1
(21)4864622/27
(22)04.07.90
(46) 15.09.92. Бюл. р 34
(71)Институт проблем сверхпластичности металлов АН СССР
(72)II.Н.Пурмухаметов и 3.Г.Каналов
(56)Белый И,В., Фертик С.М., Химен- ко Л.Т. Справочник по магнитно-импульсной обработке металлов. Харьков. ХГУ, Вица школа, 1977, с. 48, фиг.24.
(54) СПОСОБ ФОРМОВКИ ПОЛЫХ ТРУБЧАТЫХ ЗАГОТОВОК
(57)Использование: обработка металлов давлением импульсного магнитного
поля. Сущность изобретения: трубчатую заготовку устанавливают в индуктор для обжима. По обе стороны-от индуктора концентрично заготовке устанавливают соленоиды. Между соленоидами и заготовкой размещают изолированные разрезные металлические втулки. Направление тока в соленоидах противоположно направлению тока индуктора, а время действия достаточно для проникновения магнитного поля, наводимого токами соленоидов сквозь заготовку. Ток, наводимый в заготовке индуктором, притягивается к токам соленоидов. 1 з.п. ф-лы, 3 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ поперечного последовательного гофрирования трубчатых заготовок | 1989 |
|
SU1696050A1 |
| Устройство для импульсной штамповки особо тонколистовых материалов | 2023 |
|
RU2833305C1 |
| Одновитковый индуктор сильного аксиального магнитного поля (варианты) | 2020 |
|
RU2746269C1 |
| Способ получения наружных утолщений на трубах | 1990 |
|
SU1784392A1 |
| СПОСОБ ПОЛУЧЕНИЯ ШТАМПОСВАРНЫХ ЗАМКНУТЫХ КОНСТРУКЦИЙ ИЗ ЛИСТОВЫХ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2002 |
|
RU2228826C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ | 2008 |
|
RU2369457C1 |
| Разъемный индуктор обжима | 1990 |
|
SU1766559A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТУПЕНЧАТЫХ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ ДАВЛЕНИЕМ ТЕКУЧЕЙ СРЕДЫ | 1996 |
|
RU2098210C1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКИ | 2018 |
|
RU2693409C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛНОВОДНЫХ СЕКЦИЙ | 2003 |
|
RU2232450C1 |
Изобретение относится к машино- ,строению и может быть использовано при изготовлении деталей из трубчатых заготовок, а конкретно при осу- ществленин различных формовочных операций .
Известен способ формовки полых трубчатых заготовок, включающий операцию обжима детали на конусообразную оправку, при котором в процессе облима к детали со стороны, противоположен обжимаемой, прикладывают усилие растяжения.
Известен также способ формовки полых трубчатых заготовок, выбранный в качестве прототипа, при котором операцию обжима осуществляют посредст вом радиальных усилий, обусловленных t действием импульсного магнитного поля, создаваемого индуктором. Симметричное относительно индуктора осевое растягивающее усилие создается с помощью механической оснастки.
Приложение осевого растягивающего усилия вызвано двумя обстоятельствами.
В отсутствие растягивающего усилия в процессе обжима происходит неравномерное утолщение стенок, трубы пропорционально корню квадратному из отношения диаметров заготовки до и после деформации. Для устранения указанного утолщения, наиболее сильно выраженного на узкой части горловины, необходима механическая обработка детали после обжима. Осевое растягивающее усилие противодействует утолщению стенок трубы.
Осевое растягивающее усилие пре- пятствует возможной потере устойчивости заготовки, приводящей к нарушению ее формы в поперечном сечении.
Однако недостатком известных способов является то, что для создания растягивающего усилия необходимо ис(Л
ч О
Ы 4
пользование достаточно сложных по конструкции оправок и механической оснастки, обеспечивающей плотный контакт между поверхностями оправки и недеформируемой части трубы. Устройства данной конструкции требуют переналадки механической оснастки при изменении длины заготовки.
