Заявляемый объект относится к металлургии, а именно к совмещенным сталепрокатным комплексам металлургических заводов и может быть использован при производстве мелкосортных прокатных профилей различного сортамента на металлургическом мини-заводе.
Наиболее близким по совокупности признаков к заявляемому объекту является выбранный в качестве прототипа литейно-прокатный комплекс металлургического мини-завода, который содержит литейный участок, состоящий из агрегата выплавки стали и агрегата разливки стали в заготовки, печь для нагрева литых заготовок под прокатку и прокатный участок. Агрегат выплавки стали выполнен в виде дуговой электросталеплавильной печи. Агрегат разливки стали в заготовки выполнен в виде установки для разливки стали под регулируемым давлением, которая оснащена механизмом поточной подачи кассет-кристаллизаторов для литья заготовок. Печь для нагрева литых заготовок под прокатку выполнена в виде газопламенной печи или индукционной печи или электрической печи. Прокатный участок содержит полунепрерывный прокатный стан, состоящий, по меньшей мере, из одной обжимной реверсивной клети дуо или нереверсивной клети трио и непрерывной группы клетей. При этом непрерывная группа клетей состоит из клетей с чередующимся горизонтальным и вертикальным расположением валков. За непрерывной группой клетей последовательно установлены установка ускоренного охлаждения проката, холодильник прокатного стана с подводящим рольгангом и отводящим рольгангом, ножницы для порезки проката на мерные длины и устройство для формирования пачек готовой продукции (патент Российской Федерации №2399443, МПК В21В 1/46, опубл. 20.09.2010, бюл. №26).
У заявляемого объекта и прототипа совпадают следующие существенные признаки. Оба комплекса содержат сталеплавильный участок, содержащий агрегат выплавки стали в виде дуговой сталеплавильной печи и агрегат разливки стали в заготовки, печь для нагрева заготовок под прокатку, прокатный участок, содержащий полунепрерывный прокатный стан, состоящий, по меньшей мере, из одной обжимной клети и непрерывной группы клетей, установку ускоренного охлаждения проката, которая установлена за непрерывной группой клетей, холодильник прокатного стана с подводящим рольгангом и отводящим рольгангом, ножницы для порезки проката на мерные длины и устройство для формирования пачек готовой продукции.
Анализ технических свойств прототипа, обусловленных его признаками, показывает, что получению ожидаемого технического результата при использовании прототипа препятствуют следующие причины. Для размещения агрегата разливки стали в заготовки, выполненного в виде установки для разливки стали под регулируемым давлением, которая оснащена механизмом поточной подачи многочисленных кассет-кристаллизаторов для литья заготовок, и последовательного расположения за непрерывной группой клетей установки ускоренного охлаждения проката, холодильника прокатного стана с подводящим рольгангом и отводящим рольгангом, ножниц для порезки проката на мерные длины и устройства для формирования пачек готовой продукции необходимы значительные производственные площади. Трудности с расположением указанного оборудования возникают при использовании для металлургического мини-завода существующего здания и реконструкции уже существующего кранового оборудования. Кроме того, эффективность производства мелкосортных прокатных профилей различного сортамента из заготовок, отлитых под регулируемым давлением, недостаточна высока.
В основу заявляемого объекта поставлена задача создать такой сталепрокатный комплекс металлургического мини-завода, в котором усовершенствования путем введения новых элементов и изменения расположения элементов позволят обеспечить достижение технического результата, заключающегося в повышении эффективности использования производственных площадей при повышении эффективности производства мелкосортных прокатных профилей различного сортамента на металлургическом мини-заводе.
