ВНИИметмаш | |||
| Оборудование сортовых и толстолистовых прокатных станов /Под ред | |||
| В Г.Дрозда и Л.М.Боброва, М„ 1989, с 123 |
