Изобретение относится к пайке, в частности к пайке или лужению погружением в расплавленный припой, например контактов электромонтажа.
Известен способ лужения погружением в расплавленный припой, включающий вертикальный ввод в ванну и вертикальный вывод из ванны с припоем изделий, а также процесс встряхивания изделия в ванне для горячего лужения, и одной встряски после вывода изделия из ванны для удаления излишков припоя с поверхности. Однако известный способ пайки не обеспечивает достаточного удаления излишков припоя из-за отсутствия наклона изделия при встряхивании и недостаточности процесса встряхивания, что приводит к увеличению расходов припоя и не обеспечивает требуемого качества пайки.
Наиболее близким техническим решением является способ пайки изделий введением в ванну с расплавленным припоем и выход из ванны одновременно с встряхиванием и перемещением в двух плоскостях относительно зеркала припоя с углом наклона от 0 до 180°. При этом изделие жестко закреплено в механизме поворота. После выхода из ванны встряхивание с одновременным перемещением в двух плоскостях улучшает условия удаления излишков припоя, однако, в связи с тем что механизм поворота в пределах от 0 до 180° осуществляет наклон жестко закрепленного изделия, при пайке изделий со сложной конфигурацией затруднено удаление припоя с отдель- ных пространственных поверхностей. Кроме того, известный способ не предусматривает возможности интенсивного и многократного перемещения изделия в процессе погружения в ванну с припоем, а далее пайки или лужения ускоряющего процесс и улучшающий качество, При рассмотрении процесса пайки или лужения в ванне с припоем видно, что многократное перемещение изделия улучшает процесс проникновения припоя в зазор между деталями, а также взаимодействие с поверхностью изделия, практически исключает образование воздушных пузырей в зазорах между паяемыми деталями. Известно, что наиболее полное удаление припоя с поверхности происходит когда эти поверхности параллельны направлению ускорения действующего на изделие
Цель изобретения - повышение качества пайки или лужения, снижение расхода
(Л
XI
с
GJ Ю XI
припоя, повышение производительности труда.
Поставленная цель достигается тем, что в известном способе пайки или лужения, включающем погружение изделий в ванну с расплавленным припоем и вывод из нее под углом к зеркалу припоя с одновременным колебательным движением в процессе погружения в ванну с припоем, далее пайки или лужения изделия, которое подвергают колебаниям, перемещая его в трех плоскостях, при этом ускоряется процесс пайки или лужения изделия. Также отличие состоит в том, что после вывода из ванны с припоем изделия подвергают колебаниям с частотой, совпадающей с собственной частотой изделия, с последующем погружением в охлаждающую жидкость.
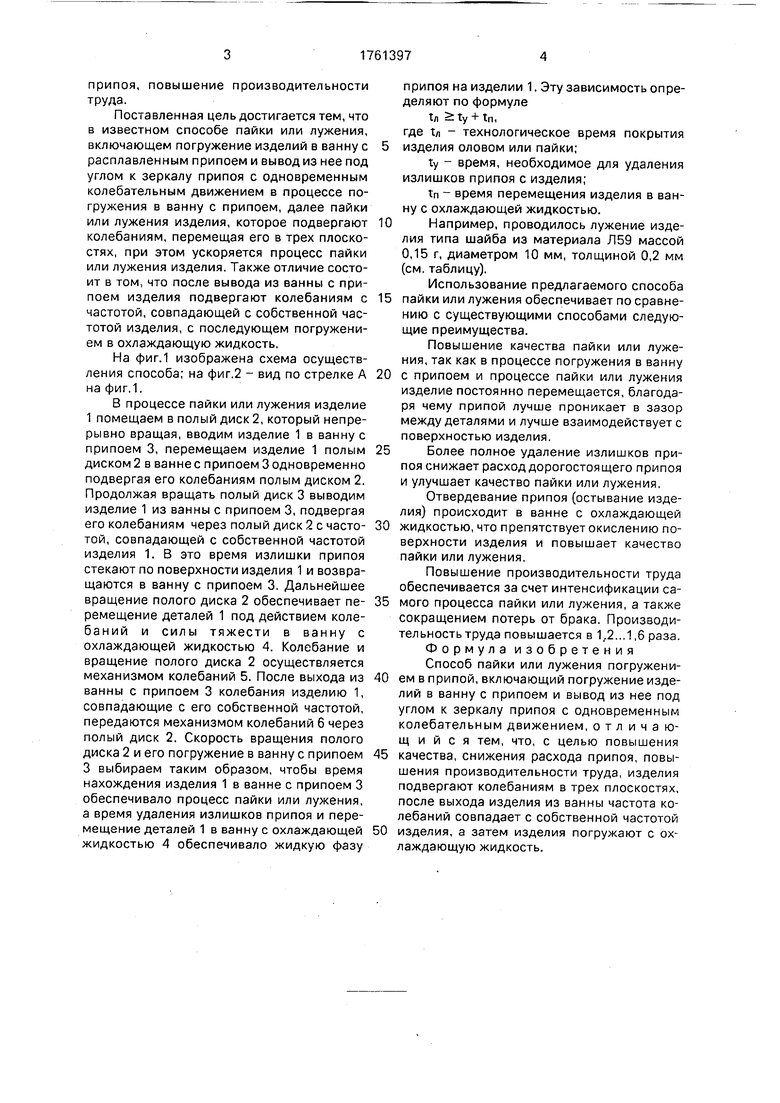
На фиг.1 изображена схема осуществления способа; на фиг.2 - вид по стрелке А на фиг,1.