Заявляемый сталепрокатный комплекс металлургического мини-завода включает сталеплавильный участок, содержащий агрегат выплавки стали в виде дуговой сталеплавильной печи и агрегат разливки стали в заготовки, печь для нагрева заготовок под прокатку, прокатный участок, содержащий полунепрерывный прокатный стан, состоящий, по меньшей мере, из одной обжимной клети и непрерывной группы клетей, установку ускоренного охлаждения проката, которая установлена за непрерывной группой клетей, холодильник прокатного стана с подводящим рольгангом и отводящим рольгангом, ножницы для порезки проката на мерные длины и устройство для формирования пачек готовой продукции. Отличительной особенностью заявляемого объекта является следующее. Сталеплавильный участок дополнительно содержит установку внепечной обработки стали «печь-ковш». Агрегат разливки стали в заготовки выполнен в виде радиальной машины непрерывного литья заготовок. Нагревательная печь для нагрева заготовок под прокатку выполнена с торцевым толкателем, загрузочным рольгангом, боковым выталкивателем и расположена практически перпендикулярно оси прокатки прокатного стана. Передаточный рольганг радиальной машины непрерывного литья заготовок введен в прокатный участок и расположен практически параллельно печи для нагрева заготовок под прокатку. Машина непрерывного литья заготовок оборудована подъемно-поворотным стендом для ковша установки «печь-ковш», устройством для порезки непрерывнолитых заготовок на мерные длины, боковым сталкивателем и кантующим холодильником, который установлен перпендикулярно передаточному рольгангу машины непрерывного литья заготовок со стороны печи для нагрева заготовок под прокатку. Сталепрокатный комплекс оборудован поворотным столом со шлеппером и боковым толкателем для передачи заготовок с передаточного рольганга машины непрерывного литья заготовок на загрузочный рольганг печи для нагрева заготовок под прокатку. Подводящий рольганг холодильника прокатного стана снабжен неподвижным упором, расположенным в конце холодильника, а отводящий рольганг установлен вдоль холодильника на противоположной стороне относительно подводящего рольганга и направлен в противоположную сторону по отношению к подводящему рольгангу. При этом холодильник прокатного стана оборудован цепным шлеппером для перемещения горячего проката с подводящего рольганга на холодильник и холодного проката с холодильника на отводящий рольганг.
В частных случаях выполнения заявляемый сталепрокатный комплекс металлургического мини-завода отличается тем, что:
- установка ускоренного охлаждения проката смонтирована на поворотном устройстве, обеспечивающем, в случае ненадобности термического упрочнения проката, выведение этой установки с линии прокатки и ввода на линию прокатки секции передаточного рольганга;
- при объеме производства до 50 тыс. т проката в год комплекс оборудован одной дуговой сталеплавильной печью и установкой внепечной обработки стали «печь-ковш» с максимальной емкостью ковша по стали, преимущественно, 10÷15 т, радиальная машина непрерывного литья заготовок выполнена двухручьевой и приспособлена для литья передельной квадратной заготовки сечением, преимущественно, 100×100 мм и длиной, преимущественно, 2 м и товарной квадратной заготовки сечением, преимущественно, 100×100 мм;
- комплекс снабжен ямой для окалины, газоочистным сооружением с рукавными фильтрами, сборным бункером для пыли и устройством для окомкования пыли и окалины перед вводом в шихту дуговой сталеплавильной печи.
При использовании заявляемого объекта обеспечивается достижение технического результата, заключающегося в повышении эффективности использования производственных площадей при повышении эффективности производства мелкосортных прокатных профилей различного сортамента на металлургическом мини-заводе.
Между совокупностью существенных признаков заявляемого объекта и достигаемым техническим результатом имеется следующая причинно следственная связь.
Оснащение сталеплавильного участка установкой внепечной обработки стали «печь-ковш», выполнение агрегата разливки стали в заготовки в виде радиальной машины непрерывного литья заготовок, оборудование машины непрерывного литья заготовок подъемно-поворотным стендом для ковша установки «печь-ковш», выполнение печи для нагрева заготовок под прокатку с торцевым толкателем, загрузочным рольгангом, боковым выталкивателем и расположение этой печи практически перпендикулярно оси прокатки прокатного стана, ввод передаточного рольганга радиальной машины непрерывного литья заготовок в прокатный участок и расположение этого рольганга практически параллельно печи для нагрева заготовок под прокатку, оборудование машина непрерывного литья заготовок устройством для порезки непрерывнолитых заготовок на мерные длины, боковым сталкивателем и кантующим холодильником, который установлен перпендикулярно передаточному рольгангу машины непрерывного литья заготовок со стороны печи для нагрева заготовок под прокатку, оборудование сталепрокатного комплекса поворотным столом со шлеппером и боковым толкателем для передачи заготовок с передаточного рольганга машины непрерывного литья заготовок на загрузочный рольганг печи для нагрева заготовок под прокатку, позволяет на относительно небольшой производственной площади, используя шихту только на основе металлического лома и осуществляя внепечную обработку стали в одном ковше, обеспечить качественную выплавку марок сталей широкого сортамента и передать качественную еще горячую передельную заготовку с передаточного рольганга машины непрерывного литья заготовок в печь для нагрева заготовок под прокатку, а качественную товарную заготовку передать с кантующего холодильника на участок складирования товарных заготовок.
