1
(21)4729885/08
(22) 05.05.89
(46) 15.09.92 Бюл. № 34
(71)Машиностроительный завод Аскольд
(72)В .А. Казначеев
(56)Авторское свидетельство СССР № 961880, кл. В 23 К 1/08, 1980.
Заявка ЕР N:0249168, кл. В 23 К 1/08, 1987.
(54) УСТАНОВКА ДЛЯ ЛУЖЕНИЯ И ПАЙКИ
(57)Использование: лужение контактов электромонтажа. Сущность изобретения: обрабатываемые изделия опускают и поднимают из ванны с расплавленным припоем под углом к зеркалу припоя и одновременно подвергают колебаниям в трех плоскостях.
причем при выводе изделий из ванны с припоем частота колебаний совпадает с собственной частотой изделия. Затем изделия попадают в охлаждающую жидкость. Устройство содержит ванну с расплавленным припоем, ротор для размещения и перемещения деталей, установленный наклонно, выполненный из гибкого материала, пропускающего припой и в радиальном направлении разделенный на сектора, механизм колебаний ротора, совмещенный с механизмом вращения, механизм колебаний для удаления излишков припоя, установленный в зоне выгрузки деталей, и накопитель с охлаждающей жидкостью, установленный во внутренней части ротора. 1 з.п. ф-лы. 2 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пайки и лужения погружением в припой | 1989 |
|
SU1761397A1 |
| Устройство для пайки деталей | 1982 |
|
SU1087280A1 |
| Устройство для лужения | 1986 |
|
SU1382609A1 |
| Установка для лужения и пайки погружением | 1980 |
|
SU912424A1 |
| Устройство для лужения печатных плат | 1982 |
|
SU1073022A1 |
| Устройство для лужения и пайки волной припоя | 1982 |
|
SU1261761A1 |
| Автоматическое роторное устройство для лужения | 1978 |
|
SU703261A1 |
| Устройство для лужения деталей | 1972 |
|
SU443940A1 |
| Устройство для пайки и лужения | 1979 |
|
SU963748A1 |
| Устройство для лужения и пайки радиодеталей погружением в расплавленный припой | 1986 |
|
SU1323278A1 |
Изобретение относится к области пайки, в частности к лужению контактов электромонтажа.
Известно устройство для пайки погружением в расплавленный припой, включающий встряхивание и наклон изделия к зеркалу припоя после выхода из ванны с припоем. При этом изделие жестко закреплено в механизме поворота. Работа ведется с каждым изделием последовательно и процесс лужения не интенсифицирован.
Известно устройство для выравнивания слоя пайки в виде ванны с расплавленным припоем, погружающейся рамы, поворачивающегося встряхивающего механизма, кронштейна, на котором крепится рама, опирающегося на опорный элемент.
В этой установке интенсифицирован процесс лужения детали, однако, удаление излишков припоя недостаточно интенсивно, в результате чего не обеспечивается высл
с
сокое качество лужения. Кроме того, установка работает с каждым изделием последовательно, что не обеспечивает высокой производительности.
Цель изобретения - повышение производительности труда, повышение качества лужения, снижение расходов припоя.
Указанная цель достигается тем, что в предлагаемой установке для лужения или пайки содержится ванна с припоем, механизм колебаний и вращения, механизм для удаления излишков припоя, ванна с охлаждающей жидкостью и согласно изобретению выполнены следующим образом. Механизм колебаний и вращения выполнен в виде ротора, разделенного на сектора в радиальном направлении, установлен наклонно к поверхности припоя, опирается на механизм колебаний и вращения своей центральной частью и боковой частью и частично погружен в ванну с припоем. Такое
х| О
СО
ю io
исполнение позволяет вести обработку нескольких изделий, обеспечивая непрерывность технологического цикла-погружение в припой, лужение в припое, удаление излишков припоя. Кроме того, во внутренней части ротора установлена ванна накопитель с охлаждающей жидкостью, в которую выпадают изделия после удаления с них излишков припоя, что позволяет повысить качество лужения за счет сокращения времени остывания изделия, т.е. времени окисления припоя. Ротор выполнен из гибкого материала, пропускающего припой и несмачиваемого этим припоем (например сетка из нержавеющей стали) что обеспечивает передачу колебаний к изделиям и более полному удалению излишков припоя с изделия. Механизм колебания и вращения имеет две степени свободы - поворот вокруг оси вращения и перемещение вдоль оси вращения, что позволяет совместить процесс перемещения изделия и передачу изделию энергии колебаний в процессе обработки непрерывно. Ванна накопитель с охлаждающей жидкостью расположена над ванной с припоем.