В процессе пайки или лужения изделие 1 помещаем в полый диск 2, который непрерывно вращая, вводим изделие 1 в ванну с припоем 3, перемещаем изделие 1 полым диском 2 в ванне с припоем 3 одновременно подвергая его колебаниям полым диском 2. Продолжая вращать полый диск 3 выводим изделие 1 из ванны с припоем 3, подвергая его колебаниям через полый диск 2 с частотой, совпадающей с собственной частотой изделия 1. В это время излишки припоя стекают по поверхности изделия 1 и возвращаются в ванну с припоем 3. Дальнейшее вращение полого диска 2 обеспечивает перемещение деталей 1 под действием колебаний и силы тяжести в ванну с охлаждающей жидкостью 4. Колебание и вращение полого диска 2 осуществляется механизмом колебаний 5. После выхода из ванны с припоем 3 колебания изделию 1, совпадающие с его собственной частотой, передаются механизмом колебаний 6 через полый диск 2. Скорость вращения полого диска 2 и его погружение в ванну с припоем 3 выбираем таким образом, чтобы время нахождения изделия 1 в ванне с припоем 3 обеспечивало процесс пайки или лужения, а время удаления излишков припоя и перемещение деталей 1 в ванну с охлаждающей жидкостью 4 обеспечивало жидкую фазу
припоя на изделии 1. Эту зависимость определяют по формуле
Тл 5: ty + tn, где т.л - технологическое время покрытия
изделия оловом или пайки;
ty - время, необходимое для удаления излишков припоя с изделия;
tn - время перемещения изделия в ванну с охлаждающей жидкостью.
Например, проводилось лужение изделия типа шайба из материала Л59 массой 0,15 г, диаметром 10 мм, толщиной 0,2 мм (см. таблицу).
Использование предлагаемого способа
пайки или лужения обеспечивает по сравнению с существующими способами следующие преимущества.
Повышение качества пайки или лужения, так как в процессе погружения в ванну
с припоем и процессе пайки или лужения изделие постоянно перемещается, благодаря чему припой лучше проникает в зазор между деталями и лучше взаимодействует с поверхностью изделия.
Более полное удаление излишков припоя снижает расход дорогостоящего припоя и улучшает качество пайки или лужения.
Отвердевание припоя (остывание изделия) происходит в ванне с охлаждающей
жидкостью, что препятствует окислению поверхности изделия и повышает качество пайки или лужения.
Повышение производительности труда обеспечивается за счет интенсификации самого процесса пайки или лужения, а также сокращением потерь от брака. Производительность труда повышается в 1,2...1,6 раза. Формула изобретения Способ пайки или лужения погружением в припой, включающий погружение изделий в ванну с припоем и вывод из нее под углом к зеркалу припоя с одновременным колебательным движением, отличающийся тем, что, с целью повышения
качества, снижения расхода припоя, повышения производительности труда, изделия подвергают колебаниям в трех плоскостях, после выхода изделия из ванны частота колебаний совпадает с собственной частотой
изделия, а затем изделия погружают с охлаждающую жидкость.
А

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для лужения и пайки | 1989 |
|
SU1761396A1 |
| Способ пайки погружением в расплавленный припой | 1980 |
|
SU961880A1 |
| Устройство для пайки и лужения деталей погружением | 1980 |
|
SU912426A1 |
| Способ лужения | 1985 |
|
SU1286364A1 |
| УСТРОЙСТВО УЛЬТРАЗВУКОВОГО ЛУЖЕНИЯ ИЗДЕЛИЙ | 1992 |
|
RU2022734C1 |
| Способ ультразвуковой пайки и лужения | 1980 |
|
SU893426A1 |
| Установка для лужения и пайки погружением | 1980 |
|
SU912424A1 |
| Способ лужения и пайки | 1983 |
|
SU1143541A1 |
| Устройство для пайки и лужения конденсаторов | 1973 |
|
SU484943A1 |
| Устройство для лужения и пайки радиодеталей погружением в расплавленный припой | 1986 |
|
SU1323278A1 |
Сущность изобретения: изделия погружают в ванну с припоем и выводят из ванны под углом к зеркалу припоя с одновременным колебательным движением. Изделия совершают колебания в трех плоскостях, частота колебаний выхода из ванны совпадает с собственной частотой изделий, затем их погружают в охлаждающую жидкость. 2 ил.
| Способ пайки погружением в расплавленный припой | 1980 |
|
SU961880A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Заявка ЕР №0249168, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