Учитывая то, что цикл выплавки стали в дуговой сталеплавильной печи почти в два раза больше цикла обработки стали в установке «печь-ковш», можно обеспечить практически непрерывный процесс выплавки стали и производство качественных мелкосортных прокатных профилей различного сортамента из непрерывнолитой заготовки при максимальной загрузке дуговой сталеплавильной печи, установки «печь-ковш», радиальной машины непрерывного литья заготовок и полунепрерывного прокатного стана.
Оснащение подводящего рольганга холодильника прокатного стана неподвижным упором, расположенным в конце холодильника, расположение отводящего рольганг вдоль холодильника на противоположной стороне относительно подводящего рольганга и ориентация отводящего рольганга в противоположную сторону по отношению к подводящему рольгангу, оборудование холодильника прокатного стана цепным шлеппером для перемещения горячего проката с подводящего рольганга на холодильник и холодного проката с холодильника на отводящий рольганг позволяет почти на треть сократить производственную площадь, на которой расположен прокатный стан. Монтирование установки ускоренного охлаждения проката на поворотном устройстве, обеспечивающем выведение этой установки с линии прокатки и ввода на линию прокатки секции передаточного рольганга, позволяет отказаться от дополнительной производственной площади для хранения этой установки в случае ненадобности термического упрочнения проката.
Оборудование сталепрокатного комплекса одной дуговой сталеплавильной печью и установкой внепечной обработки стали «печь-ковш» с максимальной емкостью ковша по стали, преимущественно, 10÷15 т, выполнение радиальной машины непрерывного литья заготовок двухручьевой для литья передельной квадратной заготовки сечением, преимущественно, 100×100 мм и длиной, преимущественно, 2 м и товарной квадратной заготовки сечением, преимущественно, 100×100 мм обеспечивает возможность производства до 50 тысяч т в год качественного проката на сравнительно небольших производственных площадях. Оптимальные значения емкостей дуговой сталеплавильной печи и ковша установки «печь-ковш», сечения и длины непрерывнолитых квадратных заготовок определены на основании расчетов по результатам моделирования.
Оснащение сталепрокатного комплекса ямой для окалины, газоочистным сооружением с рукавными фильтрами, сборным бункером для пыли и устройством для окомкования пыли и окалины перед вводом в шихту дуговой сталеплавильной печи улучшая экологическую обстановку, способствует дальнейшему повышению эффективности сталепрокатного комплекса за счет использования отходов производства в шихте дуговой сталеплавильной печи.
Сущность заявляемого объекта поясняется чертежом, на котором изображена блок-схема сталепрокатного комплекса металлургического мини-завода.
На графических материалах проставлены следующие обозначения:
1 - сталеплавильный участок;
2 - прокатный участок;
3 - дуговая сталеплавильная печь;
4 - установка внепечной обработки стали «печь-ковш»;
5 - машина непрерывного литья заготовок;
6 - печь для нагрева заготовок под прокатку;
7 - обжимная клеть трио;
8 - подъемно-качающийся стол;
9 - ножницы горячей резки;
10 - чистовая группа клетей;
11 - установка ускоренного охлаждения проката;
12 - летучие ножницы;
13 - холодильник прокатного стана;
14 - подводящий рольганг;
15 - отводящий рольганг;
16 - ножницы холодной резки;
17 - устройство для формирования пачек готовой продукции;
18 - подъемно-поворотный стенд для ковша установки внепечной обработки стали «печь-ковш»;
19 - передаточный рольганг машины непрерывного литья заготовок;
20 - гидравлические ножницы;
21 - боковой сталкиватель;
22 - кантующий холодильник;
23 - поворотный стол;
24 - неподвижный упор;
25 - цепной шлеппер;
26 - участок складирования товарных непрерывнолитых заготовок;
27 - участок складирования проката;
28 - яма для окалины;
29 - газоочистное сооружение;
30 - рукавные фильтры;
31 - бункер для пыли;
32 - устройство для окомкования пыли.