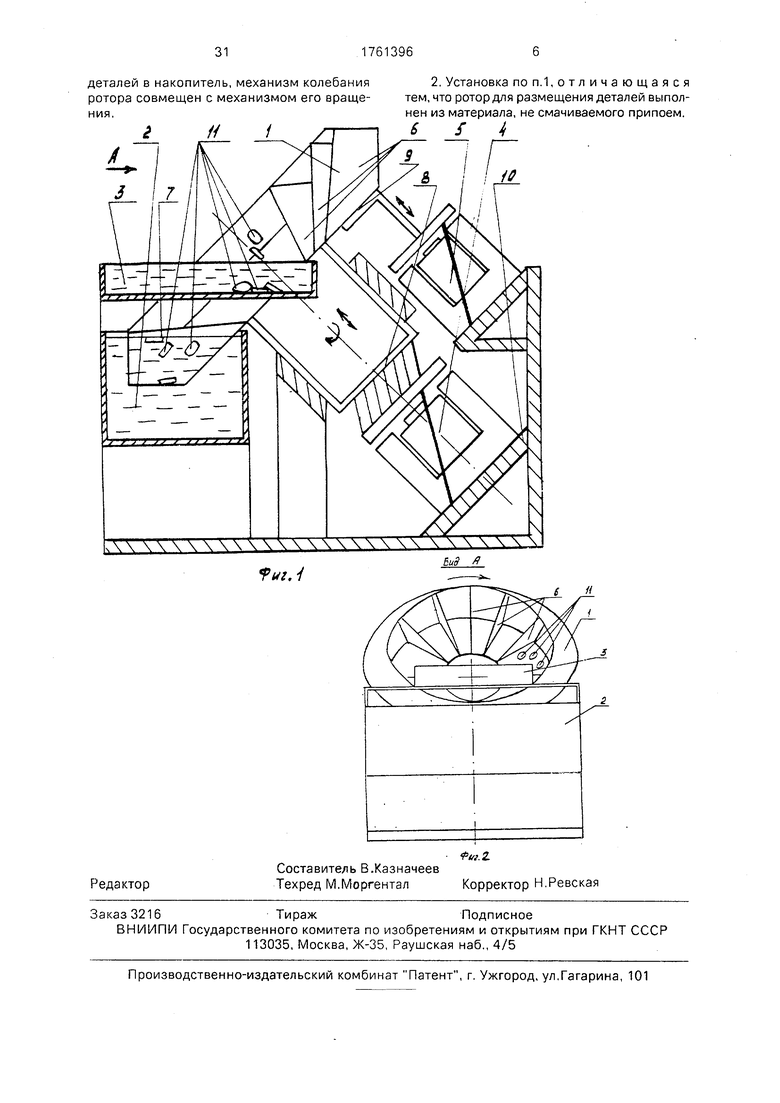
На фиг.1 представлен общий вид установки спереди; на фиг.2 - общий вид установки сбоку.
Установка для лужения и пайки содержит ротор 1, ванну с припоем 2, ванну с охлаждающей жидкостью 3, механизм колебания и вращения 4, механизм для удаления излишков припоя 5. Ротор 1, выполненный в виде чаши, разделен в радиальном направлении на сектора 6 для размещения деталей, установлен наклонно к поверхности припоя 7, и опирается на механизм колебаний 4 своей центральной частью 8 и на механизм 5 боковой частью 9. Ванна с охлаждающей жидкостью 3 установлена во внутренней части ротора 1, над ванной с припоем 2, в которую частично погружен ротор 1. Ванна с припоем 1, ванна с охлаждающей жидкостью 3, механизм колебаний 4 и механизм 5 закреплены на корпусе 10. Ротор 1 выполнен из гибкого материала, пропускающего припой (например, сетка полутомпаковая из нержавеющей стали).
Установка для лужения и пайки работает следующим образом.
Изделия 11 помещаются в ротор 1, который непрерывно вращается и колеблется под действием механизма 4, вводится в ванну с припоем 2, где в движении и происходит процесс пайки или лужения изделий 11. Продолжающий вращаться ротор 1 выводит изделия 11 из ванны с припоем 2. В это время под действием механизма 5 и силы тяжести излишки припоя стекают по поверхности изделия 11 и через ротор 1 стекают в ванну с припоем 2. Дальнейшее вращение ротора 1 обеспечивает перемещение изделий 11, как под действием колебаний, так и
под действием силы тяжести, в ванну с охлаждающей жидкостью 3, где и происходит накопление готовых изделий 11. Скорость вращения ротора 1 выбираем таким образом, чтобы время нахождения изделия 11 в
0 ванне с припоем 2 обеспечивало процесс пайки или лужения, а время удаления излишков припоя и перемещения изделий 11 в ванну с охлаждающей жидкостью 3 обеспечивало жидкую фазу на изделии 11. Регу5 лировку скорости вращения можно осуществлять или изменением амплитуды колебаний механизма 4, или притормаживая ротор 1.
Производительность установки увели0 чивается за счет одновременной обработки нескольких изделий на всех ступенях технологического цикла, ограничивается только технологическим временем пайки или лужения, Работа установки происходит в автома5 тическом режиме после настройки на заданную скорость вращения установки заданных параметров колебаний. Повышение качества пайки или лужения происходит благодаря тому, что изделие в процессе по0 гружения в ванну с припоем и процессе пайки или лужения постоянно свободно перемещается, благодаря чему припой лучше проникает в зазор между деталями и взаимодействует с поверхностью изделия. Кро5 ме того, отвердевание припоя, остывание изделия происходит в ванне с охлаждающей жидкостью, что препятствует окислению поверхности припоя на изделии. Снижение расхода припоя происходит за счет более
0 полного удаления излишков припоя, что позволяет получать минимально допустимую толщину покрытия.
Формула изобретения
5 виде чаши из гибкого материала, пропускающего припой, разделен в радиальном направлении на сектора для свободногс размещения деталей и установлен наклонно, механизм колебаний для удаления излишков припоя установлен в зоне выгрузку
деталей в накопитель, механизм колебания ротора совмещен с механизмом его вращения.
6 / 4