Кроме TOI O, для эффективного устранения неравномерного утолщения стенок трубы в процессе обжима следовало бы приложить наибольшее осевое усилие там, где это утолщение имеет наибольшее значение, а именно на узкой части горловины. Однако в известных способах осевое усилив распределено равномерно вдоль горловины.
Целью изобретения является повышение качества деталей, расширение1 технологических возможностей и упрощение используемой оснастки.
Поскольку направления токов в индукторе и соленоидах выбираются проДля создания максимальных по ветивоположными (например, ток в индук- 25 личине осевых усилий необходимо, что- торе направлен по часовой стрешсе, бы максимальные значения токов в
а токи в соленоидах направлены против часовой стрелки), то направление тока, наведенного в заготовке индуктором, совпадает с ка в соленоидах. Поэтому согласно закону Ампера возникают силы притяжения между одинаково направленными токами, которые создают необходимое осевое растягивающее усилие в заготовке.
Для ослабления токов, наводимых соленоидами в заготовке, и сведения к минимуму усилия отталкивания этих токов от токов, наведенных в заготовке индуктором, используются кольцевые проставки, размещенные между соленоидами и заготовкой. При ото м проставки имеют осевой разрез, ввиду чего суммарный азимутальный ток в этих проставках равен нулю, т.е. отсутствует силовое воздействие со стороны указанных кольцевых проста- вок на заготовку.
Для того,, чтобы понизить радиальное деформирующее усилие, обусловленное соленоидами, до уровня, не превышающего предел упругости заготовки, время импульса в соленоидах выбирается таким, что создаваемое поле проникает через стенки заготовки. Например, при отношении толщины оболочки трубы к ее рггди$ гу d/R 0,05, для уменьшения радиального
индукторе и соленоидах совпали по времени. С этой целью в индуктор подают импульс тока с определенным запазнаправлением то- 3Q дыванием по отношению к более продолжительному импульсу тока в соленоидах.
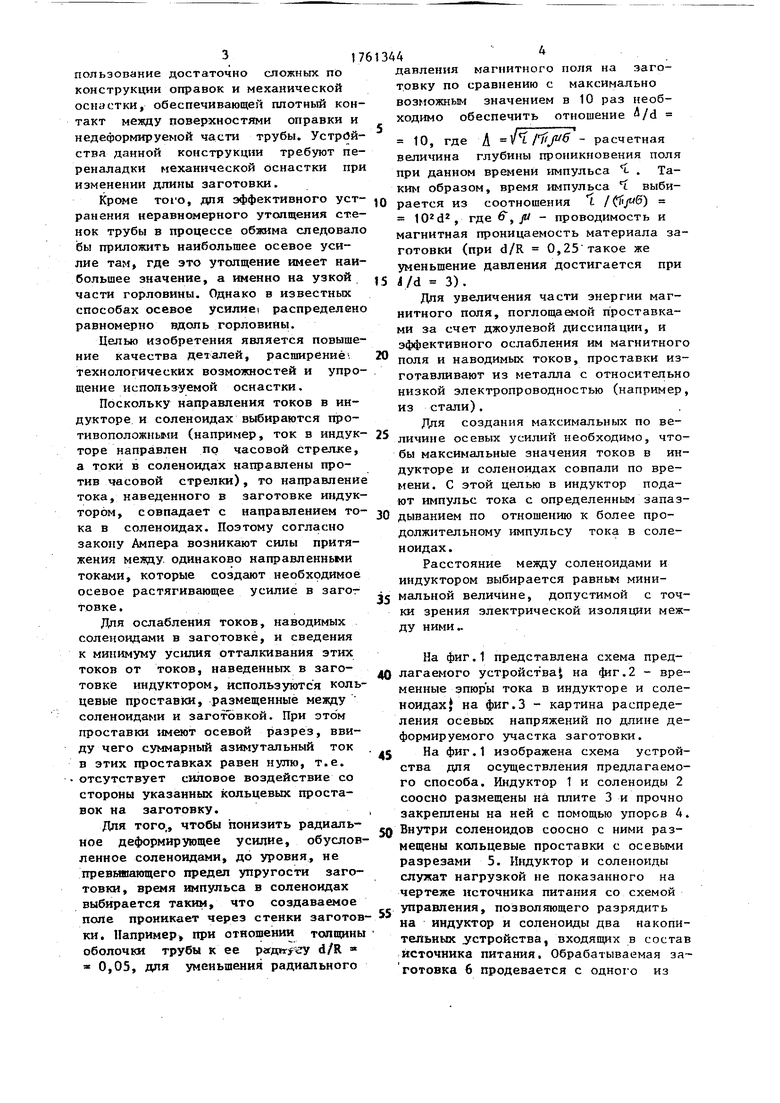
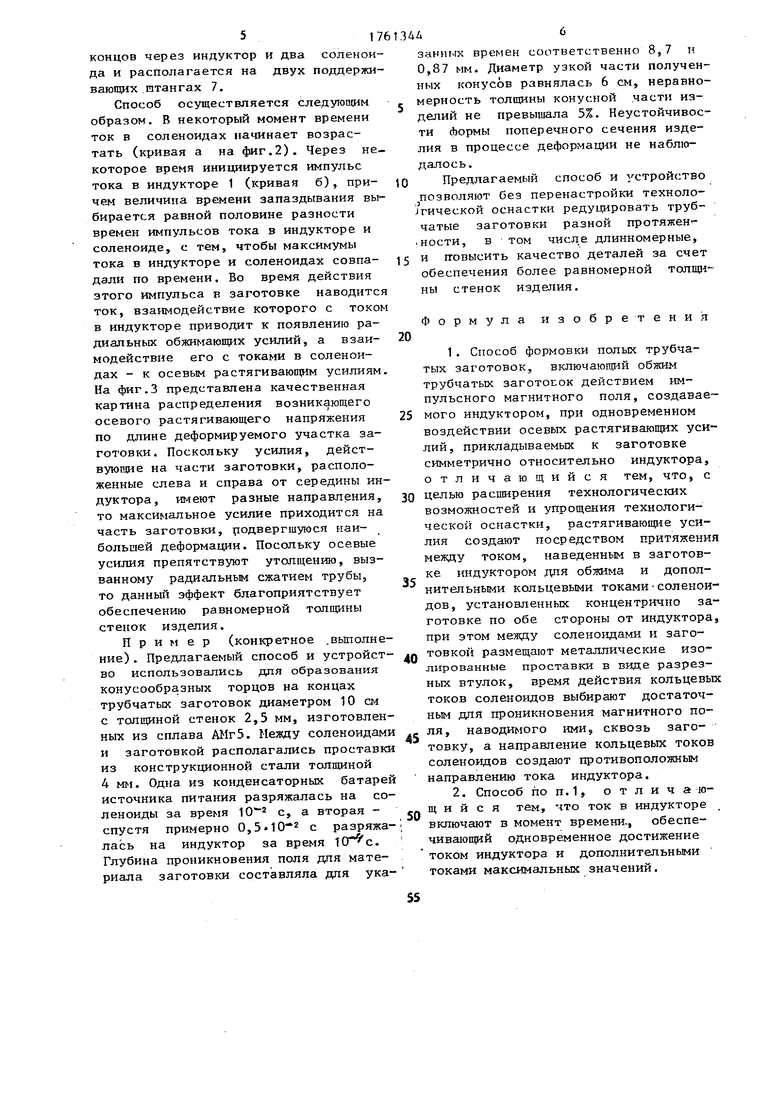
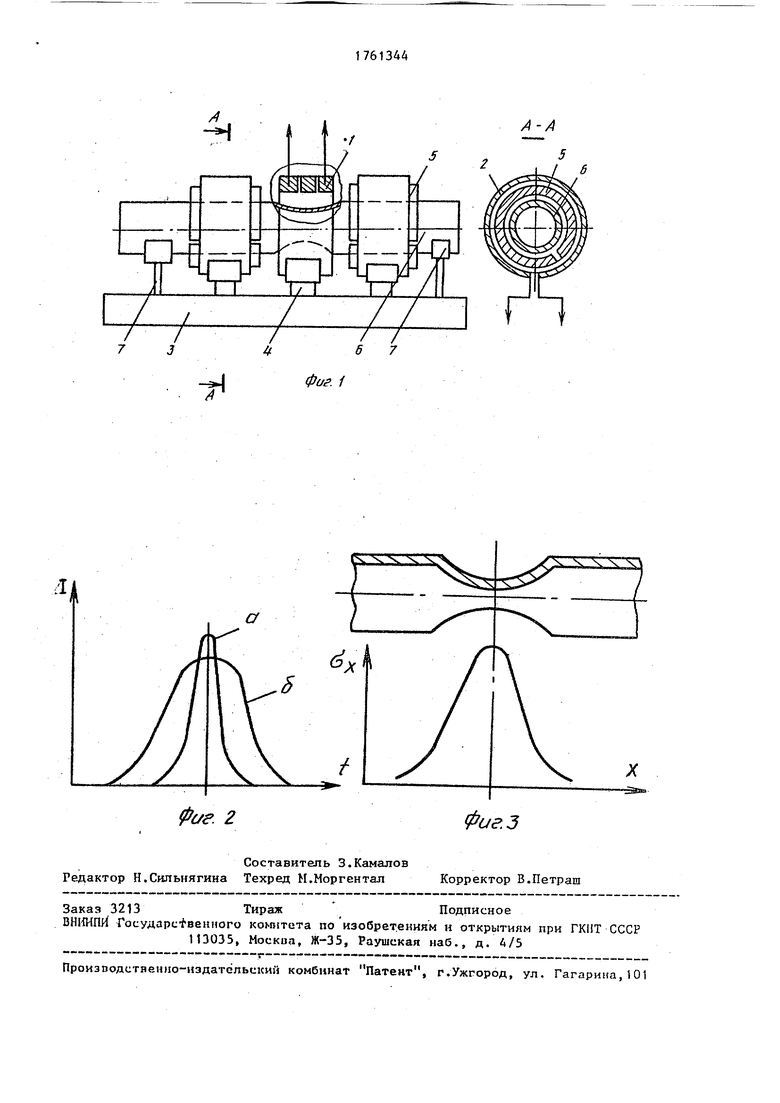
Расстояние между соленоидами и индуктором выбирается равным мини- J5 мальной величине, допустимой с точки зрения электрической изоляции между нимиНа фиг.1 представлена схема пред40 лагаемого устройства, на флг.2 - временные эпюры тока в индукторе и соленоидах} на фиг.З - картина распределения осевых напряжений по длине деформируемого участка заготовки.
д5 На фиг.1 изображена схема устройства для осуществления предлагаемого способа. Индуктор 1 и соленоиды 2 соосно размещены на плите 3 и прочно закреплены на ней с помощью упоров 4.
50 Внутри соленоидов соосно с ними размещены кольцевые проставки с осевыми разрезами 5. Индуктор и соленоиды служат нагрузкой не показанного на чертеже источника питания со схемой
55 управления, позволяющего разрядить на индуктор и соленоиды два накопительных устройства, входящих в состав источника питания. Обрабатываемая заготовка 6 продевается с одного из
1344
давления магнитного поля на заготовку по сравнению с максимально возможным значением в 10 раз необходимо обеспечить отношение Л/d
10, где A I ll - расчетная величина глубины проникновения поля при данном времени импульса с . Таким образом, время импульса г выби10
15
20
рается из соотношения I / dlijuS) - 102d2, где б, jU - проводимость и магнитная проницаемость материала заготовки (при d/R 0,25 такое же уменьшение давления достигается при A/d 3) .
Для увеличения части энергии магнитного поля, поглощаемой проставка- ми за счет джоулевой диссипации, и эффективного ослабления им магнитного поля и наводимых токов, проставки изготавливают из металла с относительно низкой электропроводностью (например, из стали).