В конкретном примере заявляемый сталепрокатный комплекс металлургического мини-завода включает сталеплавильный участок 1, и прокатный участок 2. Сталеплавильный участок 1 содержит агрегат выплавки стали, выполненный в виде дуговой сталеплавильной печи 3, установку внепечной обработки стали «печь-ковш» 4 и агрегат разливки стали в заготовки, выполненный в виде радиальной машины непрерывного литья заготовок 5. На прокатном участке 2 расположены печь для нагрева заготовок под прокатку 6 и полунепрерывный прокатный стан, состоящий, по меньшей мере, из одной черновой обжимной клети трио 7, подъемно-качающегося стола 8, ножниц горячей резки 9 и непрерывной чистовой группы клетей 10. Далее расположена установка ускоренного охлаждения проката 11, летучие ножницы 12, холодильник прокатного стана 13 с подводящим рольгангом 14 и отводящим рольгангом 15, ножницы холодной резки 16 для порезки проката на мерные длины и устройство для формирования пачек готовой продукции 17.
Установка ускоренного охлаждения проката 11 смонтирована на поворотном устройстве (на чертеже не показано), обеспечивающем, в случае ненадобности термического упрочнения проката, выведение этой установки с линии прокатки и ввода на линию прокатки секции передаточного рольганга.
Печь для нагрева заготовок под прокатку 6 выполнена с торцевым толкателем, загрузочным рольгангом, боковым выталкивателем (на чертеже не показаны) и расположена практически перпендикулярно оси прокатки прокатного стана. Машина непрерывного литья заготовок 5 оборудована подъемно-поворотным стендом 18 для ковша установки внепечной обработки стали «печь-ковш» 4.
Передаточный рольганг 19 радиальной машины непрерывного литья заготовок 5, которая расположена на сталеплавильном участке 1, введен в прокатный участок 2 и расположен практически параллельно печи для нагрева заготовок под прокатку 6. Машина непрерывного литья заготовок 5 оборудована гидравлическими ножницами 20 для порезки непрерывнолитых заготовок на мерные длины, боковым сталкивателем 21 и кантующим холодильником 22, который установлен перпендикулярно передаточному рольгангу 19 машины непрерывного литья заготовок 5 со стороны печи для нагрева заготовок под прокатку 6. Сталепрокатный комплекс оборудован поворотным столом 23 со шлеппером и боковым толкателем для передачи заготовок с передаточного рольганга 19 машины непрерывного литья заготовок 5 на загрузочный рольганг печи для нагрева заготовок под прокатку 6.
Подводящий рольганг 14 холодильника 13 прокатного стана снабжен неподвижным упором 24, расположенным в конце холодильника, а отводящий рольганг 15 установлен вдоль холодильника на противоположной стороне относительно подводящего рольганга 14 и направлен в противоположную сторону по отношению к этому рольгангу. При этом холодильник 13 прокатного стана оборудован цепным шлеппером 25 для перемещения горячего проката с подводящего рольганга 14 на холодильник и холодного проката с холодильника на отводящий рольганг 15.
На прокатном участке 2 в оптимально выбранных местах расположены участок складирования товарных непрерывнолитых заготовок 26 и участок складирования проката 27.
Заявляемый сталепрокатный комплекс оборудован ямой для окалины 28, газоочистным сооружением 29 с рукавными фильтрами 30, сборным бункером для пыли 31 и устройством 32 для окомкования пыли перед ее введением в шихту дуговой сталеплавильной печи 3.
При объеме производства 50 тыс.тонн в год готового проката комплекс оборудован одной дуговой сталеплавильной печью 3 емкостью 10 т, одной установкой внепечной обработки стали «печь-ковш» с максимальной емкостью ковша по стали 10÷15 т и одной двухручьевой радиальной машиной непрерывного литья заготовок 5, которая приспособлена для литья товарной квадратной товарной заготовки мерной длины и сечением 100×100 мм, а также передельной заготовки сечением 100×100 мм и длиной 2,0 м.
Сталепрокатный комплекс металлургического мини-завода работает так. Металлический лом, поступающий на завод, должен соответствовать требованиям действующего стандарта. Склад металлического лома располагается в шихтовом пролете, где осуществляется прием, складирование, хранение и подготовка металлолома. Выплавку стали осуществляют в дуговой сталеплавильной печи 3 с массой плавки 10 т. Продолжительность плавки составляет 80 минут. Выплавленная в печи плавка в объеме 10 т сливается в сталеразливочный ковш емкостью 15 т. Этот ковш подается на установку внепечной обработки стали «печь-ковш» 4, где металл доводится до требуемого химического состава и температуры. Ковш с обработанной жидкой сталью передается на подъемно-поворотный стенд 18 двухручьевой радиальной машины непрерывного литья заготовок 5 предназначенной для получения товарной заготовки мерной длины сечением 100×100 мм, а также передельной квадратной заготовки сечением 100×100 мм и длиной 2 м. Скорость разливки составляет 0,35÷4,0 м/мин.
После порезки на мерные длины на гидравлических ножницах 20 товарные квадратные заготовки сечением 100×100 мм с помощью введенного в прокатный участок 2 передаточного рольганга 19 машины непрерывного литья заготовок 5 и бокового сталкивателя 21 попадают с двух ручьев на кантующий холодильник 22, где остывают до температуры примерно 200°C и складируются в штабеля на участке 26 складирования товарных непрерывнолитых заготовок для последующей реализации продукции потребителю.
После порезки на длину 2 м на гидравлических ножницах 20 передельные квадратные заготовки с температурой 750÷800°C, сечением 100×100 мм с помощью введенного в прокатный участок 2 передаточного рольганга 19 машины непрерывного литья заготовок 5, шлепперов и поворотного стола 23 попадают на загрузочный рольганг печи для нагрева заготовок под прокатку 6 и дальнейшей прокатки. Общая мощность печи для нагрева заготовок под прокатку составляет 3,7 МВт, расход воды на охлаждение элементов печи - 50 м3 в час, площадь для размещения установки 2,5×13,0 м; производительность установки при горячем посаде - 10 т/ч; температура нагрева заготовок - 1150°C. Перемещение нагретой заготовки к полунепрерывному прокатному стану осуществляется шлепперами. Основной вид посада - горячий. Полунепрерывный прокатный стан состоит из черновой обжимной клети трио 7 и чистовой группы клетей 10. Частота вращения валков - 100 об/мин. Обжимная клеть трио 7 оснащена подъемно-качающимся столом 8. Температура проката после клети трио - 1070÷1090°C. Кантовка проката на передней стороне клети осуществляется привалковой арматурой. Перевалка клети - валками. После черновой обжимной клети трио 7 передний конец проката обрезается в ножницах горячей резки 9.
Чистовая группа клетей 10 состоит из шести горизонтальных клетей дуо, в т.ч. четырех горизонтальных клетей 350 и двух горизонтальных клетей 250. Расстояние между осями клетей в группе - 3500 мм. Температура проката после чистовой группы клетей составляет около 1000°C Перевалка клетей - кассетами. Прокатка в клетях чистовой группы 10 производится с кантовкой проката. В чистовой группе 10 прокатка производится в непрерывном режиме без петли и натяжения проката в межклетьевых промежутках. Такой режим обеспечивается системой автоматизации второго класса. Скорость прокатки в чистовой клети колеблется от 4 м/с до 6 м/с в зависимости от размера прокатываемого профиля. Контроль размеров готового проката осуществляется шаблонами путем замера проб.
Готовый прокат направляют в установку ускоренного охлаждения проката 11, которая расположена за последней чистовой клетью. Длина установки - 9,0 м. Установка ускоренного охлаждения проката обеспечивает упрочнение проката при прокатке в одну нитку. В случае ненадобности термического упрочнения проката эта установка с помощью поворотного устройства выводится с линии прокатки и на ее место, на линию прокатки, вводятся секции передаточного рольганга.
Прокат, прошедший установку ускоренного охлаждения проката 11, разрезается летучими ножницами 12 на длину холодильника прокатного стана 13. Далее прокат перемещается по подводящему рольгангу 14 вдоль холодильника прокатного стана 13 и останавливается неподвижным упором 24, который установлен в конце холодильника. Цепным шлеппером 25 горячий прокат перемещается с подводящего рольганга 14 на холодильник. Холодный прокат с холодильника прокатного стана 13 цепным шлеппером 25 перемещается на отводящий рольганг 15, который установлен вдоль холодильника на противоположной стороне относительно подводящего рольганга 14 и направлен по отношению к нему в противоположную сторону. Ножницами холодной резки 16, установленными на отводящем рольганге 15, прокат разрезается на мерные длины. После резки прокат сбрасывают в карманы устройства для формирования пачек готовой продукции 17. Каждая пачка готовой продукции обвязывается ручными обвязочными машинками. Готовый пакет взвешивается крановыми весами, на пакет навешивается бирка и с помощью крана готовый пакет транспортируется на участок складирования проката 27, где укладывается горизонтально между вертикальными стойками. Со склада готовой продукции полученный высококачественный прокат передается за пределы прокатного участка 2 для последующей реализации потребителю.