Для создания максимальных по ве25 личине осевых усилий необходимо, что- бы максимальные значения токов в
На фиг.1 представлена схема предлагаемого устройства, на флг.2 - временные эпюры тока в индукторе и соленоидах} на фиг.З - картина распределения осевых напряжений по длине деформируемого участка заготовки.
На фиг.1 изображена схема устройства для осуществления предлагаемого способа. Индуктор 1 и соленоиды 2 соосно размещены на плите 3 и прочно закреплены на ней с помощью упоров 4.
Внутри соленоидов соосно с ними размещены кольцевые проставки с осевыми разрезами 5. Индуктор и соленоиды служат нагрузкой не показанного на чертеже источника питания со схемой
управления, позволяющего разрядить на индуктор и соленоиды два накопительных устройства, входящих в состав источника питания. Обрабатываемая заготовка 6 продевается с одного из
517
концов через индуктор и два соленоида и располагается на двух поддерживающих штангах 7.
Способ осуществляется следующим образом. В некоторый момент времени ток в соленоидах начинает возрастать (кривая а на фиг.2). Через некоторое время инициируется импульс тока в индукторе 1 (кривая б), причем величина времени запаздывания выбирается равной половине разности времен импульсов тока в индукторе и соленоиде, с тем, чтобы максимумы тока в индукторе и соленоидах совпадали по времени. Во время действия этого импульса в заготовке наводится ток, взаимодействие которого с током в индукторе приводит к появлению радиальных обжимающих усилий, а взаимодействие его с токами в соленоидах - к осевым растягивающим усилиям. На фиг.З представлена качественная картина распределения возникающего осевого растягивающего напряжения по длине деформируемого участка заготовки. Поскольку усилия, действующие на части заготовки, расположенные слева и справа от середины индуктора, имеют разные направления, то максимальное усилие приходится на часть заготовки, подвергшуюся наибольшей деформации. Посольку осевые усилия препятствуют утолщению, вызванному радиальным сжатием трубы, то данный эффект благоприятствует обеспечению равномерной толщины стенок изделия.
Пример (конкретное .выполнение) . Предлагаемый способ и устройство использовались для образования конусообразных торцов на концах трубчатых заготовок диаметром 10 см с толщиной стенок 2,5 мм, изготовленных из сплава АМг5. Между соленоидами и заготовкой располагались проставки из конструкционной стали толщиной 4 мм. Одна из конденсаторных батарей источника питания разряжалась на соленоиды за время с, а вторая - спустя примерно 0, с разряжалась на индуктор за время . Глубина проникновения поля для материала заготовки составляла для укаЛ6
занных времен соответственно 8,7 и 0,87 мм. Диаметр узкой части полученных конусов равнялась 6 см, неравномерность толщины конусной части изделий не превышала 5%. Неустойчивости сЬормы поперечного сечения изделия в процессе деформации не наблюдалось.
Предлагаемый способ и устройство позволяют без перенастройки технологической оснастки редуцировать трубчатые заготовки разной протяжен - .ности, в том числ.е длинномерные,
и п-овысить качество деталей за счет обеспечения более равномерной толщи ны стенок изделия.
Формула изобретения
целью расширения технологических возможностей и упрощения технологической оснастки, растягивающие усилия создают посредством притяжения между током, наведенным в заготовке индуктором для обжима и дополнительными кольцевыми токамисоленоидов, установленных концентрично заготовке по обе стороны от индуктора, при этом между соленоидами и заготовкой размещают металлические изолированные проставки в виде разрезных втулок, время действия кольцевых токов соленоидов выбирают достаточным для проникновения магнитного поля, наводимого ими, сквозь заготовку, а направление кольцевых токов соленоидов создают противоположным направлению тока индуктора.
включают в момент времени., обеспечивающий одновременное достижение током индуктора и дополнительными токами максимальных значений.
тН
Ф(/е 1
А-А