Очистка технологических газов, образующихся в сталепрокатном комплексе в процессе производства проката, осуществляется в газоочистном сооружении 29 с рукавными фильтрами 30. Пыль, уловленная рукавными фильтрами 30, при помощи системы конвейеров направляется в сборный бункер для пыли 31. Железосодержащие отходы производства (пыль, окалина, извлеченная из ямы для окалины 28) окомковывают в устройстве для окомкования пыли 32 и затем передают на сталеплавильный участок 1 для использования в качестве добавочного материала в шихту дуговой сталеплавильной печи 3.
Так, при эффективном использовании производственных площадей для размещения оборудования сталепрокатного комплекса металлургического мини-завода обеспечивается высокоэффективное производство мелкосортного проката высокого качества.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2011 |
|
RU2542049C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2009 |
|
RU2399443C1 |
| Литейно-прокатный агрегат для производства сортового проката | 2024 |
|
RU2830625C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ | 2007 |
|
RU2356663C1 |
| МОБИЛЬНЫЙ МЕТАЛЛУРГИЧЕСКИЙ КОМПЛЕКС | 2012 |
|
RU2502579C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 2011 |
|
RU2455091C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОВАРНОЙ ПРОДУКЦИИ НА ЛИТЕЙНО-ПРОКАТНОМ КОМПЛЕКСЕ МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2005 |
|
RU2325960C2 |
| МЕТАЛЛУРГИЧЕСКИЙ КОМБИНАТ | 2014 |
|
RU2571980C2 |
| КОМПЛЕКС ДЛЯ ПОЛУЧЕНИЯ МЕТАЛЛОПРОДУКЦИИ | 1996 |
|
RU2106930C1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА ИЗ МЕТАЛЛОЛОМА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2498878C1 |
Изобретение может быть использовано при производстве мелкосортных прокатных профилей на металлургическом мини-заводе. Сталепрокатный комплекс включает сталеплавильный и прокатный участки. Сталеплавильный участок содержит дуговую сталеплавильную печь, установку внепечной обработки «печь-ковш» и радиальную машину непрерывного литья заготовок. Передаточный рольганг машины непрерывного литья заготовок введен в прокатный участок, содержащий печь для нагрева заготовок под прокатку, полунепрерывный прокатный стан, непрерывную группу клетей, установку ускоренного охлаждения проката, холодильник прокатного стана с подводящим рольгангом, неподвижным упором и отводящим рольгангом, ножницы для резки проката и устройство для формирования пачек готовой продукции. Печь для нагрева заготовок под прокатку расположена перпендикулярно оси прокатки прокатного стана и параллельно передаточному рольгангу. Отводящий рольганг установлен вдоль холодильника на противоположной стороне относительно подводящего рольганга и направлен противоположно относительно него. Повышается эффективность использования производственных площадей и эффективность производства. 3 з.п. ф-лы, 1 ил.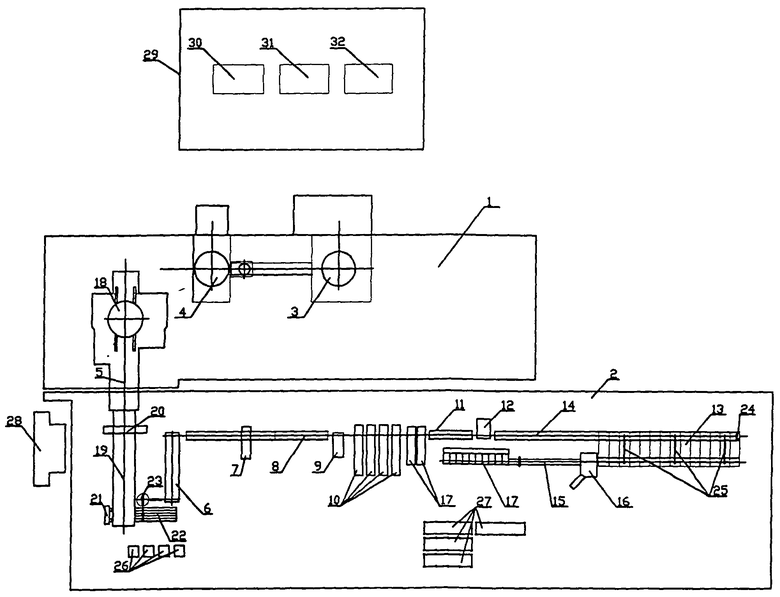
1. Сталепрокатный комплекс металлургического мини-завода для производства мелкосортных прокатных профилей различного сортамента, включающий сталеплавильный участок, содержащий агрегат выплавки стали в виде дуговой сталеплавильной печи и агрегат разливки стали в заготовки, печь для нагрева заготовок под прокатку, прокатный участок, содержащий полунепрерывный прокатный стан, включающий, по меньшей мере, одну обжимную клеть и непрерывную группу клетей, установку ускоренного охлаждения проката, которая установлена за непрерывной группой клетей, холодильник прокатного стана с подводящим рольгангом и отводящим рольгангом, ножницы для порезки проката на мерные длины и устройство для формирования пачек готовой продукции, отличающийся тем, что сталеплавильный участок дополнительно содержит установку внепечной обработки стали «печь-ковш», агрегат разливки стали в заготовки выполнен в виде радиальной машины непрерывного литья заготовок, печь для нагрева заготовок под прокатку выполнена с торцевым толкателем, загрузочным рольгангом, боковым выталкивателем и расположена перпендикулярно оси прокатки прокатного стана, передаточный рольганг радиальной машины непрерывного литья заготовок введен в прокатный участок и расположен параллельно печи для нагрева заготовок под прокатку, машина непрерывного литья заготовок оборудована подъемно-поворотным стендом для ковша установки «печь-ковш», устройством для порезки непрерывнолитых заготовок на мерные длины, боковым сталкивателем и кантующим холодильником, который установлен перпендикулярно передаточному рольгангу машины непрерывного литья заготовок со стороны печи для нагрева заготовок под прокатку, при этом сталепрокатный комплекс оборудован поворотным столом со шлеппером и боковым толкателем для передачи заготовок с передаточного рольганга машины непрерывного литья заготовок на загрузочный рольганг печи для нагрева заготовок под прокатку, подводящий рольганг холодильника прокатного стана снабжен неподвижным упором, расположенным в конце холодильника, а отводящий рольганг установлен вдоль холодильника на противоположной стороне относительно подводящего рольганга и направлен в противоположную сторону по отношению к подводящему рольгангу, при этом холодильник прокатного стана оборудован цепным шлеппером для перемещения горячего проката с подводящего рольганга на холодильник и холодного проката с холодильника на отводящий рольганг.
2. Сталепрокатный комплекс по п.1, отличающийся тем, что установка ускоренного охлаждения проката смонтирована на поворотном устройстве, обеспечивающем, в случае отсутствия необходимости термического упрочнения проката, выведение этой установки с линии прокатки и ввода на линию прокатки секции передаточного рольганга.
3. Сталепрокатный комплекс по п.1, отличающийся тем, что при объеме производства до 50 тыс. т проката в год комплекс оборудован одной дуговой сталеплавильной печью и установкой внепечной обработки стали «печь-ковш» с максимальной емкостью ковша по стали, преимущественно, 10-15 т, радиальная машина непрерывного литья заготовок выполнена двухручьевой и приспособлена для литья передельной квадратной заготовки сечением, преимущественно, 100×100 мм и длиной, преимущественно, 2 м и товарной квадратной заготовки сечением, преимущественно, 100×100 мм.
4. Сталепрокатный комплекс по п.1, отличающийся тем, что комплекс снабжен ямой для окалины, газоочистным сооружением с рукавными фильтрами, сборным бункером для пыли и устройством для окомкования пыли и окалины перед их вводом в шихту дуговой сталеплавильной печи.
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2009 |
|
RU2399443C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ | 2007 |
|
RU2356663C1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| Устройство для подвода воздуха к форсунке | 1927 |
|
SU15673A1 |

